注塑机月度保养检查表
- 格式:doc
- 大小:52.50 KB
- 文档页数:1
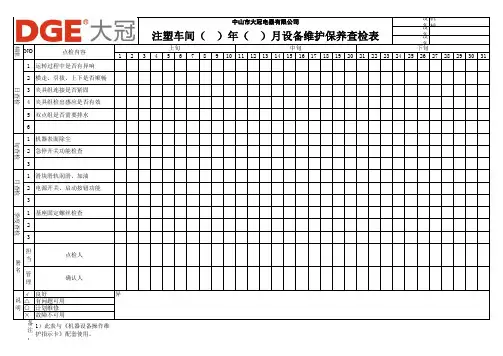
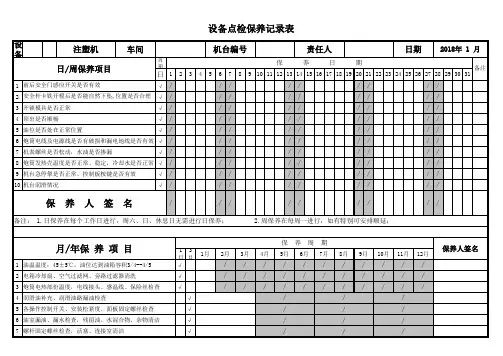
设备名称机械手
设备型号
设备编号
123456789101112131415161718192021222324252627282930311运转过程中是否有异响2横走、引拔、上下是否顺畅3夹具组连接是否紧固4夹具组检出感应是否有效5双点组是否需要排水61机器表面除尘2急停开关功能检查31滑块滑轨润滑、加油2电源开关、启动按钮功能31基座固定螺丝检查23担当点检人管
理确认人
√良好异常记录:△有问题可用
○计划维修
×故障不可用
说明中山市大冠电器有限公司注塑车间( )年( )月设备维护保养查检表频率
NO 点检内容上旬中旬下旬
日查检
旬查检
月查检
季度查检
署
名。
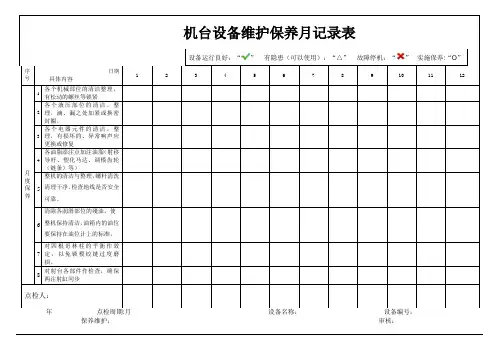
机台设备维护保养月记录表
保养维护: 审核: 设备运行良好:“
” 有隐患(可以使用):“△” 故障停机:“
” 实施保养:“O ”
序
号
日期
具体内容
1 2 3 4
5
6
7
8
9
10
11
12
月
度
保养 1
各个机械部位的清洁整理,有松动的螺丝等锁紧
2 各个液压部位的清洁、整理,滴、漏之处加紧或换密封圈。
3 各个电器元件的清洁、整理,有损坏的、异常响声应更换或修复
4 各油脂添注点加注油脂(射移导杆、塑化马达、调模齿轮(链条)等)
5 整机的清洁与整理,螺杆清洗
清理干净。
检查地线是否安全可靠。
6 清除各润滑部位的殘油,使整机保持清洁,
油箱内的油位要保持在油位计上的标准。
7 对四根哥林柱的平衡作效
定,以免锁模铰链过度磨损。
8
对射台各部件作检查,确保两注射缸同步
点检人:。
说明1、对 若2、对3、周4、周
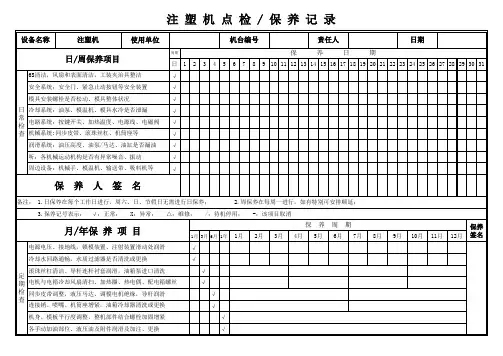
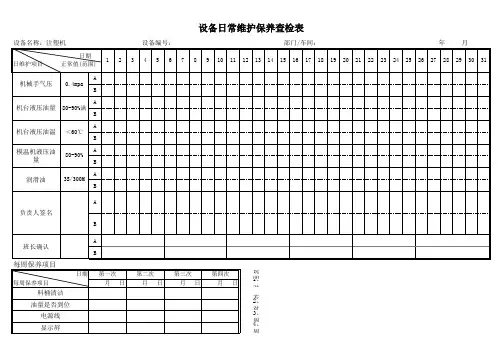
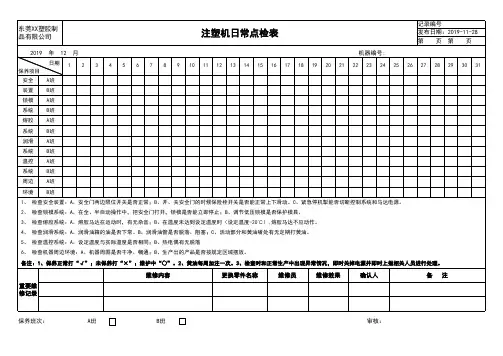
设备日常维护保养查检表
5、每
(一)、每日维护项目:
点检项目
点检方法
点检标准
点检项目
点检方法
点检标准
