高速机车构架侧梁的焊接顺序
- 格式:pdf
- 大小:695.04 KB
- 文档页数:6
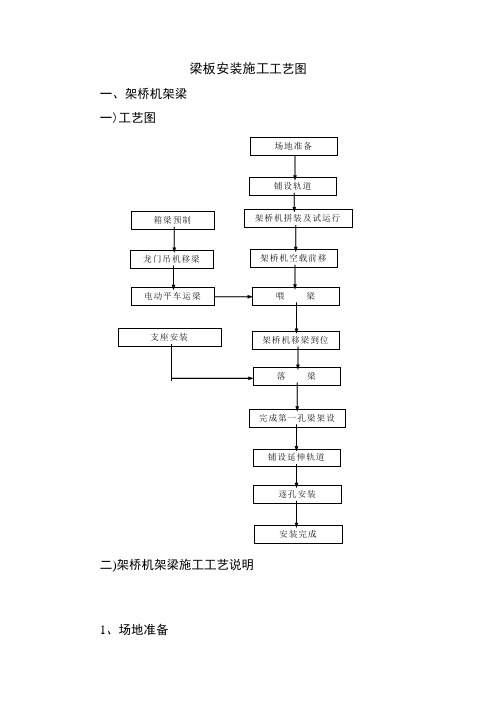
梁板安装施工工艺图一、架桥机架梁一)工艺图二)架桥机架梁施工工艺说明1、场地准备架桥机在桥头路基上完成拼装。
路基要求平整、密实,2、架桥机拼装及试运行架桥机拼装程序为:测量定位→平衡对称拼装两侧主桁梁→安装前后联系框架、临时支撑→安装前、中、后支腿及中、后顶高支腿→铺设纵向轨道→安装起吊小车、液压系统、操作台、接通电源→检查调试初步运行。
架桥机安装完成以后应检查各部尺寸是否正确,各系统的运行是否正常,然后试运行。
3、架桥机前移架桥机试运行完成后开始架梁,首先架桥机空载前移,两起吊小车退至后支腿附近,收起前支腿就位,在盖梁上铺设横移轨道,然后将行走箱落在轨道上。
4、喂梁用自行式电动平车运梁,龙门吊将箱梁吊至电动平车上,再由电动平车将梁运至架桥机后跨内,两起吊小车将梁吊起。
5、支座安装箱梁架设前先施工支座,支座安装前应逐一检查其标高,符合设计规范要求后,在临时支座上用墨线弹出梁中心线,然后再检查梁跨是否符合设计要求。
6、落梁喂梁后,两起吊小车开始运梁,将梁运至架桥机前跨位置,横移架桥机,将梁运至待架梁支座的上方,使梁体中心线与支座中心线对正,然后下落就位。
梁体就位后用垂球吊线法检查梁体安装垂直度,合格后再架设第二片梁。
7、架桥机前移第一孔梁的架设完成后,对架桥机进行检查,确认无故障后,将中、后顶高支腿顶起,中、后行走箱由横向转为纵向,中、后顶高支腿下落使行走箱落至纵向轨道上,两起吊小车退至后支腿附近,收起前支腿,铺设延伸轨道,架桥机前移就位,开始架设下一孔梁。
二、汽车吊架梁一)工艺筐图二)汽车吊架梁施工工艺说明1、场地准备平整场地,并修建临时便道,满足吊机行驶及吊梁需要。
场地准备完成后,吊机在适当的位置就位。
2、梁体运输梁采用平板拖车运输至现场。
3、支座安装先测量放线,在墩台顶放出支座中心线,然后安装永久支座或临时支座。
4、架梁采用两台汽车吊吊装梁体,两台吊机各吊住梁的一端,同步提升将梁吊起架设安装,注意两台吊机应互相配合。
高速铁路6跨一联连续梁施工工法1.刖言随着我国的高速铁路、客运专线及城际铁路的迅速发展,各种桥梁类型也相继应用于铁路建设。
咼速铁路、客运专线及城际铁路的标准咼。
桥梁结构更加复杂,施工技术和施工难度也更高。
且其施工的环境基本都处于靠近村镇,因此在对施工安全要求更高的同时也对施工减少对居民干扰也提出了新的要求。
中铁三局六公司在京沪高速铁路土建工程五标段施工的镇江西高架站为全高架车站,两台六线,双岛式站台,其进出站到发线梁型为变截面道岔梁,6跨一联连续梁为其中一种梁型。
6-34m连续梁施工采用分段搭设满堂支架、分段流水作业循环施工,缩短了工期,减少了周转材料使用量。
