阶梯轴零件图的识读
- 格式:doc
- 大小:66.50 KB
- 文档页数:5

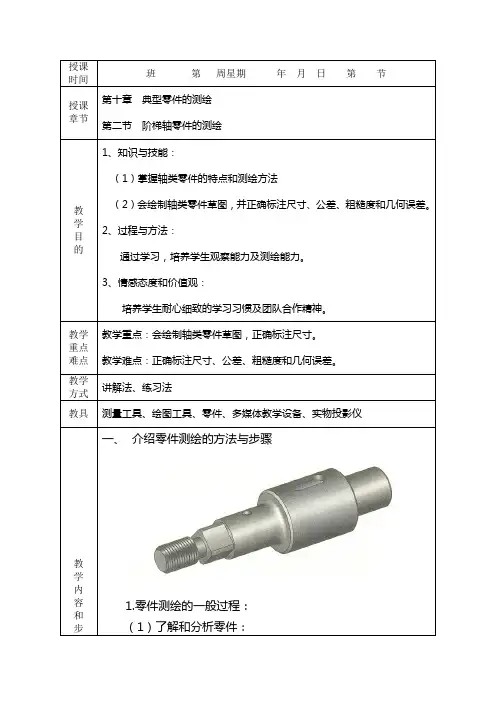
贵州省机械工业学校机械制造技术专业教案教学过程教学步骤教学内容教师活动学生活动时间安排任务提出通过本项任务实施,学习阶梯轴零件图的识读与绘制,能正确使用绘图工具绘制轴类零件的及正确标注相关的尺寸。
本任务主要学习基本轴类零件的画法。
通过本项工作任务实施,学习轴类零件识读方法,并学习轴类零件的绘制方法及相关的尺寸标注,如图2-1-1所示:图2-1-1阶梯轴零件图一、学生倾听老师讲述相关内容;二、积极思考。
5任务分析对本次任务的特点,学习方法等进行分析。
通过本项任务实施,学习基本轴类零件的画法,为后续零件的测绘打下基础。
认真听老师对任务进行分析10新课讲授一、知识点的讲解二、操作过程示范讲解一、教师讲解知识:轴类零件的基本知识:1.轴类零件的功用轴类零件是机器中常遇到的典型零件之一。
它在机械中主要用于支承齿轮、带轮、凸轮以及连杆等传动件,以传递扭矩。
轴类零件是旋转体零件,其长度大于直径,一般由同心轴的外圆柱面、圆锥面、内孔和螺纹及相应的断面所组成。
2.轴类零件的结构特点一、学生听老师讲授,认真做笔记,遇到疑问可以向老师请教。
30垂直方向尺寸基准。
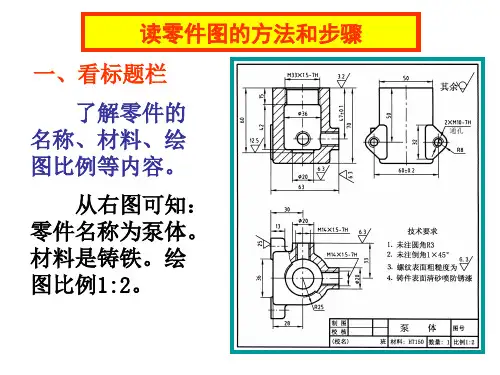
图2-1-3阶梯轴的基准线5.技术要求分析(1)表面粗糙度:要求高的是、和圆柱面,均为Ra0.8,键槽侧面为Ra1.6,其余所有表面的表面粗糙度都为Ra3.2;(2)尺寸公差:如,查表可知其公差带代号为h6。
6.综合归纳(二)绘制台阶类零件图1.绘制图框及标题栏;2.在图框内绘制基准线;3.在图框内绘制已知线段;4.在图框内绘制退刀槽和键槽;5.绘制断面图;6.在图框内进行尺寸标注;在进行尺寸标注时,应遵循以下原则:(1)重要尺寸直接标出;(2)避免注成封闭的尺寸链;(3)按加工工艺标注尺寸。
7.在图框内进行表面粗糙度的标注:(1)表面结构要求对每一个表面一般只标注一次,并尽可能标注在相应的尺寸及其公差的同一视图上。
(2)表面结构的注写和读取方向应与尺寸注写和读取的方向一致。
. .. . 毕业设计题目阶梯轴的加工工艺学生威学号系部机械工程系专业机械制造与自动化班级1101导师黄光裕职称完成时间2021年4月摘要通过此次工艺编制让我们对课本上的知识有了深刻的理解,使我们学到了思考的方法。
1、读懂零件图。
只有通过熟悉和了解了该零件的作用或性能才算是真正读了图纸。
