船体结构焊接规格表
- 格式:pdf
- 大小:206.33 KB
- 文档页数:6
1.编制说明1.1 目的本工艺规定了船舶在建造过程中对有关焊工、焊接材料、焊接工艺和焊接程序以及焊接质量的要求。
保证该船按期完工。
1.2 船舶的主尺度总长:Loa=63.98m 垂线间长:Lbp=60.80m型宽:B=14.20m 型深:D=4.80m设计吃水:d=3.60m1.3 船体的基本结构及建造方法1.3.1 船体结构本船为钢质全电焊焊接结构。
结构形式为混合骨架式,泥舱区域的斜边舱为纵骨架式,机舱、艉舱、艏尖舱以及上层建筑均为横骨架式。
全船在FR3、FR19、FR23、FR39、FR56、FR73、FR90、FR94、FR103处设有船底至上甲板,贯通两舷的水密横舱壁。
甲板室共二层,依次是驾驶甲板和罗经甲板。
1.3.2 建造方法根据生产施工场地和起重能力,对该船拟采用内场加工,分段场地装配焊接,形成平面分段,在船台(船坞)上组装成立体分段。
上层建筑根据主船体的进度,制造成各层甲板室的立体分段,逐层进行船上安装。
2. 编制依据2.1 中国船级社CCS颁发的2009版《钢质海船入级规范》;2.2 中国船级社CCS 颁发的2009版《材料与焊接规范》;2.3《中国造船质量标准》(CB/T4000—2005);2.4《船舶钢焊缝射线照相和超声波检查规则》(CB/T3177-94);2.5《船舶钢焊缝射线照相工艺和质量分级》(CB/T3558—94);2.6《船体建造原则工艺》;2.7 本船设计有关要求。
3.所有焊接人员资格在建造的船舶上进行电焊的焊工应持有由CCS船级社或其他等效船级社签发的焊工资格证书,所持证书应在有效期限内。
焊工在船上的允许施工范围应在焊工合格证合格项目的覆盖范围内,不允许超范围焊接。
适用的工作范围规定如下:3.1 持有Ⅲ类焊工资格证书,合格项目为SⅢV10、SⅢH10和SⅢO10的焊工,可从事厚度>8mm的重要板结构的全位置焊接。
3.2 持有Ⅱ类焊工证书,合格项目为SⅡV10和SⅡH10的焊工,可从事厚度8~20mm的主要板结构的平、立焊和横焊。
第 2 页本船为运输河鱼的专用船舶。
常年航行于长江三峡库区—三斗坪至重庆航段。
属b、j2级航区(段)的深舱舱口液货船。
具备夜行能力。
一、主尺度:总长 40.00 m 主机功率 176kw×2 垂线间长 36.50 m 载货量 100.00 t 型宽 6.00 m 满载水线长 38.00 m 型深 1.85 m 肋距 0.50 m 吃水 1.30 m 排水量 171.45t 方形系数 0.591 船员 6 人航速 22km/h二、船质及结构本船为钢质、横骨架式结构的单底、单甲板、焊接船舶双艉型线。
结构强度按ccs2002 年《钢质内河船舶入级与建造规范》及2004年《修改通报》对b 本船主船体设有横向水密舱壁7道,即(#5、#17、#33、#42、#51、#60、#69)将主船体分为8个舱。
#5至艉封板为艉尖舱兼压载舱,长2.5m;#5至#17为轴隧舱兼燃油舱,长6m; #17至#33为机舱,长8m;#33至#60为液货舱区域,纵中设有纵舱壁,将货舱分为6个独本船舱底每档设置实肋板,纵向设3道龙骨;舷侧为交替肋骨制,且上舷纵向设舷侧纵立的舱室;#60至#69为空舱,长4.5m; #69至艏为艏尖舱,内设锚链箱。
桁一道。
强力甲板横向与舷侧相同,强肋骨处设强横梁,其余为普通横梁。
货舱区域舱口围板兼甲板纵桁,纵向联通。
