CMT简介
- 格式:pdf
- 大小:4.34 MB
- 文档页数:85



cmt技术方案
CMT技术方案是一种先进的焊接技术方案,它采用典型的直流脉冲焊接波形,具有低热输入、高能量利用率、低飞溅、高焊后工件表面质量、低金属损失等特点。
CMT技术方案的工作原理是通过精确控制焊接热输入和焊接
速度,实现对焊接过程的高效控制,同时采用先进的焊接工艺和材料,提高焊接质量和可靠性。
CMT技术方案的应用范围非常广泛,适用于各种金属材料的焊接,如不锈钢、碳钢、铝合金等。
在汽车制造业中,CMT技术方案被广泛应用于汽车
零部件的焊接,如车门、车架、发动机等部件的焊接。
此外,CMT技术方
案还可应用于建筑、电力、航空航天、船舶等行业的焊接领域。
CMT技术方案的优势在于其高效、高质量的焊接效果,能够大大提高生产
效率和产品质量。
同时,CMT技术方案还具有低烟尘、低有害气体排放等
特点,有利于环境保护和职业健康。
此外,CMT技术方案的适用范围广,
可以根据不同的材料和工艺要求进行定制化解决方案,满足不同领域的需求。
总之,CMT技术方案是一种高效、高质量、环保的焊接技术方案,具有广
泛的应用前景和市场需求。
通过不断的技术创新和应用拓展,CMT技术方
案将会在更多的领域得到应用和推广。

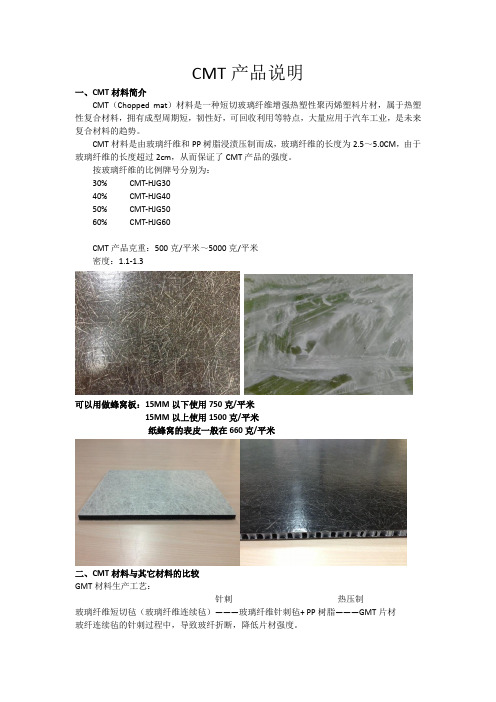
CMT产品说明一、CMT材料简介CMT(Chopped mat)材料是一种短切玻璃纤维增强热塑性聚丙烯塑料片材,属于热塑性复合材料,拥有成型周期短,韧性好,可回收利用等特点,大量应用于汽车工业,是未来复合材料的趋势。
CMT材料是由玻璃纤维和PP树脂浸渍压制而成,玻璃纤维的长度为2.5~5.0CM,由于玻璃纤维的长度超过2cm,从而保证了CMT产品的强度。
按玻璃纤维的比例牌号分别为:30% CMT-HJG3040% CMT-HJG4050% CMT-HJG5060% CMT-HJG60CMT产品克重:500克/平米~5000克/平米密度:1.1-1.3可以用做蜂窝板:15MM以下使用750克/平米15MM以上使用1500克/平米纸蜂窝的表皮一般在660克/平米二、CMT材料与其它材料的比较GMT材料生产工艺:针刺热压制玻璃纤维短切毡(玻璃纤维连续毡)———玻璃纤维针刺毡+ PP树脂———GMT片材玻纤连续毡的针刺过程中,导致玻纤折断,降低片材强度。
CMT材料生产工艺:热压制玻璃纤维短切毡(玻璃纤维连续毡)+ PP树脂胶膜———CMT片材玻璃纤维粗纱切断,铺毡,同PP胶膜复合,热压,形成CMT片材,极大保证了玻纤长度,从而保证较高的刚性。
LFT材料生产工艺:喂入螺杆喂入螺杆现场压制玻璃纤维(短切)————+ PP树脂————螺杆挤出团料————LFT片材玻纤进螺杆时很大程度被切断至不足1cm,但是同GMT,CMT比较,玻纤和树脂的浸渍较为充分,所以表面浮纤现象要优于GMT和CMT。
三、CMT产品成型工艺:工艺参数:三、CMT模压产品试验数据:。

