汽车行业五大工具之——SPC
- 格式:ppt
- 大小:1.90 MB
- 文档页数:2

统计过程控制SPC基本概念特殊过程特性基本概念¡一般特性:只要是合格就可以;¡基本概念¡¡第一章概述¡¡第一章概述第一章概述第一章概述第一章概述第一章概述¡原因,第一章概述第一章概述¡¡:第一章时间第一章概述¡¡第一章时间第一章概述第一章概述¡第一章概述¡第一章概述第一章概述¡第一章概述¡第一章概述4类2类不可接受3类1类可接受不受控受控满足要求第一章概述公差范围公差范围第一章概述公差范围公差范围第一章概述¡¡¡¡第二控制界限:6бCLUCLLCL99.73%公差范围LSLUSL第二章控制图原理控制界限:6бCLUCLLCL99.73%公差范围LSLUSL第二章控制图原理控制界限:6бCLUCLLCL99.73%公差范围LSLUSL控制界限:6бCLUCLLCL99.73%公差范围LSLUSL第二章控制图原理¡时,应考虑第二章控制图原理¡第二章控制图原理¡UCLCLLCL第三章控制图第三章控制图第三章控制图R = X第三章控制图X 图:坐标上的刻度的最大值与最小值之差至第三章控制图R =X =第三章控制图R=X+A=X-A第三章控制图第三章控制图第三章控制图第三章控制图¡¡第三章控制图¡第三章控制图¡¡第三章控制图¡¡分析用控制用计算控制界限需无收集样本至少25组()1件样本分析时间25组以后每件以后目的了解状态是否受控;能力能否满足保持状态。



五大工具:MSA、APQP、SPC、FMEA、PPAPMSA测量系统分析在日常生产中,我们经常根据获得的过程加工部件的测量数据去分析过程的状态、过程的能力和监控过程的变化;那么,怎么确保分析的结果是正确的呢?我们必须从两方面来保证,一是确保测量数据的准确性/质量,使用测量系统分析(MSA)方法对获得测量数据的测量系统进行评估;二是确保使用了合适的数据分析方法,如使用SPC 工具、试验设计、方差分析、回归分析等。
测量系统的误差由稳定条件下运行的测量系统多次测量数据的统计特性:偏倚和方差来表征。
偏倚指测量数据相对于标准值的位置,包括测量系统的偏倚(Bias)、线性(Linearity)和稳定性(Stability);而方差指测量数据的分散程度,也称为测量系统的R&R,包括测量系统的重复性(Repeatability)和再现性(Reproducibility)。
一般来说,测量系统的分辨率应为获得测量参数的过程变差的十分之一。
测量系统的偏倚和线性由量具校准来确定。
测量系统的稳定性可由重复测量相同部件的同一质量特性的均值极差控制图来监控。
测量系统的重复性和再现性由GageR&R研究来确定。
分析用的数据必须来自具有合适分辨率和测量系统误差的测量系统,否则,不管我们采用什么样的分析方法,最终都可能导致错误的分析结果。
在ISO10012-2和QS9000中,都对测量系统的质量保证作出了相应的要求,要求企业有相关的程序来对测量系统的有效性进行验证。
测量系统特性类别有F、S级别,另外其评价方法有小样法、双性、线性等.分析工具在进行MSA分析时,推荐使用Minitab软件来分析变异源并计算Gage R&R和P/T。
并且根据测量部件的特性,可以对交叉型和嵌套型部件分别做测量系统分析。
