铸造工艺参数及砂芯设计
- 格式:ppt
- 大小:13.92 MB
- 文档页数:116

砂芯铸造的工艺过程
砂芯铸造是一种常见的铸造工艺,它是通过在铸造前制造出砂芯,再在砂芯内注入液态金属,最后冷却凝固形成所需铸件的过程。
下面
将简要介绍砂芯铸造的工艺过程。
首先,选择合适的砂芯材料和适当的砂芯型腔。
根据铸件形状和
尺寸的不同,选择不同的砂芯型腔,并通过设计、调整和测试确认最
佳参数。
然后将选好的砂芯材料,如石英砂、石膏砂、水玻璃砂等,
经过制砂加工处理,得到均匀、致密、稳定的砂芯。
其次,制作砂芯。
将制好的砂芯材料放入砂芯模具中,通过振动、加压、模具开关等操作,将砂芯模具完整地填充好。
然后将砂芯模具
放在干燥室中,靠空气干燥或加热干燥,以使砂芯在模具中稳定形成。
在干燥过程中,还需注意控制温度、湿度、通风等条件,以保证砂芯
质量。
接下来,组装砂芯。
将制好的砂芯硬化后拆下,然后用砂芯粘合
剂或钢丝等连接多个砂芯。
将砂芯组合成一体,形成符合铸件形状的
整体砂芯,再将其放入砂箱内。
最后,注铸液态金属。
将整体砂芯放入铸造设备中,熔化黄铜、
铝合金、铸铁等铸造材料,注入砂芯内,待铸造材料冷却凝固后,拆
开砂芯,得到所需的造型,即铸件。
总之,砂芯铸造是一种将砂芯和铸造材料有机结合的铸造过程,
其优点是可制造出复杂形状、不易变形、表面光滑的铸件。
不过,由
于砂芯制作时间较长,成本较高,因此需要在实际应用中权衡成本与
生产效率。
目录1绪言················································2铸造工艺设计···············2.1铸件结构的铸造工艺性·········2. 2铸造工艺方案的确定·················2.3参数的选择工艺2. 4砂芯设计2. 5浇注系统设计·············3铸造的工艺装备设计······3. 1模样设计·······3. 2模底板的设计·······················3. 3模样在模底板上的装配············4结束语·······参考文献1绪言我本次课程设计的任务是对灰铸铁支承座进行铸造工艺及工装设计。
铸造生产工艺参数是指在进行铸造过程中需要控制和调整的一系列参数,以确保产品质量和生产效率。
以下是一些常见的铸造生产工艺参数:
1.浇注温度:指熔融金属或合金从炉中倒入铸型的温度。
合适的浇注温度能够保证流动性、
充填性和凝固性。
2.浇注速度:指铸液从浇口进入铸型的速度。
过高的浇注速度可能引起气孔、缩松等缺陷,
而过低的浇注速度可能导致充填不完全。
3.砂型湿度:指用于制备砂型的砂料中所含水分的含量。
适当的砂型湿度可以提高模型的
强度和表面光滑度。
4.压实压力:指用于压实砂型的压力大小。
正确的压实压力能够增加砂型的密实度和强度,
以提高铸件的表面质量和尺寸精度。