本船主船体结构构件规格如下:实肋板⊥5×200/6×60 (机舱内)普通肋骨∠56×36×5 ⊥5×175/5×50 强肋骨⊥5×150/5×50 中内龙骨⊥5×200/6×60 (机舱内)舷侧纵桁⊥5×150/5×50 ⊥5×175/6×65 强力甲板横梁∠56×36×5 旁内龙骨⊥5×200/6×60 (机舱内)舱壁扶强材∠56×36×5 ⊥5×175/5×50 强横梁⊥5×175/5×50 甲板纵桁⊥5×175/5×50 舱口围板⊥6×(180+200)/8×60垂直桁⊥5×150/5×50 ⊥5×(150+550)/50 (货舱口)第 3 页水平桁⊥5×150/5×50 支柱ο45×4 机舱口端横梁∠6×180/60 舱壁板√5三、总布置本船为中后机舱布置的双艉船。
标记数量修改单号签字日期编制校对审核标检审定船级船号设计阶段共页第页安徽昌汇运贸有限公司9 192.80m自航甲板驳焊接规格表CH745-190-004MX1. 说明:1.1本规格表按中国船级社2006“材料与焊接规范”对船体结构焊接的要求编制。
1.2焊件接缝的表面应保持清洁,干燥,无锈,无屑,无氧化物,无油脂和杂质,以保证焊缝质量。
在进行多焊道时,每道熔焊金属表面和周围,在下焊道之前,应予彻底清洁和去除熔渣。
在焊缝背面进行手焊封底焊前,应刨槽出白。
1.3本船下列部位应采用碱性低氢焊条施焊:1.3.1味甘、吊艇架、系缆桩等承受强大载荷的舾装件及其所有承受高应力的 另部件; 1.3.2要求具有较大刚度的构件,如首框架、尾框架等,及其与外板和船体骨架的接缝; 1.3.3主机机座及其相连接的构件。
1.4有关尾推进器柱的焊接要求由船厂自行编制。
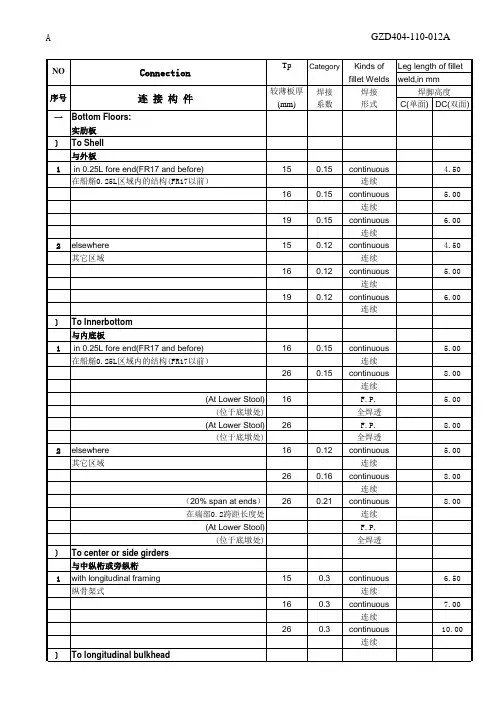
2. 连续焊缝:2.1船体主要构件的所有角焊缝基本为双面连续焊缝,但必须保证全焊透。
2.2板材厚度t ≥6mm 时,根据不同焊接方法,应采用单面或双面坡口的型式进行焊接,器坡口型式由船厂自定,但图样及技术文件中明确规定者除外。
2.3当对接板材之厚度差≥4mm 时,应对厚板的边缘削斜,并磨光,削斜的宽度应不小于厚度差的4倍。
3.角度焊缝:3.1当船体构件采用交错间断角焊缝时,在构件端部位应为连续包角焊缝,其长度应不小于连接骨材的高度,且不小于75mm 。
3.2未列入的构件角焊缝参照相应构件施焊。
3.3当各种构件的切口、切角和挖孔焊的端部处,以及其他构件对额垂直交叉处的包角焊,当板厚大于12mm 时,包角焊缝的长度应不小于75mm ,板厚小于或者等于12mm 时,其包角焊缝长度应不小于50mm 。
3.4船体角焊缝的尺寸应符合下述要求: 角焊缝的焊喉厚度h= l d t W p /τ mm 填角焊缝的焊脚高度=21/2 l d t W p /τ mm式中: t p 角焊缝连接构件中较薄一块板的厚度,mmd 焊缝节距,mm l 焊缝长度,mmτW 焊接系数4.船体角焊缝; 4.1尾部结构:4.2机舱结构4.4中空舱结构:4.5燃油舱构:侧4.6甲板室结构:。
第八章典型船体结构的焊接工艺第一节船体钢材的焊接性焊接性的试验目的:为了评定焊接结构的可靠性,是否存在气孔、夹渣、裂纹等;焊缝及焊接接头强度、塑性、冲击韧性等力学性能和抗腐蚀性、时效、耐磨、耐热及耐酸性等耐久性。
一、船用碳素钢的焊接性船体外板用钢材一般使用优质低合金钢,内结构可用普通低合金碳素钢。
内河船舶普遍采用优质碳素钢因含碳量较低,焊接性能较好。
无需采取特殊措施。
二、船用低合金钢的焊接船用低合金钢的焊接性能也较好,不需采取特殊措施。
但选用高强度低合金钢,焊接时可能出现焊接缺陷,可用工艺措施控制焊接缺陷的产生。
第二节船体结构焊接工艺基本原则一、焊接程序的一般原则选择并严格执行焊接程序可减小结构变形和内应力。
一般原则:1、外板、甲板对接缝:○1错开板缝:先横向焊,后纵向焊;○2平列板缝:先纵向焊,后横向焊。
2、同时存在对接缝和角焊缝:先焊对接缝,后焊角焊缝。
3、整体或分段建造时:从结构中央向左右、前后对称焊接。
