进气歧管类模具设计规范
- 格式:doc
- 大小:4.40 MB
- 文档页数:24
题目:基于UG的进气歧管的模具设计姓名:班级学号:指导教师:摘要摘要近几年,随着机械工业的发展,金属模具技术在国内外得到了快速发展,金属模具产品已在汽车、摩托车制造和家电工业等领域得到越来越广泛的应用。
同时,人们对模具设计的快速性与合理性以及产品铸型质量的要求越来越高。
但是,目前金属模具计算机辅助设计不够普遍,某些结构参数的选取往往凭借操作者的经验来控制,很难保证模具结构的合理性与铸件质量的稳定性。
这种传统的铸型设计与制造已难以适应工业产品不断提高的质量和更新换代速度的要求。
因此,金属模具CAD/CAM/CAE技术开发与研究,已经成为金属模具发展的必然趋势。
UG是当前世界上最先进和紧密继承、面向制造行业的CAD/CAE/CAM高端软件,他为制造业产品开发的全过程提供解决方案,功能包括:概念设计、工程设计、性能分析和制造。
因此,本文在研究进气歧管零件设计的基础上,介绍了三维软件UG的建模方法与模具设计过程中应注意的问题。
关键词:机械;模具;计算机辅助设计;UG;设计;分析AbstractAbstractIn recent years, along with mechanical industry development, the metal mold technology in domestic and foreign obtained the fast development. The metal mold product is obtaining the more and more widespread application in automobile, motorcycle manufacture and electrical appliances industry and so on. At the same time, the request for rapid and rational mold design as well as the product cast quality is more and more high. But at present the metal mold computer-aided design insufficiently is common, certain design parameter selection often relies on operator's experience to control, very difficult to guarantee the mold structure the rationality and the casting quality stability. This traditional cast designs and manufacture adapted difficultly the quality and the renewal speed request which the industry product enhances unceasingly. Therefore, the metal mold CAD/CAM/CAE technology development and research became the inevitable trend which the metal mold developed. In the current world UG is facing manufacture profession CAD/CAE/ CAM the high end software which is the most advanced with close inheritance, he provides the solution for the manufacturing industry product development entire process, the function includes: conceptual design, engineering design, performance analysis and manufacture. Therefore, This article in researching air