料桶清洁保养及检查机械零件的磨
损
无混料、杂物油量是否到位察看油位器达到油位线机台是否漏油
检查润滑及水力泄漏
无漏油
班长确认
(二)、每周保养项目:
直接检查液压油箱直接检查液压油箱在正常范围内即合乎标准在正常范围内即合乎标准检查油水平
在正常范围内即合乎标准
直接检查液压油温表机械手气压直接检查气压表模温机液压油量
在正常范围内即合乎标准机台液压油量机台液压油温在正常范围内即合乎标准润滑油。

注塑车间艾欧史密斯注塑机每日检查/维护/保养表检查维护项目:A确定紧急停止按制能切断油泵部份马达电源。
B保持注塑机和机身四周清洁。
C检查温度针与发热筒是否操作正常。
D检查安全门拉开时能否终止锁模。
分别用手动、全半自动操作锁模进行测试。
E检查模具是否稳固安装在锁模头板及移动模板上。
F检查各冷却运水喉管是否有漏水现象,收紧漏水的喉管。
G检查所有罩板是否稳固安装于机器上。
H开机运行一段时间后,检查油温是否上升超过摄氏50度。
检查供应冷却的冷却运水温度,油温应保持30-50摄氏度。
I检查机械安全锁是否操作正常。
注明:正常或已完成此项工作打√;异常打×;待修打◎;修好○;停机打△。
艾欧史密斯注塑机每月检查/维护/保养表检查/维护/保养人: 201 年月日检查维护项目:A检查各润滑喉管是否有折断或破损。
B检查各安全门限位咭制的滑轮是否有磨损。
C检查机械各活动组件螺丝是否松脱,如有则重新收紧。
D检查各电器件与接线是否有松脱,如有则重新收紧。
E检查油压系统的工作压力是否过低或过高。
F检查全机的各部份是否有漏油现象,如有则收紧漏油的油喉接头或更换损坏油压组件油封。
G检查系统压力表是否操作正常。
注明:正常或已完成此项工作打√打;异常打×;待修打◎;修好○;停机打△。
艾欧史密斯注塑机年终检查/维护/保养表检查维护项目:A检查安全机械部份的固定螺丝是否收紧。
B检查安全机械部份的固定螺丝是否收紧。
C清洗油箱内部四周。
D清洗滤油器上之污物及清扫空气滤器上之灰尘。
E检查压力油是否需要更换,抽取压力油样本送往化验,如压力油劣化,必须更换新油。
F清扫电动机扇叶及外彀表面灰尘,并注入润滑油脂于轴承上。
G检查机身外露的电线,如损伤,必须更换。
H检查油压马达部分轴承组合是否有噪音发出,重新注入润滑油脂或更换新轴承。
I重新检查机身水平。
J重新检查锁模头板与移动模板之间的平行度。