我公司采用本工法施工,按建设单位的要求高质量完成了6跨现浇梁施工, 为同类此桥梁积累了经验,加快了施工进度,降低了生产成本。
2.工法特点1、流水化作业流程,易于施工人员掌握、提高施工效率。
2、有较好的社会效益和经济效益。
3、减少了现场周转材料需要量。
3.适用范围1、适用于多跨连续分段现浇梁施工。
2、适用于分段现浇且其预应力束通长、起弯角大且多的连续梁施工。
3、适用于现浇多孔连续梁施工。
4. 工艺原理4.1.工艺流程步骤一、对梁体施工投影范围内地基进行处理。
步骤二、搭设A 节段支架,并按120%梁体重量进行预压;安装 A 节段梁体混凝土;张拉并锚固B 节段纵向预应力钢束,拆除 A 节段支架。
I(S )步骤四、搭设C 节段支架,并按120%梁体重量进行预压,浇筑 C 节段梁体混凝土;张拉并锚固C 节段纵向预应力钢束,拆除B 节段支架。
tjv'i ———步骤五、搭设D 节段支架,并按120%梁体重量进行预压,浇筑 D 节VTj 1_- 段施工模板,绑扎钢筋,浇筑梁体混凝土;混凝土达到强度及龄期后,张步骤三、搭设B 节段支架,并按120%梁体重量进行预压,浇筑B 节7, "段段梁体混凝土;张拉并锚固D 节段纵向预应力钢束,拆除 C 节段支架。
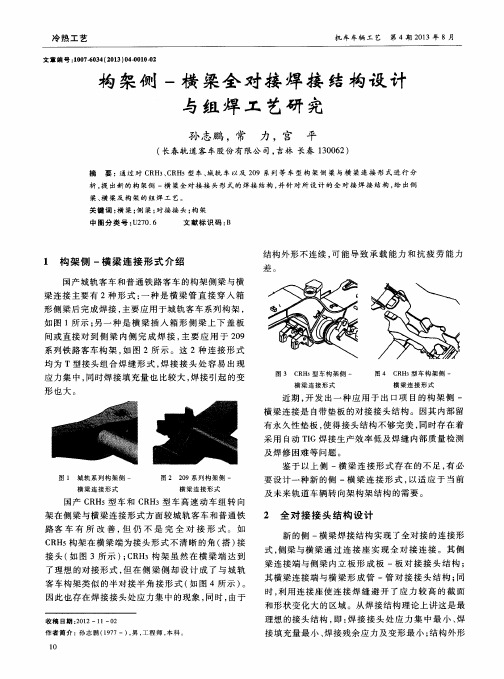

高铁转向架七部焊接法高速动车组转向架构架通常采取H型焊接结构形式,主要部件为侧梁、横梁,可分成动车构架、拖车构架。
动车构架具备动力支撑传动机构,例如电机吊座、齿轮箱座,采取了两轮盘制动形式,而拖车构架则不存在动力支撑机构,采取的制动形式为三轮盘制动。
1.1侧梁的基本结构动车构架、拖车构架的侧梁结构大致相同,上盖板、下盖板、立板以拼接形式构成侧梁。
同地铁车辆转向架构架的侧梁比较,高速动车组转向架构架侧梁的内腔不作为气室,具有整体尺寸相对较高的特征。
此外,动车组构架对上盖板平面度、定位座间距等有较高的精度要求。
1.2横梁的基本结构动车构架的横梁上通常安装了电车吊座、齿轮箱座,而拖车构架由于不存在动力支撑机构,其横梁则不存在这两个部件。
2、焊接仿真2.1焊接顺序为了便于描述,笔者将转向架构架的四端定义为A、B、C、D,其中,A端和C端在同一侧,接近制动吊座,而B端和D端在另一侧,靠近横梁、连杆座。
在此,笔者设定了两种焊接顺序方案:(1)D →A→C→B;(2)B→D→A→C。
2.2焊接工装在本次研究中,笔者设定了两种焊接工装方案:(1)将横梁管固定并压紧;(2)将侧梁四个帽筒进行固定。
2.3焊接仿真方案设定了两种焊接顺序方案及焊接工装方案后,笔者进行交叉组合,得到四种仿真方案:(1)采用第一种焊接顺序方案和第一种焊接工装方案;(2)采用第一种焊接顺序方案和第二种焊接工装方案;(3)采用第二种焊接顺序方案和第一种焊接工装方案;(4)采用第二种焊接顺序方案和第二种焊接顺序方案。