admission branch pipe components design foundation introduced UG modeling method software in the three dimension and the questions which should pay attention to in the mold design process.Keywords:Machinery; Mold; Computer-aided design; UG; Design; Analysis目录目录摘要 (I)Abstract (II)前言 (2)第一章绪论 (4)第二章进气歧管的产品设计 (9)2.1 设计依据分析 (9)2.2 消化铸件图和工艺资料 (10)2.3 零件的三维建模 (10)1. 新建文件 (11)2. 绘制图 (11)第三章进气歧管的模具设计 (14)1. 分型面的选择 (14)2. 型腔结构设计 (15)4. 合模导向机构设计 (17)5. 浇注系统设计 (18)6. 脱模机构设计 (18)7. 排气系统设计 (19)8. 冷却系统设计 (20)总结 (23)致谢 (25)参考文献 (26)图A-1-8前言目前,产品的竞争越来越激烈,如何缩短产品的开发周期及时推出适合市场的新产品成为各大公司共同关心的问题。
发动机进气歧管注塑件工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!发动机进气歧管注塑件是汽车发动机的关键零部件之一,它的主要作用是将空气引入发动机燃烧室内,与燃油混合后进行燃烧,从而产生动力。
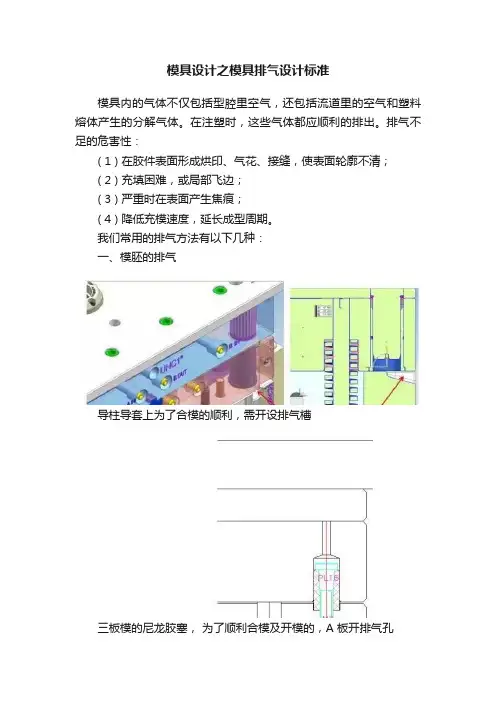
模具设计之模具排气设计标准
模具内的气体不仅包括型腔里空气,还包括流道里的空气和塑料熔体产生的分解气体。
在注塑时,这些气体都应顺利的排出。
排气不足的危害性:
( 1 ) 在胶件表面形成烘印、气花、接缝,使表面轮廓不清;
( 2 ) 充填困难,或局部飞边;
( 3 ) 严重时在表面产生焦痕;
( 4 ) 降低充模速度,延长成型周期。
我们常用的排气方法有以下几种:
一、模胚的排气
导柱导套上为了合模的顺利,需开设排气槽
三板模的尼龙胶塞,为了顺利合模及开模的,A 板开排气孔
二、流道末端的排气
三、成型零件的排气
1.分型面开排气槽排气:为了加工与清理的方便,一般的情况下是做在前模仁
如上图,宽度b=(4~8)mm 长度 L为3mm ~5mm左右,排气槽的深度h因树脂不同而异,主要是考虑树脂的粘度及其是否容易分解。
作为原则而言,粘度低的树脂,排气槽的深度要浅。
容易分解的树脂,排气槽的面积要大,各种树脂的排气槽深度可参考下表
2.镶件的排气
填充困难或最后填充的位置,在镶件上注意做排气,排气须引至模外
3.顶针排气
胶件中间位置的困气,可加设顶针,利用顶针和型芯之间的配合间隙,或有意增加顶针之间的间隙来排气
4.疏气钢
它的排气效果是与厚度成反比的,所以,他的一般厚度为30-50MM,精加工时不可以选择机加工,只能放电。
这点特别注意,由于成本等原因,实际上很少用到
另外还有排气栓排气(原理同疏气钢),其为标准件,可直接购买。
学生为老师服务的心得体会
在学校里,老师和学生是互相依存的关系。
老师教导学生,学
生为老师服务,彼此之间形成了良好的互动。
在我的学生生涯中,我也有过为老师服务的经历,这些经历让我受益匪浅。
首先,为老师服务能够培养我的团队精神。
在学生为老师服务
的过程中,我需要和同学们一起协作完成任务。
我们必须密切配合,分工明确,才能取得好的成绩。
这样的过程不仅增进了我的
人际关系,也启发了我的团队合作意识。
其次,为老师服务还有助于强化我的责任感。
作为学生,我们
有义务帮助老师打扫教室、整理书桌、准备教学器材等。
每次帮
助老师完成工作之后,我都会感到满足和自豪,因为我做了一点
力所能及的贡献。
同样的,这也提醒了我在日常生活中应该承担
的责任。
最后,为老师服务也有助于提高我的工作效率和技能。
有时候,老师会给我们分发一些作业或任务,需要学生们集体完成。
在这
个过程中,我能够学会如何高效地分配时间、如何合理地利用资源,同时也能够提升我的动手能力和创造力。
总之,学生为老师服务对于我们来说有多种多样的好处。
它不仅能够培养我们的团队合作精神,增强责任感,也能够提高我们的工作效率和技能。