注明:正常或已完成此项工作打√;异常打×;待修打◎;修好○;停机打△。
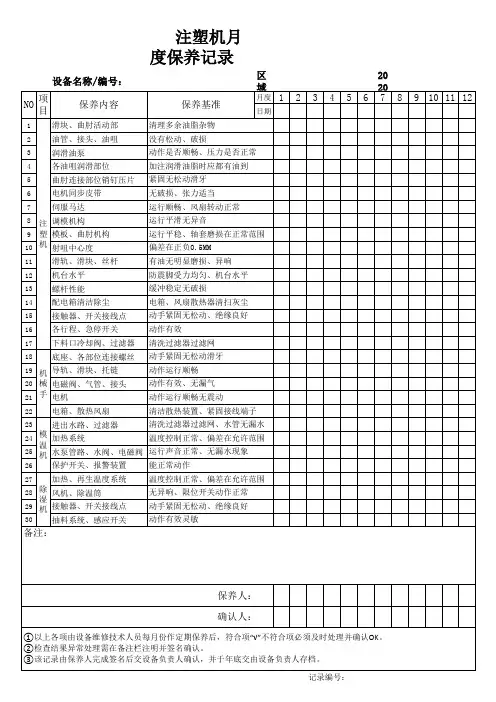
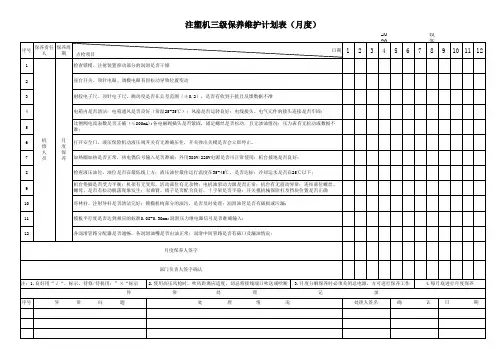
2018 年 月份注塑机平时检查保护养护记录表设施编号:设施名称:注塑机使用部门:序检查内容周 上半月号期1231 设施卫生环境洁净和宽阔;整机工作台洁净 2底 座机台垫脚受力均衡,无震动异样345电 气6 789锁模部分1011121314加热部分1516 17注塑部分1819液压部分连结部分螺丝、螺母无松动、零落电源线绝缘胶皮完好,机台接地优秀沟通电插座正确, 电线接头和电器元件的接线头坚固控制面板清楚,无异样指示或报警信号; 电源、电压指示灯正常亮; 启动、急停开关动作正常电机油泵运转正常;哥林柱洁净完满锁模曲肘连杆机构动作平顺,锁轴无磨损开关模机械保险杠及其挡块地点无改动锁模油缸动作过程中无异样跳动安全门翻开,锁模系统会立刻停止调模进退过程中压力流量恒定,动作顺畅热电偶信号和加热速率正确、正常储料溶胶时液压电机无摇动储料背压阀成效明显注射座整体动作安稳、均衡注射导杆洁净完满料筒与喷嘴密切, 射嘴法兰固定螺丝完好紧固液压油油位在油位计最低线上方日 常 点 检20212223242526272829润滑部分303132备注状况养护人署名(姓)液压油温在 30℃-40℃之间冷却水的温度在25℃以下冷却水分水块无渗漏液压管路无渗油、漏油现象发生各电磁阀插头紧固,固定螺丝无松动,且无渗油状况压力表地点无松动且示数正确翻开安全门,液压保险灵活液压阀正确压住,锁模会立刻停止润滑泵油箱内润滑油足够洁净(无水、无杂质、无变质)润滑油油位、润滑泵状态灯正常显示,润滑动作正常润滑压力表示数正确润滑压力继电器信号正确输入各润滑管路分派器畅达,各润滑油嘴出油正常润滑中间管路无破口及漏油状况每次对设施进行检查和养护,并用“√”表示正常状况,“×”表示有异样状况,应在“备注状况”栏予以记录并联系有关人员办理,歇息天划“/”。