3、焊接仿真的建模3.1构建仿真模型之所以进行焊接仿真,是因为需要探究焊接顺序对焊接变形的影响。
仿真内容为横梁管和横向止档之间的阻焊、制动衡量和制动横梁之间的焊接。
根据其焊缝分布特点,笔者决定采用实体—壳单元混合模型构建模型。
完成模型构建后,笔者对各个散热单元进行了调整。
3.2仿真结构分析利用了平台对四种焊接方案进行分析。
分析完毕后,发现以下几点:(1)第三种方案造成的变形最大,第二种方案造成的变形最小,前者采用的焊接顺序为B→D→A→C,而焊接工装方案为固定横梁管,后者采用的焊接顺序为D→A→C→B,焊接工装方案为固定帽筒;(2)第一种方案和第二种方案产生的横向变形和纵向变形相对较小,而这两种方案的焊接顺序均为D→A→C→B;(3)四种方案造成变形的位置基本一致。

二建公路每跨架梁顺序规定①吊装台车移至架桥机后端并可靠制动,以平衡悬臂的倾覆力矩,脱空前支架,架桥机悬臂前行至安装孔位。
架桥机运行前,运行轨道下的梁隔板、翼板必须焊接完毕,前轮停车位置处设限位器以测安全,防止架桥机因惯性或其他原因溜车造成的危险。
架桥机推进到位时,在轨面上作停止位置标记并派专人安放止轮器,使停车位置准确。
②顶升前支腿,架桥机呈吊梁状态,在墩帽支承面上用橡胶支垫垫平,顶升支座呈铅垂状态,然后加双定位销,用5t倒链在支架两侧收紧。
③安装梁,架桥机只能将位于架机轴线上的一片梁不经墩顶横移直接放在支座上,其余梁片均需墩顶横移后才能就位,按照先边梁后中梁的顺序安装。
④架桥机就位后,将事先准备好的喂梁轨道平车及梁通过架桥机喂梁轨道前端客观存在放的5t卷扬机牵引运梁平车使梁片进入架桥机腹巷。
在预定位置停车后,吊梁台车移至大梁上方,挂好前后吊车的吊杆和底梁,检查无误后启动两台卷扬机组将梁吊起横移对中,前行到位后吊再横移到预定位置,两吊点卷扬机组动作一致地、均衡地使梁片落至距横移设备20~30cm时,再调整一次梁片纵横向位置,确保连续或伸缩的构造要求,而后继续落梁至横移设备的走板上,梁体前行时梁片对中,低位走行,派专人在桥墩监视梁体及大车运行情况,电缆滑移情况等,防止大车脱轨及梁片即将到位时撞击前端联结系,防止电缆崩断、电缆滑车卡死等故障。
⑤墩顶横移就位:在导梁下弦杆上装设液压泵站供油,采用液压滚道系统分次顶推的方法实现预制梁在墩顶上的横移,其主要作法是,浆滚杠用钢框固定起来作为滚架,放在沿盖梁通长布置分段拼装在滚道上,滚道在盖梁支撑垫石上位置留槽。
滚架上方放置走板,走板上的销座甲与走道上的销座乙用液压顶杠连接,以销座甲作为反力架,形成液压滚道系统作为架桥机附属设置,梁落在走板上后,两边架斜撑并用木楔打紧,根据每片梁横移距离,分次在滚道上调整销座甲的位置至使梁片横移就位。