4、有对称中心线的构件:双数焊工对称焊。
5、手工电弧焊长缝:分段退焊或分中分段退焊。
6、同时存在单层焊缝和多层焊缝:先焊多层,后焊单层。
多层焊各层方向相反,接头错开。
7、分段或总段外板纵缝及纵向构件与外板的角焊缝两端200-300mm:先不焊,以利于船台装配时对接。
8、内结构靠近总段大接缝一边的角焊缝:在大接缝焊接后再焊。
9、应力较大的大接缝:焊接过程不能中断,应连续完成。
10、分段中的焊接缺陷应在上船台前修补,不应在船台上进行。
二、焊接材料使用范围的规定重要船体构件和部件应采用碱性低氢焊条(使用直流焊机):○1用低合金钢建造的所有船体焊缝;○2用碳素钢建造的船体大合拢环形对接焊缝和桁材对接焊缝;○3船壳冰带区的端接缝和边接缝;○4船长大于90m的舷顶列板与强力甲板在船中0.5L区域内的角接焊缝;○5桅杆、吊杆、吊艇架及其受力构件;○6拖钩架;○7主机座及其相连接的构件;○8艏柱、艉柱、艉轴架。
建造船舶船体焊接工艺一、总则:1、要求施工者严格按照《焊接规格表》进行施工;2、船体艏艉外板的对接缝(非自动焊拼板部分)应先焊横向焊缝,后焊纵向焊缝;3、在建造过程中,先焊对接焊缝,后焊角焊缝;4、整体建造部分和箱体分段等应从结构的中央向左右和前后逐格对称的进行焊接,由双数焊工对称施焊;5、凡超过1m以上的收缩变形量大的长焊缝,应采用分段退焊法或分中分段退焊进行焊接缝;6、在焊接过程中,先焊收缩变形量大的焊缝,再焊变形量小的焊缝;7、边箱分段、内底分段、甲板分段、艏艉分段分层建造,在合拢口两边应留出200~300mm的外板缝暂不接焊,以利合拢时装配对接,且肋骨、舱壁及平台板等结构靠近合拢口一边的角焊缝也暂不焊接,等合拢缝焊完后再焊;8、靠舷侧的内底边板与纵骨、底外板与纵骨至少要留一条纵骨暂不焊接,避免自由边波浪变形太大,不利于边箱合拢;9、二层底分段艏艉分段大合拢,边箱分段合拢的对接缝要用低氢型(碱性)焊条或用相同级别的711、712的CO2焊丝对称焊接,一次性连续焊完;10、构件、分段、分片等部件各自完工后要自检、互检、报检,把缺陷修补完毕,把合格品送下一道工序组装,没有拿到合格单的部件不能放到下一道工序组装。
二、焊接材料使用范围的规定(一)焊接下列船体结构和部件应采用低氢型焊条(碱性焊条)或相同级别的711、712系列的CO2焊丝。
1、船体环型对接焊缝,中桁材对接缝,合拢口处骨材对接焊缝;2、主机座及其相连接的构件;3、艏柱、艉柱、艉轴管、美人架等;4、桅杆座及腹板、带缆桩、导缆孔、锚机座、链闸及其座板等;5、艉拖沙与外板结构等;6、上下舵杆与法兰,舵杆套管与船体结构之间的连接。
(二)普通钢结构的焊接用酸性E4303焊条焊接或JM-56系列CO2焊丝焊接;(三)埋弧自动拼板,板厚≥8mm,用Ф4.0mm焊丝焊接,板厚5~8mm,用Ф3.2mm焊丝焊接;三、间断焊角接焊缝,局部加强焊的规定1)组合桁材、强横梁、强肋骨的腹板与面板的角焊接缝在肘板区域内应为双面连续焊;2)桁材、肋板、强横梁、强肋骨的端部加强焊长度应不小于腹板的高度,但间断的旁桁材端部可适当减小但要≥300mm;3)纵骨切断处端部的加强焊长度应不小于1个肋距;4)骨材端部削斜时,其加强焊长度不小于削斜长度,在肘板范围内应双面连续焊;5)用肘板连接的肋骨、横梁、扶强材的端部的加强焊,在肘板范围内应双面连续焊;6)各种构件的切口、切角、开孔(如流水孔、透气孔、通焊孔等)的两端应按下述长度进行包角焊;①当板厚>12mm时,包角焊长度≥75mm;②当板厚≤12mm时,包角焊长度≥50mm;7)各种构件对接接头的两侧应有一段对称的角焊缝其长度不小于75mm;四、其他的规定:1)锚机座、链闸、系缆桩底座、桅杆底座等受力部位的甲板与横梁、纵骨等是间断焊缝的应改为双面连续角缝。