2018 年月份注塑机平时检查表平时检查保护养护记录表设施编号:序号1设施卫生2底座345电气6789锁模部分1011121314加热部分151617注塑部分1819液压部分设施名称:注塑机检查内容环境洁净和宽阔;整机工作台洁净机台垫脚受力均衡,无震动异样连结部分螺丝、螺母无松动、零落电源线绝缘胶皮完好,机台接地优秀沟通电插座正确,电线接头和电器元件的接线头坚固控制面板清楚,无异样指示或报警信号;电源、电压指示灯正常亮;启动、急停开关动作正常电机油泵运转正常;哥林柱洁净完满锁模曲肘连杆机构动作平顺,锁轴无磨损开关模机械保险杠及其挡块地点无改动锁模油缸动作过程中无异样跳动安全门翻开,锁模系统会立刻停止调模进退过程中压力流量恒定,动作顺畅热电偶信号和加热速率正确、正常储料溶胶时液压电机无摇动储料背压阀成效明显注射座整体动作安稳、均衡注射导杆洁净完满料筒与喷嘴密切,射嘴法兰固定螺丝完好紧固液压油油位在油位计最低线上方使用部门:周下半月期16171819202122232425262728303031日常点检20212223242526272829润滑部分303132备注状况养护人署名(姓)液压油温在 30℃-40℃之间冷却水的温度在 25℃以下冷却水分水块无渗漏液压管路无渗油、漏油现象发生各电磁阀插头紧固,固定螺丝无松动,且无渗油状况压力表地点无松动且示数正确翻开安全门,液压保险灵活液压阀正确压住,锁模会立刻停止润滑泵油箱内润滑油足够洁净(无水、无杂质、无变质)润滑油油位、润滑泵状态灯正常显示,润滑动作正常润滑压力表示数正确润滑压力继电器信号正确输入各润滑管路分派器畅达,各润滑油嘴出油正常润滑中间管路无破口及漏油状况每次对设施进行检查和养护,并用“√”表示正常状况,“×”表示有异样状况,应在“备注状况”栏予以记录并联系有关人员办理,歇息天划“/”。
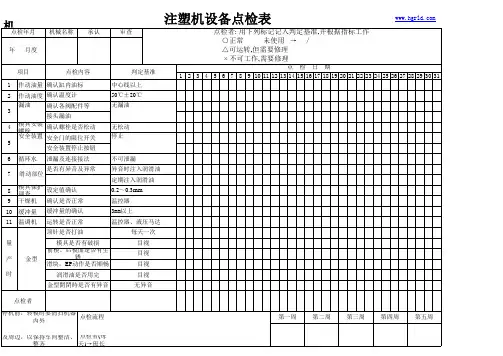
123456789######################123456123456789######################789####123456789########################正副N O N O N O 清 洁 部位清 洁 标 准清洁方法周期负责人检修部位检修标准检修方法周期负责人供油部位供油标准机油型号周期负责人记号确 认○ : 正常作业者X : 调整, 维修管 理特 殊 事 项设备点检时间:9:00(作业前实施)管理负责人品质经营/制造事业部工程部承认供油 确 认机油油位在中央以上HD-46天/次黄油油位在中央以上WAK 天/次HOPPERDRYER 确认是否正常启动目视天/次HOPPERDRYER 