此外,通过为老师服务,我们也能够建立更紧密的师生关系,感受到老师的关爱和支持。
因此,我希望大家能够珍惜这样的机会,勇于承担责任,为自己和团队取得更好的成绩而努力。



•塑料注射模技术•!>料注射模技术:汽车进气歧管成型工艺分析及注射模设计苏金玲群达模具(深圳)有限公司(广东深圳518000)【摘要】通过对汽车发动机核心塑件(一体成型塑料进气歧管)的结构工艺分析,确定模具整体成型和出模结构,通过模流分析,确定胶口位置及布局形式,介绍了一体成型塑料进气歧管注射模设计的关键点和模具制造过程中的注意要点。
关键词:一体成型塑料进气歧管;弧形抽芯;模流分析;模具设计中图分类号:TQ320.66文献标识码:BDOI:10.12147/ki.1671-3508.2019.08.010Molding Process Analysis and Injection Mold Designof Automobile Intake Manifold[Abstract]By analysis the automobile engine core plastic parts:integrated plastic automobile intake mainfold AIM model,determine the molding whole mold structure,and though the moldflow analysis,determine the gate location and the part layout.lt introduces the key points and attention of the integrated plastic intake manifold injection mold design and its machining process.Key words:integrated plastic intake manifold;arc core-pulling;moldflow analysis;mold design1引言随着全球日益显现的能源危机、环境恶化,节能环保越来越受到人们的重视。
本文件所有内容及图片,其所有权归奇瑞汽车有限公司拥有,未经奇瑞汽车有限公司许可,不得以任何形式复制此文件(包括其中部分或整体),以及提供给第三方,否则奇瑞汽车有限公司有权追究其法律责任进气歧管总成设计指南Part Design Guideline of Intake Manifold编 制: 郭 栋 审 核: 江 雪 峰 批 准: 杨 俊 伟 日 期: 2007.9本文件所有内容及图片,其所有权归奇瑞汽车有限公司拥有,未经奇瑞汽车有限公司许可,不得以任何形式复制此文件(包括其中部分或整体),以及提供给第三方,否则奇瑞汽车有限公司有权追究其法律责任目录一 进气歧管概述 (3)1.1 进气歧管的功用................................................................................................................3 1.2适用范围.............................................................................................................................3 1.3 进气歧管的总成结构以及组成. (3)二、进气歧管开发流程 (6)2.1开发流程.............................................................................................................................6 2.2概念设计.............................................................................................................................7 2.3布置设计.............................................................................................................................7 