FANUC数控系统的硬件连接介绍ppt(35张)
- 格式:ppt
- 大小:7.39 MB
- 文档页数:26

![FANUC-数控系统基本硬件及其连接PPT讲稿思维导图[PPT课件白板课件]](https://uimg.taocdn.com/2e09451abe1e650e52ea9960.webp)
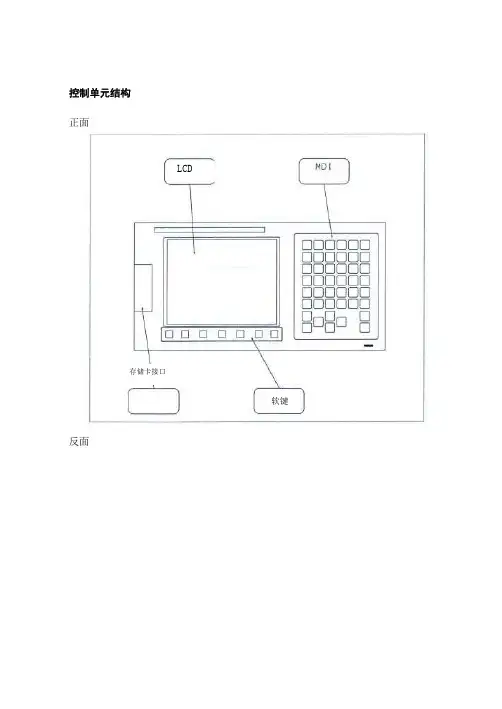
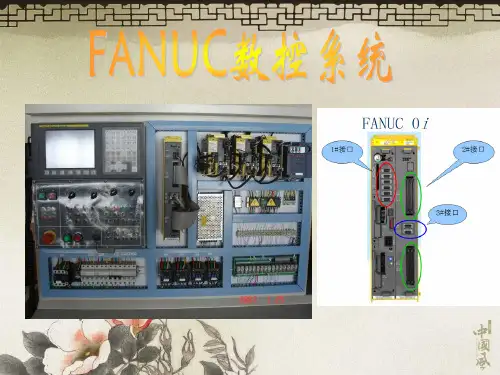
控制单元结构正面LCD存储卡接口软键反面图FANUC 0i D/0i mate D 系统接口图系统各端子的功能如表 1-2-1: 端 口 号 COP10A CD38A CA122 JA2 JD36A/JD36B JA40 JD51A JA41 用 途伺服 FSSB 总线接口,此口为光缆口 以太网接口 系统软键信号接口 系统 MDI 键盘接口 RS-232-C 串行接口 1/2 模拟主轴信号接口/高速跳转信号接口 I/O link 总线接口 串行主轴接口(到驱动器 JA7B)/ 主轴独立编码器接口(模拟主轴) CP1 3、FANUC 伺服控制单元及 FSSB 总线 系统电源输入(DC24V)(1) 、FANUC 伺服系统的构成 如果说 CNC 控制系统是数控机床的大脑和中枢,那么伺服和主轴驱动就是数控 机床的四肢,他们是大脑的执行机构。
FANUC 驱动部分从硬件结构上分,主要有下面四个组成部分:(a)轴卡---就是我们在介绍系统接口时,接光缆的那块 PCB 板,在现今的全数字 伺服控制中,都已经将伺服控制的调节方式、数学模型甚至脉宽调制以软件的形式 融入系统软件中,而硬件支撑采用专用的 CPU 或 DSP 等,这些部件最终集成在轴控 制卡。
轴卡的主要作用是速度控制与位置控制。
如图图轴卡(b)放大器---接收轴卡(通过光缆)输入的光信号转换为脉宽调制信号,经过前级 发达驱动 IGBT 模块输出电机电流。
如图 1-2-3图 1-2-3 放大器 (c)电机---伺服电机或主轴电机,放大器输出的驱动电流产生旋转磁场,驱动转子 旋转。
如图 1-2-4图 1-2-3 伺服电机 (d)反馈装置---由电机轴直连的脉冲编码器作为半闭环反馈装置。
FANUC 早期的产 品使用旋转变压器做半闭环位置反馈,测速发电机作为速度反馈, 但今天这种结构已经被淘汰。
如图 1-2-5。
图 1-2-5 伺服电机编码器(1)-- (4)的相互关系是: 轴卡(1)接口 COP10A 输出脉宽调制指令, 并通过 FSSB(Fanuc Serial Servo Bus 发那科串行伺服总线)光缆与伺服放大器(2)接口 COP10B 相连,伺服放大器整形放大后,通过动力线输出驱动电流到伺服电机(3),电机转动后,同轴的编码器(4)将速度反馈和位置反馈到 FSSB 总线上,最终回到轴卡上进行处理。

内容提要第一节:硬件连接简要介绍了 0IC/0I Mate C 的系统与各外部设备(输入电源,放大器, I/O 等)之间的总体连接,放大器(αi 系列电源模块,主轴模块,伺服模块,βis 系列放大器,β iSVPM)之间的连接以及和电源,电机等的连接,和 RS232C设备的连接。
最后介绍了存储卡的使用方法(数据备份,DNC 加工等)。
第一节硬件连接目前北京 FANUC出厂的 0iC/0i-Mate-C 包括加工中心 / 铣床用的 0IMC/0i-Mate-MC 和车床用的 0iTC/ 0i-Mate-TC ,各系统一般配置如下:系统型号用于机床放大器电机0iC 0iMC 加工中心,铣床αi 系列的放大器αi, α Is 系列最多 4 轴0iTC 车床αi 系列的放大器αi, α Is 系列0i Mate C 0i Mate MC 加工中心,铣床βi 系列的放大器βi, βIs 系列最多 3 轴0i Mate TC 车床βi 系列的放大器βi, βIs 系列注意:对于βi 系列,如果没有主轴电机,伺服放大器是单轴型(SV U) ,如果包括王轴电机,放大器是一体型 ( SVPM),下面详细介绍基本调试步骤。
l核对按照订货清单和装箱单仔细清点实物是否正确,是否有遗漏、缺少等如果不一致,请立即和FANUC联系。
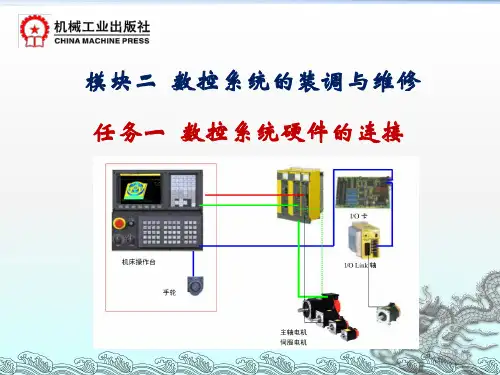
2硬件安装和连接1)在机床不通电的情况下,按照电气设计图纸将CRT/MDI单元,CNC主机箱,伺服放大器,I/O 板,机床操作面板,伺服电机安装到正确位置。
2)基本电缆连接。
(详细说明请参照硬件连接说明书)说明:根据不同的机床配置,可能有些不同。
如:机床操作面板, I/O 卡, I/O Link 轴有些可能没有。
由上述图中可以看到,硬件连接比OiB 简单得多了。
3)总体连接介绍如下图所示:注意:(1) FSSB光缆一般接在左边插口。
(2)风扇,电池,软键, MDI等在系统出厂时候都已经连接好,不好改动,但可以检查是否在运输过程中有松动的地方,如果有,则需要重新连接牢固,一般出现异常现象。