确认是否正常启动目视天/次润滑油压力输出压5-16kg/C ㎡目视天/次模温机确认是否正常启动目视天/次加热器通电及显示灯是否正常目视天/次油箱油量是否在油表中央目视天/次检修 确 认油压磊确认有无异常噪音及振动目视天/次整体设备机械杂物全部解除使用抹布天/次原料干燥机TANK 保持清洁使用抹布天/次机油口周围保持清洁使用抹布天/次注塑射嘴排出口保持清洁使用抹布天/次设备名称 : 注 塑机点检表月 清洁、 检修、 供油 确认表清洁 确 认注塑料管运时不可有异物使用抹布天/次。
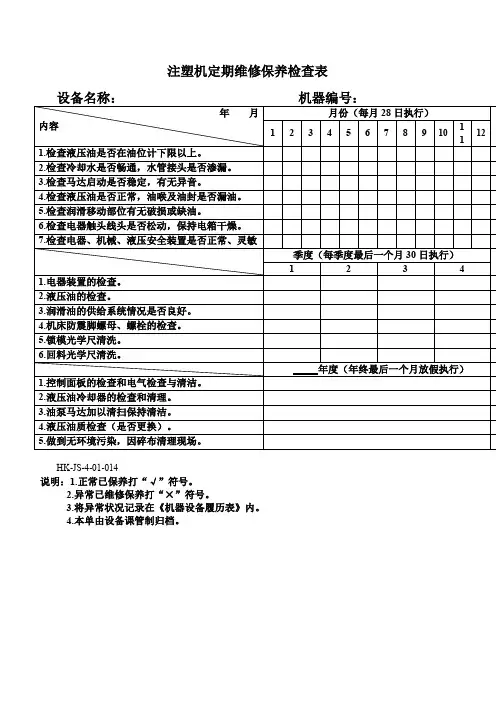
注塑机月度保养/检查表
设备名称设备编号检查人保养日期
序号项目是否
1 马达运转中,将“紧急停止”押入,马达是否立即停止
2 打开安全门,关模是否会立即停止
3 在半自动、全自动操作时,关模途中分别打开前后安全门,模是否会
立即停止,并且开模
4 正常工作下,注塑机系统压力不能超过10Mpa,是否达标
5 检查液压油油位,油位是否在油位计最低线上方
6 检查液压油温,最佳操作油温30度~40度之间,是否达标
7 检查冷却水的温度是否在25℃以下
8 润滑油箱内润滑是否足够清洁(无水、无杂质、无变质)
9 检查润滑油油位,润滑动作是否正常
10 机台运转空间是否有杂物,整机工作台上是否清洁
11 机台动作是否正常
12 安全门挡板是否正常工作(注意每次换模具的时候需要调整)
13 检查是否有漏料等情况
14 行程开关是否因松动而导致位置变动
15 接近开关是否因松动而导致位置变动
16 液压油管是否有渗油、漏油现象发生
17 全连接部分螺丝是否有动、脱落现象
18 电拉箱内是否清洁
19 电线接头、电器元件的接线头是否牢固
20 电源电压、三相电线380V交流电和220V交流电是否在偏差10V范
围内
21 机台接地是否良好
22 注射座转动是否平衡、平稳
23 射胶精度、成品率是否精确
24 料筒、喷嘴与模板中心是否平衡
25 料筒与喷嘴是否紧密
26 模板平行度是否达到标准0.05-0.10mm
27 十字架是否平稳
28 双曲臂、销子是否配合良好
29 各哥林柱(拉杆)、注射导杆是否清洁完好
30 电箱通风是否良好(常温25-35℃)
31 对锁模机构部分的污垢,要及时清理,察看润滑管是否有破损或污漏
检查结果备注:
温州捷诚塑机有限公司。