2.4详细设计.. (8)三、进气歧管设计 (9)3.1 设计原则............................................................................................................................9 3.2 分析计算..........................................................................................................................10 3.3 参数选定..........................................................................................................................11 3.4 设计方案的选定..............................................................................................................16 3.5 材料的选择......................................................................................................................16 3.6 技术要求..........................................................................................................................17 3.7 试验验证.. (17)四、进气歧管建模.....................................................................................................17 五、进气歧管的一些先进技术 (19)5.1 我公司应用的一些先进技术..........................................................................................19 5.2 目前在世界上应用的一些先进技术 (22)六、进气歧管开发过程中的问题和解决措施 (26)6.1 进气歧管支架断裂..........................................................................................................26 6.2 摆臂脱落..........................................................................................................................27 6.3 金属进气管和支架断裂..................................................................................................27 6.4 进气歧管总成装配干涉.. (28)本文件所有内容及图片,其所有权归奇瑞汽车有限公司拥有,未经奇瑞汽车有限公司许可,不得以任何形式复制此文件(包括其中部分或整体),以及提供给第三方,否则奇瑞汽车有限公司有权追究其法律责任一 进气歧管概述 1.1 进气歧管的功用简单的来说,进气歧管是将燃油混合气送入发动机缸盖的一个组件,起到引导空气流向的作用。
