复习题(5)
写在最后
成功的基础在于好的学习习惯
The foundation of success lies in good habits
40
结束语
当你尽了自己的最大努力时,失败也是伟大的, 所以不要放弃,坚持就是正确的。
When You Do Your Best, Failure Is Great, So Don'T Give Up, Stick To The End 演讲人:XXXX2、大平面朝下 3、大薄壁向下或垂直
或倾斜 4、厚部位在上
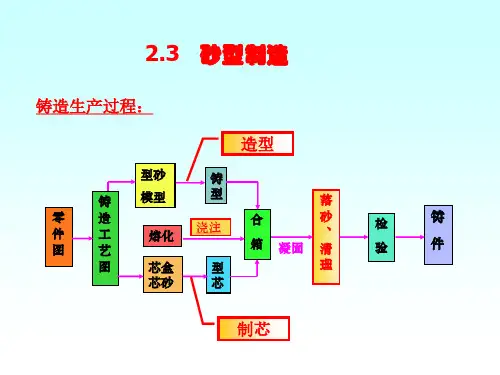
二、分型面的选择
分型面: 指两半铸型相互接触的表面。在很大 程度上影响铸件的尺寸精度、成本和 生产率。
分型面的表示
1、便于造型
1、便于造型
2、件在同一砂箱 3、型腔、型芯位于下箱
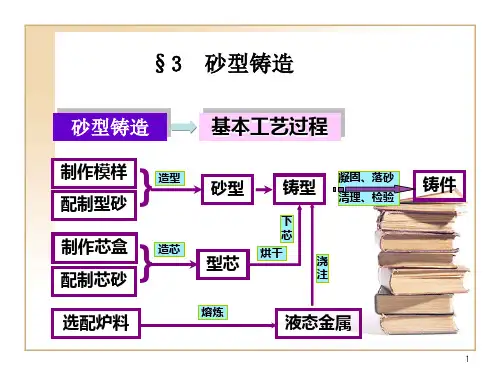
三、浇注系统(Gating System)
(3)挖砂造型
(4)假箱造型
(5)活块造型
(6)三箱造型
(7)刮板造型
手工造型的特点
操作灵活,大小铸件均适应。主要用于单件、 小批生产,亦用于较大批生产。
二、机器造型
1、特点:生产率高,劳动条件好,铸件尺寸精确, 表面光洁,加工余量小,用于大批生产。
小批量:“三箱手工造型” 大批量:“两箱机器造型”, 大型环型芯.
–金属液进入型腔时避免 飞溅、冲刷型壁或砂芯。
第三节 工艺参数的选择
工艺参数 1、收缩率 2、加工余量 3、起模斜度 4、铸造圆角 5、芯座
(1)收缩率 灰铁:0.7—1.0% 铸钢:1.3—2.0% 铝硅合金:0.8—1.2%
模样(木模 木型)
(2)加工余量
最小铸孔:单件30—50mm 成批:15—20mm 大量生产:12—15mm