2、熟悉机械加工方法。
比方:车、铣、刨、拉、磨〔研、珩〕、钳、镗、线切割、放电、挤压、铸造以及热处理等等。
作为工艺规程的编制者,必须对所有的加工方式很熟悉。
3、合理使用工序的集中和分散制。
批量产品时,我们通常采用工序分散制,相反,单件生产时通常采用工序集中制。
4、知识更新要快。
就机械加工而言,日本和德国的重工业开展是让世界瞩目的,我们需要向他们学习和鉴监。
由于知识层次构造有限,报告中难免有许多缺乏和缺点,望教师予以批评指正,我们会在今后的学习中再接再厉,完善我们的知识构造和制作水平。
关键词:零件图;铸造;热处理;机械加工;目录摘要 (2)设计任务 (3)加工工艺图纸分析 (4)构造及技术条件分析 (8)加工工艺过程分析 (8)(1).确定主要外表加工方法和加工方案 (8)(2).划分加工阶段 (8)(3).选择定位基准 (8)(4).热处理工序的安排 (9)(5).加工顺序安排 (10)总结 (11)参考文献 (12)附录 (13)1 设计任务对于阶梯轴加工工艺有很重要的意义,好的加工工艺能够合理的使用和加工零件,所以对于零件的加工工艺分析很重要。
2阶梯轴加工工艺图纸分析以下图为减速箱传动轴工作图样。
下表为该轴加工工艺过程。
生产、批量为小批生产,材料为45热轧圆钢,零件需调质。
3.构造及技术条件分析该轴为没有中心通孔的多阶梯轴。
根据该零件工作图,其轴颈M、N,外圆P,Q及轴肩G、H、I有较高的尺寸精度和形状位置精度,并有较小的外表粗糙度值,该轴有调质热处理要求。
4.加工工艺过程分析1.确定主要外表加工方法和加工方案。
阶梯轴尺寸标注阶梯轴尺寸标注是机械设计中常见的一种标注方式,用于指示阶梯轴的各个重要尺寸参数。
阶梯轴是一种具有不同直径的轴,用于连接不同直径的零件。
在设计和制造阶梯轴时,准确标注各个尺寸参数非常重要,以确保零件之间的配合和运转的正常。
一、整体结构阶梯轴通常由两个或多个直径不同的轴段组成,每个轴段的直径可能相等也可能不等。
根据设计要求,每个轴段的直径、长度等尺寸参数需要进行标注。
一般情况下,阶梯轴的直径会逐渐减小或逐渐增大,以适应连接的零件的要求。
二、阶梯轴尺寸标注方式阶梯轴尺寸标注通常使用直径符号(⌀)和长度符号(L)进行标注。
标注的方式可以根据实际需要进行调整,但需要确保标注的清晰准确。
在实际绘图中,可以使用CAD软件进行绘制,并在相应的位置添加标注文字。
三、直径标注阶梯轴的直径标注通常位于轴段的两端,用于指示该轴段的直径尺寸。
直径标注的形式为“⌀D”,其中D表示该轴段的直径尺寸。