排气歧管设计规范1范阖本标准规定了排汽歧管功能、类型、丁作*件、设计原則、设汁开发济程及工艺要求*本标准适用于本公司汽车发动机的排气歧管设计.2术语和定义下列术语和定义适用丁本标准.2 1排气再循环系统exhaust gas『cciculation (EGR)一种将部分#吒返回燃烧室的系统,以降低爆烧减少氮氧化吻的形成.[GB/T8I8&—2003,定义6」3 ]2.2氧传感器oxygen eensor―静艇撐气壮浓度变化而提供电信号的装圧田谏血倍号用柞空燃比反後调节崩统的輸入盘叛:它遹密安置在扑气般背内舫探头U滿过的朴气相接依”2.3氨氧化物NO K气样中一如化氨(NO)、一氧化磁(N6)等总和】HlNO?当绘表示。
[CWTRIRR—IOR,定.45.12 ]3概述3.1持气歧管挣气歧管足发动机废勺排出的適迄它的合理性宜接影响到发动机的性能、排放和噪声,并影响到发动机在整车匕的搭報及整车排气再循坏系统的布負.32拌气歧管的功能拌气岐耸与发动机缸亞连按••口然吸气型发动机的拌气歧普足将发动机齐个缸排出的废气il集到发动机尾气处理系统」15压机型的排气歧管足将发动机孑个缸捋出的废气汇条到涡轮增圧器再进入尾代处理系统,33丼气歧管的工作条件3拌气歧筲承受若废气的离温、烏乐和肪锁,所以排气歧管在使用中的盯聲性L :匕It 性能对发动机的影 响更为車要。
汽车在行驶中.发动机经常处在冷热交替变换的T 作伏态,设计不当町愛会造成排-歧昔 产生塑性变形,严至时使择气歧管与气缸盖密知不严而闷或者拌P 歧管发生失效.3.4排气歧管类型 3.4.1按制造工艺分类按制遇「艺券气歧讨可分为焊接型排气歧管(如阳1)和铸造型排气灶轡(如图2) ■3.4.2按发动机的进气形式分类按发胡机进气形式排气歧管町分为巾乐机里排气岐耸(如PW 和口然吸气型祥氏歧管(如圈4)"3. 4.3按材料分类按材料排气歧怜町分为诗钛里排气歧伶(如图5)和不锈钢焊按型排气歧管(如圏6) “图2铸造型排气歧管图1焊核型排气歧管图3增压机型排T 歧管 图4自然B8气型排三歧管图5铸钱型排气歧管图5不席钢焊搔型排T歧管3.4.4按集成方或分类按集成力式挣P歧管叶分为怡压器集成井气餃骨(如图7)、虹盖棄成排气歧忖(如图刃和非棄成型拌 P 歧管(如图9 )・为进一步降低排放,一基扁端机型來用取层不每钢焊按型排岂歧管,It内层耳度仅Imm (单•忌不锈钢为2 mm),较低的热•$*»少熱扬失,对进一步如怏催化器起轍图7增压番集成排气歧管图8缸盖荒成排气歧管图9非英成型排气歧管4排气歧管设计41设计原则幷气歧讨的作用是把多航发动机冷肛挂出的废气汇集在一起.井导入#吒总诗-为保证发动机性能并降低排U歧誉失效凤险,在設计排G歧管时应注总以下五个方面,E1)尽徂戲免支管总转芳,内表面应光滑平整,以减少择气阻力Ib)多缸机应逊免各知排气相互干扰,减小排弋乐力波的干涉:C)热网力值小于材料屈服极限*d)押T旳匀(新眸空弋各紙差异不小于5%> .排吒背乐満足耍求(进行CAE分析八e)一阶固有频率人于发动机徹振频率的13%-15% (300 Hz以上》<^NVH)・4.1.1排气吱管的设计开发流程幷气歧昔的设计卄发流盾如图10所示"7OTSU 可圉W 排Y 歧晉设廿开发流理国42排气歧管的材料摒气段管的材料叮根摇贯动机的排气温反及岐徐结构T •艺等要求选拾排气歧怜的材料多Jfc 用灰等 铁、蠕墨箱軼、g 铝铸铁、1S 银药钦,苴中高探蒔钦高温强度较好.为诚少质泄或使歧管设H*更加口由, 町采用不锈期板(或窗)焊制(例:眉氏汽淋机排温奇达%0 vy h. 一簸采.HJD5乩)-鬲用材料特 性呢表1。
汽车进气歧管下壳注塑模设计和加工技术探讨作者:陈延民乐旭辉孙思峰来源:《中国科技博览》2016年第09期[摘要]汽车进气歧管(AIM)是汽车发动机系统的重要部件之一,主要的作用是将空气、燃油混合器通过节气门体和化油器进入到各缸进气道。
本文对汽车进气歧管下壳注塑模的设计和加工工艺进行探索,分析设计难点,并对加工工艺进行优化。
[关键词]汽车进气歧管下壳;注塑模设计;加工工艺中图分类号:V214.8 文献标识码:A 文章编号:1009-914X(2016)09-0399-01传统的汽车进气歧管下通常为铸铝材料,空气通过AIM进入到气缸内。
发动机对AIM的要求标准为:使用温度-40~150℃,且要求对化学物质、各类润滑油、燃油等有较好的耐受性,有较好的抗震动、抗老化、抗落锤冲击等,要求材料密度较小,设计和成型加工简单。
而塑料AIM均能够满足以上特点,且随着复合材料注塑模技术的发展,塑料AIM设计和加工越来越成熟。
1 AIM下壳注塑件特点图-1即为一个常见的AIM部件结构见图,从其外观和结构来看这个注塑件较为复杂。