另外,Minitab软件在分析量具的线性和偏倚研究以及量具的分辨率上也提供很完善的功能,用户可以从图形准确且直观的看出量具的信息。
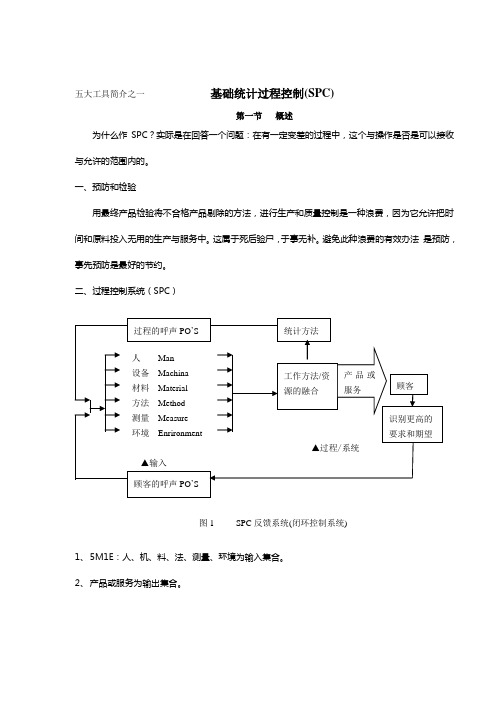
汽车行业–统计过程控制SPC引言在汽车行业中,统计过程控制(Statistical Process Control,简称SPC)是一种管理工具,它通过统计方法分析生产过程中的变异性,以实现过程的稳定和质量的控制。
本文将介绍汽车行业中统计过程控制的概念和原理,并探讨在汽车制造过程中应用SPC的重要性和优势。
统计过程控制概述统计过程控制(SPC)是一种基于统计学原理和方法的过程管理工具,其目的是通过对过程性能进行监控和分析,以建立并维持过程的稳定性和可控性。
SPC通过收集、分析和解释数据,帮助生产企业识别过程中的问题,并采取相应的措施来确保产品和服务的质量。
SPC的原理与方法SPC的核心原理是基于统计学中的质量控制理论和方法,主要包括以下几个方面:1. 测量与变异性分析SPC首先需要对生产过程进行有效的测量和数据收集,包括产品的尺寸、重量、颜色等一系列关键指标的测量。
然后,通过统计方法对这些数据进行分析,识别出过程中的变异性,并将其分解为正常变异和特殊原因变异两部分。
2. 控制图的应用控制图是SPC的关键工具之一,它通过对数据的可视化呈现,帮助生产企业及时监控和识别过程中的变异性。
常见的控制图包括均值图、范围图和方差图等,它们可以显示出过程的中心线和控制限,从而判断过程是否处于控制状态。
3. 质量改进与过程优化SPC不仅可以帮助企业监控和控制过程中的变异性,还能够通过数据分析和质量改进方法,找出过程中的问题,并提出相应的改进措施。
它可以帮助企业定位问题和优化生产工艺,从而提高产品质量和生产效率。
汽车制造中的SPC应用在汽车制造过程中,SPC的应用至关重要。
下面将介绍几个具体的应用案例:1. 固定质量控制汽车制造过程中的每一个环节都需要严格的质量控制,以确保最终产品的质量。
通过SPC的应用,可以实时监控生产过程中的关键指标,并及时发现问题,从而避免次品的产生和不良产品的流入市场。
2. 方案改进与优化通过对SPC数据的分析,汽车制造企业可以发现生产过程中的瓶颈和问题,并针对性地提出改进方案。
不一样的五大工具——SPC篇导读五大手册太有名了。
有名到不知道它们,都不好意思说自己是在汽车行业混的。
虽说不是强制性要求,可并不妨碍各大主机厂对它们的推崇,进行影响着整个汽车行业。
不过,名气大了,就显得有些“高冷”,很多朋友在学习五大手册的时候总觉得有些高深难懂。
终于,小唐老师忍不住要对它们“下手”了。
“下手”之前,我们还是来认识一下它们。
毕竟,江湖中人讲究不杀无名之辈,而何况,这一个个都是响当当的人物。
它们分别是:APQP产品质量先期策划FMEA潜在失效模式及后果分析MSA测量系统分析SPC统计过程控制PPAP生产件批准程序这些“人物”,光从名字看就知道不好相与,还一下子来了五个。
在分头击破之前,我们先来看看它们之间的关系。
都说汽车结构复杂,涉及到的零件多。
其实,先不说整车,单车上的某些零件就复杂得让人崩溃。