焊条的规格J421E4313E6013焊接低碳钢结构,特别适于薄板小件及要求焊缝表面美观和光洁的盖面焊。
J421FeE4313E6013焊接一般低碳钢结构,特别适于薄板小件及短焊缝的间断焊和要求焊缝表面光洁的盖面焊。
J421Fe16E4324E6024焊接一般低碳钢结构和用于要求表面光洁的盖面焊。
J421XE4313E6013适用于焊接一般船用碳钢及镀锌钢板,尤其适用于薄板立向下焊及间断焊。
J422E4303.用于焊接较重要的低碳钢结构和强度等级低的低合金钢结构,如Q235、09MnV、09Mn2等。
J422GME4303.适用于海上平台、船舶、车辆、工程机械等结构表面装饰焊缝的焊接。
J422FeE4303.用于焊接较重要的低碳钢结构和强度等级低的低合金钢结构,如Q235、09MnV、09Mn2等。
J422Fe16E4323.用于较重要的低碳钢结构的焊接。
J423E4301.用于焊接较重要的低碳钢结构,如车辆、建筑结构、重型机械结构等的焊接。
J424E4320E6020可焊接较重要的碳钢结构,如重型机械、建筑机械等。
J425E4311.适于薄板结构的对接、角接及搭接焊。
如电站烟道、风道、变压器的油箱、船体和车辆外板的低碳钢结构。
J426E4316E6016用于焊接重要的低碳钢和低合金钢的结构,如造船、桥梁、压力容器等。
J427E4315.用于焊接重要受压载荷或低碳钢厚板结构和低合金钢的结构,如机械、造船、桥梁、压力容器等。
J501FeE7014E7014用于碳钢和低合金结构的焊接,如16Mn等船舶、车辆及机械结构的焊接。
J501Fe15E5024E7024用于碳钢和低合金结构的焊接,如16Mn等船舶、机车车辆及锅炉等结构的焊接。
J501Fe18E5024.适用于低碳钢以及普通船用Q235A、B、D级钢的焊接,如船舶舾装件、一般结构预制件等。
J502E5003.主要用于490MPa抗拉强度等级的低合金钢结构的焊接,如建筑用螺纹钢及其它16Mn等结构钢的焊接。
分段结构图 Block Assembly Drawing1 总则1.1 封面选用A3横式。
FORM名:HDBLO11.2 其他图纸选用A3横式无标题栏图纸。
FORM名:HDBLO21.3 结构图的计算机内部命名分类与页号排序规则⑴ 统一命名是为了在校对、交流及资源共享中便于检索。
⑵ 建模工作图 :<分段名>-000 或 <分段名>-MODEL 例如:305-000或305-MODEL⑶ 施工图按内容分类命名:分段名- A<类型号><分类名>(1) 封面 A01COVER(2) 焊接坡口类型标识图 A02WDET(3) 典型节点详图 A03BDET(4) 工艺流程图 A04LC1、A04LC2 ┅┅(5) 典型角焊焊脚规格图 A05WH(6) 胎架布置图 A06JIG(7) 外板划线图 A07SHD(8) 外板展开图 A08SHE(9) 主平面图 A09DECK 例如内底板、甲板、主舱壁等(10)纵剖面图 A10LBO、A10LB3、A10LB6 ┅┅(11)横剖面图 A11FR49、A11FR51 ┅┅(12)其他结构剖面图 A12(13)吊马布置及分段重量、重心图 A13LHR1、A13LHR2、┅┅(14)分段完工测量测量位置图 A14CL1测量表格 A14CL22 封面内容⑴ 零件代码和流程码等的说明已在FORM中列出。
余量符号可根据工厂惯例调正。
⑵ 分段的重量、重心。
⑶ 分段流向的总段名或者船台。
⑷ 分段工位进行的焊接长度。
⑸ 需要声明的内容。
例如:焊接收缩补偿系数、结构的对称性、缺省的材质级别、缺省的角焊缝焊脚尺寸、零件边界的打磨圆角要求、本分段工位制作过程中的CO2衬垫焊的已扣除6mm间隙等等。