直径标注可以使用实线或虚线进行绘制,以与其他标注区分开来。
四、长度标注阶梯轴的长度标注通常位于轴段的侧面或底面,用于指示该轴段的长度尺寸。
长度标注的形式为“L”,其后可以添加具体的尺寸数值。
长度标注可以使用实线或虚线进行绘制,以与其他标注区分开来。
五、轴段顺序标注阶梯轴通常由两个或多个轴段组成,每个轴段的直径和长度可能不同。
为了方便理解和识别,可以在阶梯轴上添加轴段顺序标注。
轴段顺序标注使用数字或字母来表示,例如“1”、“2”、“A”、“B”等。
轴段顺序标注可以位于轴段旁边或轴段之间,以指示轴段的顺序。
六、注意事项在进行阶梯轴尺寸标注时,需要注意以下几点:1. 尺寸标注应该清晰易读,避免模糊或重叠;2. 标注应该与图纸的比例尺相符,确保标注的准确性;3. 标注的文字应该与图纸的内容保持一致,避免混淆;4. 阶梯轴的尺寸标注应该与其他标注相互协调,整体美观。
总结:阶梯轴尺寸标注是机械设计中的重要环节,对于确保零件之间的配合和运转的正常起到了关键作用。
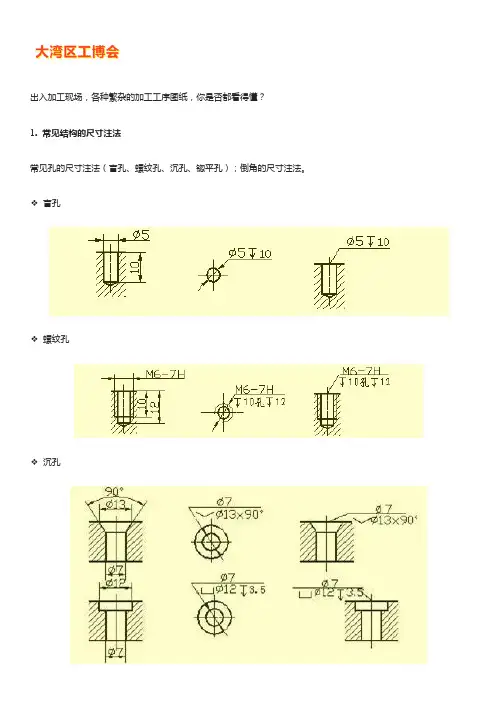
出入加工现场,各种繁杂的加工工序图纸,你是否都看得懂?1. 常见结构的尺寸注法常见孔的尺寸注法(盲孔、螺纹孔、沉孔、锪平孔);倒角的尺寸注法。
❖盲孔❖螺纹孔❖沉孔❖锪平孔❖倒角2. 零件上的机械加工结构❖退刀槽和砂轮越程槽在零件切削加工时,为了便于退出刀具及保证装配时相关零件的接触面靠紧,在被加工表面台阶处应预先加工出退刀槽或砂轮越程槽。
车削外圆时的退刀槽,其尺寸一般可按"槽宽×直径"或"槽宽×槽深"方式标注。
磨削外圆或磨削外圆和端面时的砂轮越程槽。
❖钻孔结构用钻头钻出的盲孔,在底部有一个120°的锥角,钻孔深度指的是圆柱部分的深度,不包括锥坑。
在阶梯形钻孔的过渡处,也存在锥角120°圆台,其画法及尺寸注法。
用钻头钻孔时,要求钻头轴线尽量垂直于被钻孔的端面,以保证钻孔准确和避免钻头折断。
三种钻孔端面的正确结构。
❖凸台和凹坑零件上与其他零件的接触面,一般都要加工。
为了减少加工面积,并保证零件表面之间有良好的接触,常常在铸件上设计出凸台,凹坑。
螺栓连接的支撑面凸台或支撑面凹坑的形式;为了减少加工面积,而做成凹槽结构。
3. 常见零件结构❖轴套类零件这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。
为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。
在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。