发动机结构示意图对于复杂的事物,小唐老师联想到了那句名言——罗马不是一天建成的,相信对于汽车上复杂的零部件也是!那么问题来了,有朋友可能要问了,那么汽车上的简单零件该怎么办呢?——那就假装自己也很复杂吧:)既然很复杂,不是一天就能搞定的。
那么,在长长的开发(建造)过程中,总不能就像小学生写寒假作业一样,前面时间猛玩,猛high,最后两天不睡觉狂写吧!我们是不是得安排个小计划?这个小计划就是传说中的APQP——产品质量先期策划。
APQP的五个阶段对于复杂的事物,我们很难把精力放在复杂事物的所有方面,这时候,抓“重点”就显得很有必要,而FMEA正是告诉我们哪些是重点(严重度、发生度、探测度),以及打算怎么更好地去控制重点(建议措施)。
重点抓出来了,怎么让这个重点(比如某特性)不出纰漏是我们接下来要考虑的问题。
SPC的目的很简单,就是看生产过程容不容易出纰漏,尽量少的生产出不良品。
而MSA的关注点则在“眼睛”,去看检验的“眼睛”是否够雪亮,能不能将生产出的不良品发现出来。
就这样,有计划(APQP)、有重点(FMEA)、生产出不合格品少(SPC)、生产出不合格品也能发现(MSA)的过程,是我们想到的过程,如果都能达到,那就同意开足马力干吧(PPAP)。
IATF16949标准五大工具简介IATF(国际汽车行动组织)为了推动IATF16949标准的理解和运用,专门出版了五大核心工具应用指南,以此来推动五大工具的应用和推广。
以下向公司各位同仁作简要介绍。
1、 APQP(先期产品质量策划)APQP强调在产品量产之前,通过产品质量先期策划或项目管理等方法,对产品设计和制造过程设计进行管理,用来确定和制定让产品达到顾客满意所需的步骤。
产品质量策划的目标是保证产品质量和提高产品可靠性,它一般可分为以下五个阶段:一阶段:计划和确定项目(项目阶段);第二阶段:产品设计开发验证(设计及样车试制);第三阶段:过程设计开发验证(试生产阶段);第四阶段:产品和过程的确认(量产阶段);第五阶段:反馈、评定及纠正措施(量产阶段后)。
2、 FEMA(失效模式及后果分析)FEMA体现了防错的思想,要求在设计阶段和过程设计阶段,对构成产品的子系统、零件及过程中的各个工序逐一进行分析,找出所有潜在的失效模式,并分析其可能的后果,从而预先采用必要的措施,以提高产品的质量和可靠性的一种系统化的活动。
FEMA从失效模式的严重度(S)、频度(O)、探测度(D)三方面分析,得出风险顺序数RPN=S×O×D,对RPN及严重度较高的失效模式采取必要的预防措施。
FMEA能够消除或减少潜在失效发生的机会,是汽车业界认可的最能减少“召回”事件的质量预防工具。
3、MSA(测量系统分析)MSA是使用数理统计和图表的方法对测量系统的分辨率和误差进行分析,以评估测量系统的分辨率和误差对于被测量的参数来说是否合适,并确定测量系统误差的主要组成的方法。
测量系统的误差对稳定条件下运行的测量系统,通过多次测量数据的统计特性的偏倚和方差来表征。
一般来说,测量系统的分辨率应为获得测量参数的过程变差的十分之一,测量系统的相关指标有:重复性、再现性、线性、偏倚和稳定性等。
4、PPAP(生产件批准程序)PPAP是指在产品批量生产前,提供样品及必要的资料给客户承认和批准,来确定是否已经正确理解了顾客的设计要求和规范。