⑹ 工程名、工程号、图号、分段名及其肋位区间 、比例、页码。
⑺ 设计、校对签名、日期。
3 常用焊接坡口类型及其标识符图。
应根据生产工厂提交的“焊接基本规程”修正。
分段结构图 Block Assembly Drawing1 总则1.1 封面选用A3横式。
FORM名:HDBLO11.2 其他图纸选用A3横式无标题栏图纸。
FORM名:HDBLO21.3 结构图的计算机内部命名分类与页号排序规则⑴ 统一命名是为了在校对、交流及资源共享中便于检索。
⑵ 建模工作图 :<分段名>-000 或 <分段名>-MODEL 例如:305-000或305-MODEL⑶ 施工图按内容分类命名:分段名- A<类型号><分类名>(1) 封面 A01COVER(2) 焊接坡口类型标识图 A02WDET(3) 典型节点详图 A03BDET(4) 工艺流程图 A04LC1、A04LC2 ┅┅(5) 典型角焊焊脚规格图 A05WH(6) 胎架布置图 A06JIG(7) 外板划线图 A07SHD(8) 外板展开图 A08SHE(9) 主平面图 A09DECK 例如内底板、甲板、主舱壁等(10)纵剖面图 A10LBO、A10LB3、A10LB6 ┅┅(11)横剖面图 A11FR49、A11FR51 ┅┅(12)其他结构剖面图 A12(13)吊马布置及分段重量、重心图 A13LHR1、A13LHR2、┅┅(14)分段完工测量测量位置图 A14CL1测量表格 A14CL22 封面内容⑴ 零件代码和流程码等的说明已在FORM中列出。
余量符号可根据工厂惯例调正。
⑵ 分段的重量、重心。
⑶ 分段流向的总段名或者船台。
⑷ 分段工位进行的焊接长度。
⑸ 需要声明的内容。
例如:焊接收缩补偿系数、结构的对称性、缺省的材质级别、缺省的角焊缝焊脚尺寸、零件边界的打磨圆角要求、本分段工位制作过程中的CO2衬垫焊的已扣除6mm间隙等等。
⑹ 工程名、工程号、图号、分段名及其肋位区间 、比例、页码。
⑺ 设计、校对签名、日期。
3 常用焊接坡口类型及其标识符图。
应根据生产工厂提交的“焊接基本规程”修正。
电焊条规格型号及用途电焊条是焊接电弧焊的主要工具之一、根据不同的工作需求和材料特性,有许多不同规格型号的电焊条可供选择。
下面将介绍几种常见的电焊条规格型号及其主要用途。
1.E6011电焊条:直径:2.5mm-5.0mm用途:适用于焊接普通碳钢结构,如各种钢板、钢材、锅炉、船舶、车辆、铁路车辆、石油石化设备等。
2.E7018电焊条:直径:2.5mm-5.0mm用途:适用于焊接低合金高强度钢结构,如桥梁、压力容器、船舶、机械设备、钢结构等。
3.E7024电焊条:直径:3.2mm-5.0mm用途:适用于焊接厚板结构,如船体、钢桥、炉、机械设备、压力容器、石化设备等。
4.E6013电焊条:直径:2.5mm-5.0mm用途:适用于焊接普通碳钢结构,如钢板、角钢、工字钢、铁路车辆、建筑结构等。
5.E308L-16电焊条:直径:2.5mm-5.0mm用途:适用于焊接不锈钢、耐热钢,如不锈钢容器、不锈钢管道、食品设备、机械设备等。
6.E6010电焊条:直径:2.5mm-5.0mm用途:适用于焊接油管、管线、石化设备等。
7.E309L-16电焊条:直径:2.5mm-5.0mm用途:适用于焊接不锈钢与普通碳钢的接头,如不锈钢焊接装备、轴承、齿轮、刀具制造等。
8.E6015电焊条:直径:2.5mm-5.0mm用途:适用于焊接碳钢或中等碳钢结构,如车辆制造、船舶制造、机械设备制造等。
以上是几种常见的电焊条规格型号及其主要用途。
根据具体的焊接需求和材料特性,选用合适的电焊条可以提高焊接质量和效率。
在使用电焊条时,需注意安全操作和合理选用保护设备,以确保工作安全。