⑥落梁换支座:利用液压框顶进横移。
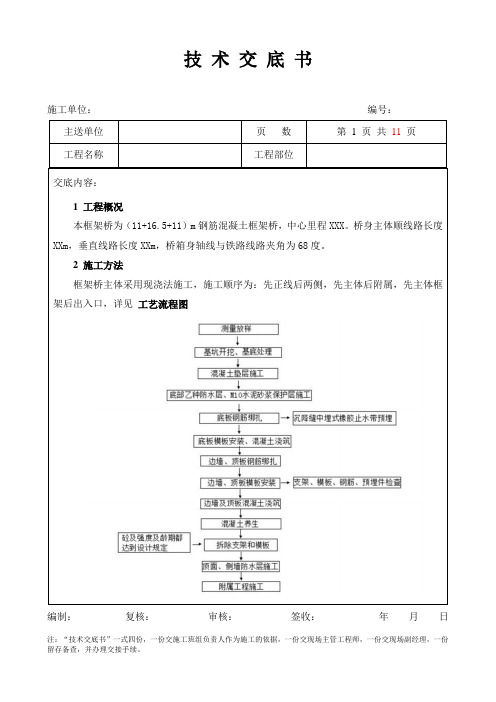
施工单位:编号:交底内容:1 工程概况本框架桥为(11+16.5+11)m钢筋混凝土框架桥,中心里程XXX。
桥身主体顺线路长度XXm,垂直线路长度XXm,桥箱身轴线与铁路线路夹角为68度。
2 施工方法框架桥主体采用现浇法施工,施工顺序为:先正线后两侧,先主体后附属,先主体框架后出入口,详见工艺流程图编制:复核:审核:签收:年月日施工单位:编号:编制:复核:审核:签收:年月日施工单位:编号:边墙下部钢筋绑扎→底板模板安装和边墙下部及下肋内模板安装→底板、边墙下部混凝土浇筑→混凝土养护及拆除模板。
边坡喷锚示意图2.4 钢筋安装钢筋由钢筋加工场集中制作,现场临时存放钢筋的场地必须保证平整、干燥。
存放时,需下垫上盖,以免受潮或沾上泥土。
按照已布设的桥身轴线控制桩,把框架桥的墙身位置在垫层顶面弹出墨线。
墙身的轮廓线,轴线误差控制在5mm以内。
(1)钢筋现场绑扎时,其各部位尺寸和数量应符合规范及设计要求,骨架绑扎时增加点焊数量,以免变形。
为保证钢筋保护层厚度,采取在钢筋上绑扎与结构物同标号的砼垫块支垫。
(2)因框架箱身浇筑分二次,第一次浇至边墙下梗肋顶部,且在浇筑底板时,墙体竖向钢筋应同时安装完毕,墙体横向钢筋应安装至混凝土浇筑面以上至少三排。
编制:复核:审核:签收:年月日施工单位:编号:编制:复核:审核:签收:年月日施工单位:编号:编制:复核:审核:签收:年月日施工单位:编号:编制:复核:审核:签收:年月日施工单位:编号:底板砼采用一次浇捣成型,确保底板抗渗要求。
在混凝土浇筑至底板下梗肋上10cm 位置的时候,待混凝土初凝前进行拉毛处理,以保证与上部混凝土的连接。
砼应分层、整体、连续浇筑,逐层采用插人式振捣器振捣密实。
箱身砼浇筑示意图(3)侧墙墙身浇筑①墙体浇筑前,用清水湿润第一次浇筑混凝土的混凝土表面,同时在接触面上涂一层纯水泥浆,再浇筑上部砼。
②墙体混凝土浇筑时,料斗的下口距离浇筑底面不得大于2m,浇筑时要严格控制混凝土的入模速度,且应分层浇捣,每层浇筑厚度控制在30cm。
1.边箱体的焊接顺序1)焊接边箱体支撑框架筋板图1:将①~④焊缝焊接完毕2)焊接边箱体两侧板与中央筋板(下部)焊接方向图2:将①~③焊缝按照焊接序号顺序由中心沿焊接方向焊接完毕(双数焊工双面同时施焊)3)焊接边箱体支撑框架(与底板焊接)焊接方向焊接方向焊接方向焊接方向图3:将①~②焊缝按照焊接序号顺序由中心沿焊接方向对称施焊4)焊接边箱体支撑框架(纵向)接方向焊接方向图4:将①~④焊缝按照焊接序号顺序由中心沿焊接方向对称施焊5)焊接边箱体支撑框架(与上板焊接)焊接方向焊接方向焊接方向焊接方向图5:将①~②焊缝按照焊接序号顺序由中心沿焊接方向对称施焊6)焊接边箱体两侧板与中央筋板(上部)焊接方向焊接方向图6:将①~③焊缝按照焊接序号顺序由中心沿焊接方向焊接完毕(双数焊工双面同时施焊)7)焊接边箱体的角铁加强筋图7:将①~⑧焊缝按照焊接序号顺序由分段中心沿焊接方向焊接完毕8)其余筋板按照对称位置由中心向两侧施焊2 