cmt焊接工艺
"CMT" 是Cold Metal Transfer(冷金属传递)的缩写,是一种由Fronius公司开发的先进的焊接工艺。
CMT焊接工艺主要用于对热敏感性较高的材料进行焊接,尤其是对铝和其他合金的焊接,以及对薄板的焊接。
以下是CMT焊接工艺的一些特点和步骤:
特点:
1.低热输入:CMT焊接工艺的特点之一是低热输入,这有助于
减少对焊接材料的热影响,特别适用于薄板和热敏感性材料。
2.高精度:CMT焊接能够提供高精度的焊接,因为焊接时金属
以一个精确的速度传递,有助于控制焊接过程。
3.减少飞溅:相对于传统的MIG/MAG焊接,CMT焊接减少了飞
溅的问题,这降低了后续工艺的复杂性。
4.适用于薄板:由于其低热输入和高精度,CMT焊接工艺特别
适用于对薄板的焊接。
5.逆变电源:CMT焊接通常使用逆变电源,这使得焊接过程更
为灵活和可控。
步骤:
1.设定参数:根据具体的焊接任务和焊接材料,设定CMT焊接
机的参数,包括电流、电压、传递速度等。
2.准备工作:清理并准备待焊接的材料表面,确保焊接区域干净,
并进行适当的夹持或定位。
3.启动焊接:开始焊接时,CMT焊接机会控制电流和传递速度,
使得金属以一种特殊的方式传递,从而实现精确控制的焊接。
4.焊接完成:完成焊接后,等待焊接区域冷却,然后进行必要的
清理和处理。
CMT焊接工艺由于其低热输入和高精度的优势,逐渐在一些特殊焊接应用中得到了广泛应用。
在应用CMT焊接工艺时,建议根据具体的焊接任务和材料要求,进行仔细的参数设定和实施。
CMT焊接工艺及其应用一、冷金属过渡(CMT)焊概述:1、意义:冷金属过渡技术 (CMT)是近年来焊接工艺的一次突破,其创造性地将焊丝运动与熔滴过渡过程相结合,实现了低能耗、高品质的焊接。
2、特点:(1)、良好的电弧稳定性:CMT焊接系统送丝过程受控并且和电弧过程相结合,可以机械检测弧长并快速调节,这使得CMT的电弧非常的稳定。
(2)、精确的能量输入控制:CMT技术实现了无电流状态下的熔滴过渡。
当短路电流产生,焊丝即停止前进并自动地回抽。
在这种方式中,电弧自身输入热量的过程很短,短路发生,电弧即熄灭,热输入量迅速地减少,可以获得最低能量的输入。
(3)、优异的搭桥能量输入:CMT技术具有优异的电弧稳定性和精确的低能量输入,具有优异的搭桥能力,对装配间隙和错边的要求低,根焊焊道也可以获得很好的的背面成型(4)、更快的焊接速度:CMT过渡的频率高达60—70 Hz,焊丝主动回抽促进熔滴的脱落,焊接速度可达450—600 mm/min,能够明显地提高焊接效率。
3、应用:(1)、材料应用领域:CMT技术拥有广泛的应用领域。
几乎可以应用与所有已知的材料。
(2)、行业应用:机车制造行业、航天领域、桥梁和钢结构。
二、CMT工艺原理及设备:2.1、CMT工艺原理:(1)、数字式焊接控制系统感知电弧生成的开始时间,自动降低焊接电流,直到电弧熄灭,并调节脉冲式的焊丝输送,这种脉冲式焊丝输送有效改善了焊丝熔滴的过渡。
(2)、在熔滴从焊丝上滴落之后,数字控制系统再次提高焊接电流,并进一步将焊丝向前送出。
之后重新生成焊接电弧,开始新一轮的焊接过程。
(3)、或者说系统监测到一个短路信号,就会反馈给送丝机,送丝机作出回应回抽焊丝,从而使得焊丝与熔滴分离,使熔滴在无电流状态下过渡(70HZ)。
2.2、CMT与传统短路焊接工艺比较:CMT焊与普通 GMAW 有三个最大的不同:(1)、将焊丝运动与焊接过程相结合:在焊丝前行过程中,一旦数字过程控制器检测到短路电流,便控制送丝机构回焊丝,以促成焊丝与熔滴的分离。
cmt的发展历程CMT(Country Music Television)是一家专门播放乡村音乐和相关音乐录像的电视频道。
它成立于1983年,经过多年的发展,已成为美国最受欢迎的音乐频道之一。
CMT的发展历程可以追溯到上世纪80年代初。
当时,纳什维尔成为乡村音乐的中心,越来越多的音乐家和音乐制作人聚集在这里。
为了推广乡村音乐,MTV(Music Television)与WVGN(Warner-Amex Satellite Entertainment)合作创办了CMT。
创办初期,CMT主要通过有限的有线电视网络传播音乐视频。
随着时间的推移,CMT不断扩大其影响力和观众群体。
1991年,CMT在全美范围内进行了重新定位和全新的节目调整。
节目的内容变得更加丰富多样,包括乡村音乐新闻、访谈、音乐视频以及音乐会直播。
此外,CMT还开始制作一些真人秀节目,展示了乡村音乐家的生活和事业。
这些改变使CMT成为一个更加全面和多元化的音乐频道,吸引了更多的观众。
随着互联网的兴起,CMT开始在网络上拓展自己的影响力。
网站的推出使观众能够在任何地方随时随地观看他们喜爱的节目和音乐视频。
此外,CMT还开设了自己的应用程序,方便观众使用移动设备观看他们喜欢的内容。
这种跨平台的传播方式使CMT的影响力迈上了一个新的台阶。
为了与时俱进,CMT还推出了一些贴合当代乡村音乐风格的新节目。
《CMT音乐奖》是CMT推出的一项重要活动,旨在表彰和奖励乡村音乐界的杰出人士。
此外,CMT还举办了一些音乐节和现场音乐会,为观众提供了独特的音乐体验。
CMT的成功不仅体现在观众数量上,还在于其股东的认可。
2001年,Viacom公司宣布收购CMT。
这一收购使CMT得以在全球范围内扩大其业务,并提供更多的经济支持。
随后,CMT不断推出新的节目和特辑,为观众呈现更加精彩的乡村音乐。
回顾CMT的发展历程,我们可以看到它不仅在技术上不断创新,也在内容上不断丰富多样。