分型面高低落差较大,沿着分型面还有密封效果的沟槽,在背面可见较多窄筋。
四个侧面和底部的侧凹和孔均需要抽芯,且角度不同,这些外形和结构特点均导致此类注塑件设计和加工难度较大。
不仅如此,还要求模具满足一定的加工和装配精度,各个零件的加工和装配均需得到保障,确保模具运动无障碍,最终顺利脱模。
2 设计和装配难点分析见图-1所示,该模具共分为了7个不同的滑块布局,且有这个完全不同的滑动方向,尤其是滑块1和5运动方向向上,而7则为向下,为了保障模具运动可靠性和结构稳定,将滑块1、5、7三个设计为油缸驱动,其余则为斜导柱驱动方式。
综合分析,该模具设计难点在出气口处,由于固定法兰的脱模角度和出气口角度不同,在注塑成型时不能直接脱离,否则会损坏制品完整性。
因此必须采取一定的措施来解决两者不能一起运动的问题,经过分析,可通过斜导柱沿滑到斜面运动并联合油缸驱动驱动方式来解决。
四缸发动机进气歧管热流道注射模设计王伟伟;肖国华;徐生;王声杭;肖忠理【期刊名称】《工程塑料应用》【年(卷),期】2024(52)5【摘要】结合大型尺寸塑件发动机进气歧管批量生产需要,选用玻璃纤维增强聚酰胺专用塑料对其进行注射成型,材料中加纤质量分数为33%。
模具使用一模一腔布局,模腔使用2个针阀式浇口进行浇注,相应的注塑工艺参数为模温70℃、注射压力100 MPa、充填时间5.5 s、保压压力50 MPa、保压时间11 s。
针对塑件结构复杂、脱模困难问题,运用脱模方向集成设计方法设计了5个特殊脱模机构用于塑件的脱模;其中定模一侧布置3个联动式油缸驱动滑块斜抽芯机构,将斜向抽芯转化为水平侧抽芯,能有效减少斜抽芯机构件对模具厚度尺寸的要求;动模一侧布置的1个水平侧抽芯滑块机构和1个弯管抽芯机构,结合塑件弯管内壁的脱模采用分段抽芯脱模法进行设计,有效解决了塑件弯管内壁既有直线段又有弯管段而难以设计脱模机构的难题,保证了塑件自动化注塑生产的实现。
结合弯管抽芯机构的动作需要,两板热流道模模架的开模由单次开模改进为两次开模,第二次开模使用油缸驱动动模板顶出而实现。
塑件的顶出脱模借助两种油缸分两次实施顶出而实现。
模具整体结构设计、机构配置合理,有较好的设计参考意义。
【总页数】7页(P108-114)【作者】王伟伟;肖国华;徐生;王声杭;肖忠理【作者单位】浙江工商职业技术学院机电工程学院;宁波固德模塑有限公司【正文语种】中文【中图分类】TG243【相关文献】1.存气盒热流道注射模设计2.热流道注射模热流道板的膨胀补偿机构设计3.汽车进气歧管成型工艺分析及注射模设计4.摩托车进气歧管注射模设计5.发动机进气盖热流道注塑模设计因版权原因,仅展示原文概要,查看原文内容请购买。
目录1、目的 (3)2、适用范围 (3)3、进气歧管介绍 (3)3.1进气岐管功能介绍 ......................................................................................... 错误!未定义书签。
3.2进气岐管分类 ................................................................................................. 错误!未定义书签。
3.3 塑料进气岐管的优点 (5)4. 进气岐管模具设计要点及注意事项 (6)4.1浇注系统 (6)4.2 冷却系统 (7)4.3 顶出系统 ........................................................................................................ 错误!未定义书签。
4.4 模具材料的选择 (11)4.5 模具尺寸公差控制 (12)5典型模具结构介绍 (15)进气管类模具设计规范页次3/231.目的加强对进气歧管各部分功能的认识,规范进气歧管模具设计。
2.适用范围本标准适用于青岛华涛汽车模具有限公司模具设计部。
3.进气歧管介绍3.1进气岐管功能介绍进气歧管是发动机进气系统最重要的部件,决定着发动机的进气效率,对整机性能有非常大的影响。
进气歧管固定在发动机的气缸盖上,是形状复杂的中空制品,承受气缸盖燃烧室燃料燃烧时传递的热量和振动。
下图为进气歧管总成示意图进气管类模具设计规范页次4/23 3.2进气岐管分类进气岐管按照发动机的类型分为汽油机和柴油机两种。