5.凝固时间:指从浇注到铸件完全凝固所需的时间。
准确控制凝固时间可以避免铸件缺陷,
如热裂纹和收缩缺陷。
6.浇注系统设计:包括浇口、冒口、喷杆等组成的铸造系统。
合理的浇注系统设计可以确
保铸液均匀充填铸型,并有助于减少气孔和杂质的产生。
7.砂芯制备参数:对于需要内部空腔的铸件,砂芯的制备是必要的。
砂芯制备参数包括砂
芯的湿度、压实力度和固化时间等。
8.热处理参数:针对某些合金铸件,热处理过程是必要的,如退火、淬火等。
热处理参数
包括温度、保温时间和冷却速率等。
这些参数在铸造生产中相互关联,需要根据具体铸件的形状、材料和工艺要求进行调整和控制,以保证最终产品的质量和性能。
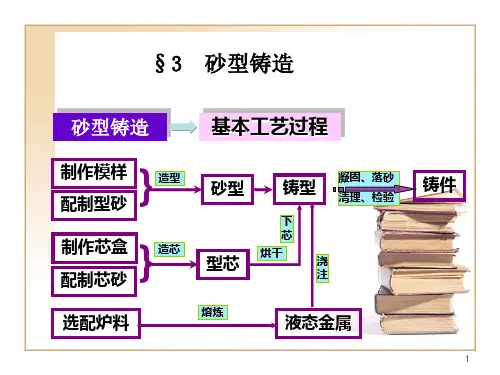
•砂型铸造的基本过程•砂型铸造有六个基本步骤:1) 把模样放入砂中制成一个模具。
2) 在浇注系统中把原型和砂子接合起来。
3) 把模样去掉。
4) 把模具的空隙用熔化了的金属填充起来。
5) 让金属冷却。
6) 把砂型模具敲掉取出铸件。
砂型铸造案例项目导入:轴承座铸件的造型工艺方案。
铸件简图:轴承座如图2-1所示。
铸件材料:HT150。
体积参数:轮廓尺寸240mm´65mm´75mm,铸件重量约5kg。
生产性质:单件生产。
项目要求:确定铸件的造型工艺方案并完成造型操作。
图2-1 轴承座将液体金属浇入用型砂捣实成的铸型中,待凝固冷却后,将铸型破坏,取出铸件的铸造方法称为砂型铸造。
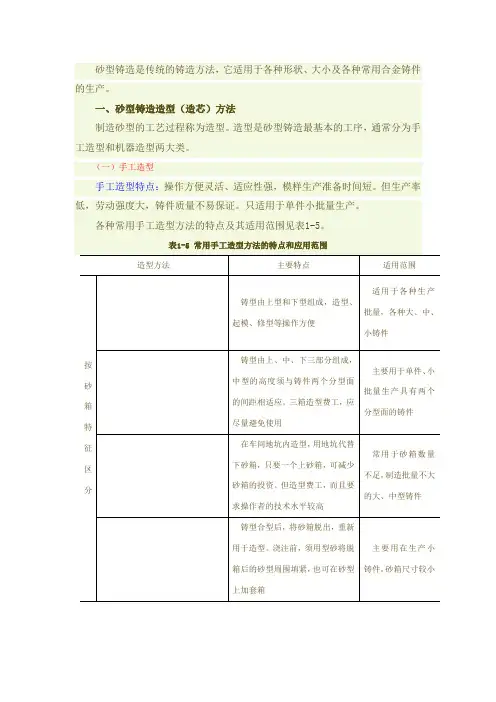
砂型铸造是传统的铸造方法,它适用于各种形状、大小及各种常用合金铸件的生产。
套筒的砂型铸造过程如图2-2所示,主要工序包括制造模样型芯盒、制备造型材料、造型、制芯、合型、熔炼、浇注、落砂、清理与检验等。
图2-2 套筒的砂型铸造过程铸件生产前需根据零件图绘制出铸造工艺图,铸造工艺图是在零件图上用各种工艺符号及参数表示出铸造工艺方案的图形。
其中包括:浇注位置,铸型分型面,型芯的数量、形状、尺寸及其固定方法,加工余量,收缩率,浇注系统,起模斜度,冒口和冷铁的尺寸和布置等。
铸造工艺图是指导模样(型芯盒)设计、生产准备、铸型制造和铸件检验的基本工艺文件。
砂型铸造主要工序包括:(1) 根据零件图制造模样和型芯盒;(2) 配制性能符合要求的型(芯)砂;(3) 用模样和型芯盒进行造型和造芯;(4) 烘干型芯(或砂型)并合型;(5) 熔炼金属并进行浇注;(6) 落砂、清理和检验。
2.1.1 常用造型工模具1. 砂箱制造砂型时,需要用一种无底、无盖并围绕砂型的框架,以防型砂捣实时向外挤出,这种框架就叫做砂箱,砂箱的作用是便于造型,便于翻转砂型及搬运砂型。
砂箱可紧固着在它里面所捣实的型砂,它的四壁可承受金属液对型砂的侧压力,砂箱附有合型时的对准装置及吊运翻箱和夹紧装置,如图2-3所示。