中央箱体的焊接顺序1)焊接部分中央立柱(与底板焊接)图8:将①焊缝焊接完毕2)焊接中央箱体筋板(与底板焊接)图9:将①~⑧焊缝按照焊接中心对称顺序由焊缝中心沿焊接方向焊接完毕(双数焊工对称施焊)3)焊接中央箱体侧板(与底板焊接)图10:将①~④焊缝按照焊接序号顺序由中心沿焊接方向焊接完毕(双数焊工双面同时施焊)4) 焊接中央箱体筋板(与侧伴、部分中央立柱焊接)焊接方向焊接方向图11:将①~②焊缝按照中心对称位置沿焊接方向焊接完毕5)焊接中央箱体筋板(与上板焊接)图12:将①~⑧焊缝按照焊接中心对称顺序由焊缝中心沿焊接方向焊接完毕(双数焊工对称施焊)6)焊接部分中央立柱(与上板焊接)图13:将①焊缝焊接完毕7)焊接中央箱体侧板(与上板焊接)图14:将①~④焊缝按照焊接序号顺序由中心沿焊接方向焊接完毕(双数焊工双面同时施焊)8)焊接中央箱体筋板内的环板图15:将①焊缝按照中心对称位置焊接完毕。
钢梁工地焊接顺序
一、焊接准备
在开始焊接之前,必须进行充分的准备工作。
这包括检查焊接设备是否正常,确认焊接材料(如焊条、焊丝等)的型号、规格和质量是否符合要求,以及确保工地的安全环境。
二、组装定位
钢梁的组装定位是确保焊接质量的关键步骤。
这一阶段涉及将钢梁的各个部分精确地组装在一起,并使用合适的固定装置(如夹具、支撑等)保持其位置。
组装定位的精度直接影响到最终焊接的质量。
三、焊接固定
在组装定位完成后,开始进行焊接固定。
这一步骤通常涉及使用焊接设备对钢梁的各个部分进行连接,以确保其在整个焊接过程中保持稳定。
四、焊缝质量检查
完成焊接固定后,需要对焊缝进行质量检查。
这一步骤是为了确保焊缝的强度、外观和连续性都满足要求。
如果发现任何缺陷或问题,需要进行修复或重新焊接。
五、热处理
在某些情况下,为了提高钢梁的力学性能或消除焊接过程中产生的应力,需要进行热处理。
这通常涉及将钢梁加热到特定的温度并保持一段时间,然后让其自然冷却。
六、防腐处理
完成焊接和热处理后,需要对钢梁进行防腐处理。
这可以包括涂覆防腐涂料、进行喷塑等,以增加钢梁的耐腐蚀性,延长其使用寿命。
七、质量验收
在完成所有焊接和防腐处理后,需要进行质量验收。
这一步骤是为了确认钢梁是否满足设计要求和使用性能。
如果发现任何问题,需要进行修复或调整。
八、整理资料
最后,需要整理所有与焊接过程相关的资料,如焊接工艺记录、质量检查记录等,以备后续的审计和查阅。
同时,这些资料也有助于对钢梁的质量进行追溯和管理。