3.2.1 汽油机进气歧管分为自然吸气式和增压式两类,如下图所示:自然吸气式进气歧管功能图增压式进气歧管功能图进气管类模具设计规范页次5/233.2.2柴油机进气歧管分为一般柴油机进气歧管和带有可变涡流控制系统的进气歧管,如下图所示:一般柴油机进气歧管功能图带有可变涡流控制系统的进气歧管功能图3.3 塑料进气岐管的优点3.3.1 轻量化。
跟传统铝制进气管相比,塑料进气管重量减轻40~60%;3.3.2 降低成本。
塑料产品成本低于铝质产品,生产方式采用注塑成型、振动摩擦焊接的工艺,具有工序少、生产效率高、加工和装配时间短的特点。
进气管类模具设计规范页次6/233.3.3 塑料进气歧管的内表面非常光滑,气流阻力小,有利于提高充气效率,燃油燃烧得更充分;3.3.4 塑料进气歧管的导热性低于铝,气体进入燃烧室的温度降低,不仅改善了热启动性,还可以提高发动机的效率和扭矩,减少废气排放。
3.3.5 降低噪音。
这是因为尼龙(PA)本身具有减振消声和耐磨性。
3.3.6 设计自由度大。
4. 进气岐管模具设计要点及注意事项4.1浇注系统塑料进气歧管材料多采用尼龙(PA66或PA6)填充25%~40%的玻纤,尼龙是典型的的结晶性聚合物,相对于其它热塑性材料,其特点是熔点高、流动性差、易分解。
我公司进气歧管模具均采用热流道进胶系统,前模板与注塑机之间要有至少5mm厚黄尼龙隔热板。
料温要严格控制:PA6填充玻纤一般控制在260~280°C;PA66填充玻纤一般控制在280~300°C。
4.1.1 浇口的设计浇口的设计原则应以各气道同时充满且料流平稳有序为原则。
浇口位置、数量及大小需经模流分析后最终确认。
4.1.2 流道的设计为提高产能降低成本,我公司的进气歧管模具尽量采用无冷流道设计,在不影响产品装配及功能的前提下,进胶点直接设在产品上(客户有特殊要求除外)。
下图为常见的几种浇口方式:(a)(b)进气管类模具设计规范页次7/23(c)a.浇口直接设在不影响外观及装配的产品表面上;b.浇口设在焊接筋的交叉处,浇口尺寸小于焊接筋宽度的1/3, 浇口比附近焊接平面低0.5mm;c.产品加胶,如图示可以是半圆形,也可以是整圆形,以不影响装配为原则。
4.2 冷却系统填充玻纤的尼龙材料对模具温度要求比较高,但是模温太高时产品变形较大,甚至出现烧焦现象;模温过低有利于减小产品变形,但是会导致玻纤外露,影响产品外观。
根据我公司试模经验,前模一般需要接模温机,温度控制在70°~80°左右,后模直接接冷却水,模温控制在50°C比较合适;对于尺寸要求高,而外观不重要的产品,前模温度可以适当降低。
4.2.1冷却水路设计的一般原则冷却水尽量为直通水路,避免水井和拐弯太多,相邻水路一进一出单独循环,见图4.2-1;模具中高而狭窄的成形部位采用铍铜镶拼结构,铍铜镶块必须有运水;前、后模进出水路超过5组时,需要设计集水器。
图4.2-1进气管类模具设计规范页次8/23水路直径的选择见下表我公司部分客户对模具的水嘴及连接方式有要求,见附页。
当客户无要求时,一般采用直头水嘴沉入模板,安装孔尺寸见图4.2-2,水嘴与水管要求耐压8bar, 耐温60°C。
4.2.2 缸盖结合法兰缸盖结合法兰是进气歧管的基准,上面有重要的安装尺寸,此部位形状复杂、镶针孔较多不易运水,为了减小变形保证尺寸公差,法兰成形部分一般采用整块铍铜镶拼,铍铜内部采用循环水路,如图4.2-3所示。
图4.2-34.2.3节流阀结合法兰:节气门法兰部分胶厚不均匀且尺寸要求高,模具宜采用镶拼结构,成形部分采用铍铜材料进气管类模具设计规范页次9/23加强冷却,如图4.2-4所示。
图4.2-44.2.4 斜顶块的运水斜顶杆水路优先采用从顶出板进出,如图4.2-5所示;水嘴采用DME N6系列的快插接头或传统宝塔式水嘴,水管需要喉箍固定,不能用快插(省力接头)。
图4.2-54.2.5产品表面有镜面要求的部位要单独运水,模温一般高于80°C4.2.6热流道进胶时,模具面板需要运水,一组水路绕模板全周循环。
进气管类模具设计规范页次10/234.3顶出系统气道和稳压腔决定气体的流量,影响发动机的性能,此功能区的表面不得设顶杆及活动镶块,模具表面粗糙度要达到0.8;当顶出系统较重时,要考虑在模具地侧方铁上增加支撑块防止顶出板下沉,支撑块采用加硬材料,表面开油槽,见图4.3-1所示。