由此注出图中所示的Ф14 、Ф11(见A-A断面)等。
这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。
而长度方向的基准常选用重要的端面、接触面(轴肩)或加工面等。
如图中所示的表面粗糙度为Ra6.3的右轴肩,被选为长度方向的主要尺寸基准,由此注出13、28、1.5和26.5等尺寸;再以右轴端为长度方向的辅助基,从而标注出轴的总长96。
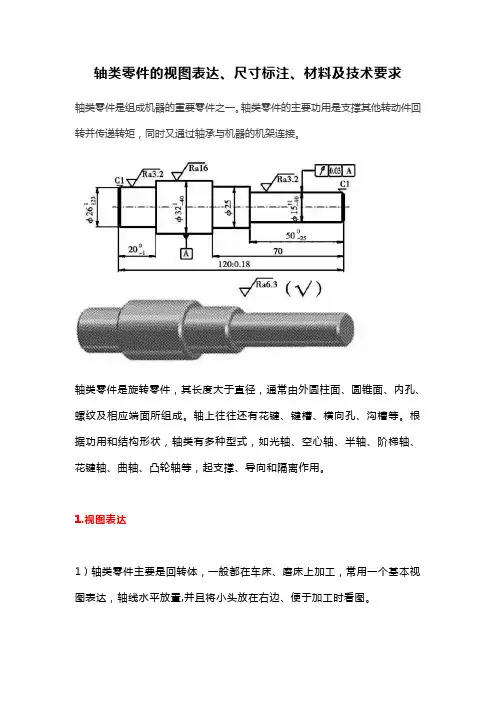
轴类零件的视图表达、尺寸标注、材料及技术要求轴类零件是组成机器的重要零件之一。
轴类零件的主要功用是支撑其他转动件回转并传递转矩,同时又通过轴承与机器的机架连接。
轴类零件是旋转零件,其长度大于直径,通常由外圆柱面、圆锥面、内孔、螺纹及相应端面所组成。
轴上往往还有花键、键槽、横向孔、沟槽等。
根据功用和结构形状,轴类有多种型式,如光轴、空心轴、半轴、阶梯轴、花键轴、曲轴、凸轮轴等,起支撑、导向和隔离作用。
1.视图表达1)轴类零件主要是回转体,一般都在车床、磨床上加工,常用一个基本视图表达,轴线水平放置,并且将小头放在右边、便于加工时看图。
2)在轴上的单键槽最好朝前画出全形。
3)对于轴上孔、键槽等的结构,一般用局部剖视图或剖面图表示。
剖面图中的移出剖面,除了清晰表达结构形状外,还能方便地标注有关结构的尺寸公差和形位公差。
4)退刀槽、圆角等细小结构用局部放大图表达,如图所示。
2.尺寸标注1)长度方向的主要基准是安装的主要端面(轴肩)。
轴的两端一般是作为测量基准,轴线一般作为径向基准。
2)主要尺寸应首先注出,其余多段长度尺寸都按车削加工顺序注出。
轴上的局部结构,多数是就近轴肩定位。
3)为了使标注的尺寸清晰,便于看图,宜将剖视图上的内外尺寸分开标注,将车、铣、钻等不同工序的尺寸分开标注。
4)对轴上的倒棱、倒角、退刀槽、砂轮越程槽、键槽、中心孔等结构,应查阅有关技术资料的尺寸后再进行标注。
3.轴类零件的材料1、轴类零件常用材料有35、45、50优质碳素结构钢,以45钢应用最为广泛,一般进行调质处理,硬度达到230~260HBS。
2、不太重要或受载较小的轴可用Q255、Q275等碳素结构钢。
3、受力较大,强度要求高的轴,可以用40Cr 钢调质处理,硬度达到230~240HBS或淬硬到35~42HRC。
4、若是高速、重载条件下工作的轴类零件,选用20Cr、20CrMnTi、20Mn2B 等合金结构钢或38CrMoAIA高级优质合金结构钢。