图4.3-14.3.1顶杆的布置原则顶杆一般不能设置在功能面或外观面上,不可设计在分型面上与前模对碰,顶针不可跨越两个镶件设计,见图4.3-2。
图4.3-24.3.2 扁顶的设计原则为了防止顶白,制品上比较深的筋通常设扁顶杆,图4.3-3所示为常见的两种扁顶形式,方式(1)中扁顶部分的厚度不小于1mm。
图4.3-3进气管类模具设计规范页次11/23扁顶杆不可跨越镶件布置:4.3.3 推管的配合及避空要求如下图所示4.4 模具材料的选择因为进气歧管材料一般为PA6或PA66填充25~40%的玻纤,玻纤的硬度很高会磨损型腔面,而助剂在高温条件下释放出的腐蚀性气体又会腐蚀型腔,因此模具型腔表面既要达进气管类模具设计规范页次12/23到一定的硬度要求,又要耐腐蚀。
一般情况下型腔硬度要达到HRC32~35,预硬2738就可以;寿命要求50万次以上的模具型腔硬度不低于HRC45~48,建议采用镶拼结构,主镶块材料为2344加硬处理。
4.5 模具尺寸公差控制图4.5-1图4.5-1为进气歧管内部功能区简图,气体经稳压腔流经气道进入发动机,因此气道和稳压腔表面要光滑,否则会影响发动机的性能。
在模具设计时,这两个区域尽量不要设顶杆及斜顶块,模具表面粗糙度要达到0.8;4.5.1缸盖结合法兰进气歧管通过缸盖结合法兰与发动机缸体连接,法兰面的平面度和安装孔都有公差要求。
模具设计前一定要关注产品2D图,尺寸公差要求较高的部位要留余量,试模后根据偏差量修正,见图4.5-2。
密封槽底部不得有夹线,防止漏油。
图 4.5-2进气管类模具设计规范页次13/23发动机进气岐管的检测基准设在缸盖结合法兰上,法兰面为第一基准(A),其中的两冷插孔分别为第二、三基准(B、C),其余各安装孔都有位置度要求,图4.5-3为常见的基准及公差标注方式。
图 4.5-34.5.2 节气门结合法兰节气门结合法兰面也有平面度要求,中间大孔和4个冷插孔有公差要求,模具设计前一定要关注产品2D图的公差要求,必要时模具要留余量,试模后根据偏差情况修正,见图4.5-4。
密封槽底部不得有夹线,防止漏油。
图4.5-4 图4.5-5下图为节气门结合法兰的公差标注方式,气道孔位置度是以位于缸盖结合法兰上的ABC为检测基准的,而4处冷插孔的位置度则是以气道孔为检测基准的,见图4.5-6中所示的D和E基准。
进气管类模具设计规范页次14/23图4.5-64.5.3 单向阀安装小孔为原身结构,周边及侧壁要光滑无毛刺;小孔附近的安装表面不得设夹线。
钢材一般为2344或SKD61加硬处理,表面抛镜面,见图4.5-5。
4.5.4 温度压力传感器平面不要设夹线,见图4.5-4。
4.5.6 强脱管外壁不得有飞边及夹线,有圆圈标识的2处尺寸比较重要,模具设计时取上偏差,见图4.5-7所示。
强脱管外壁采用镶套结构,钢材一般为2344或SKD61加硬处理;内孔镶针钢材为SKD61加硬处理,镶针前端最好与模具插穿。
图 4.5-74.5.7 进气管旁通水管的两端连接部分装有橡胶密封圈,产品组装后在一定水压下不得出现漏水现象,因此密封圈槽部分的尺寸公差及表面光洁度要求比较高,如图4.5.8所示,3D 设计时需考虑公差,密封槽宽度尺寸取上偏差。
此部分在模具上一般由两半模成型,夹线是影响密封效果的重要因素。
如果两半模为前后模,此部分需设计为镶拼结构;若两半模为滑块结构,两滑块之间必须设计虎口进气管类模具设计规范页次15/23对插定位。
工艺设计时槽底面需留0.1-0.2mm 余量,装配后一起配夹线。
图4.5-85.典型模具结构介绍5.1进气歧管结构一:图5.1-1所示为前模抽芯机构,4个芯柱安装在前模上,开模动作在图5.1-3中有详细说明,该结构的缺点是:①模板需二次分模,产品成形周期较长。
②A0板和A1板只有在后模滑块完全合模到位后才能闭合,芯柱与滑块1插穿的过程中芯柱极易损伤,模具经常因此报修;进气管类模具设计规范页次16/23图5.1-1 图5.1-2图5.1-2所示为改进后的结构, 4个芯柱安装在后模滑块上,油缸驱动抽芯后与滑块同步。
此结构紧凑,顶构运动安全可靠,不再出现芯柱碰伤的情况,产品的成型周期也有所降低。
图5.1-3图5.1-4为缸盖结全法兰的滑块结构,滑块3由斜导柱驱动在滑块2内滑动,斜导柱和铲基进气管类模具设计规范页次17/23安装在滑块1内,滑块3下面的限位块固定在滑块2上,抽芯到位后与滑块2同步。