产品换线作业规范
- 格式:docx
- 大小:393.47 KB
- 文档页数:4

1.目标为了适应多品种、小批量产品生产,规范生产切换,特制订本规则。
2.适用范围企业内全部生产线产品切换。
3.职责和权限3.1.物料员(或工段长):依据生产计划提前发出生产所需物料,并对上一个产品物料进行收回、清点并标识,放置在指定区域;3.2.工装管理员:立即提供生产所需要工装、工具等,并对上一个产品所用工装、工具进行收回、清点并标识,放置在指定区域;3.3.车间工艺员(或工段长):立即提供生产所需要作业指导书,并对上一个产品作业指导书进行收回、清点,放置在指定区域;3.4.生产线班长(或工段长):3.4.1.立即查对下一个产品作业指导书、工装及工具正确性;3.4.2.依据产品作业指导书进行工序排布;3.4.3.要求各岗位操作人员将作业指导书悬挂到对应工位上,并将工装及工具摆放到相对应操作台上;3.4.4.生产结束时将产品作业指导书、工装、工具及辅助物料等搜集整理并归还给相关人员。
3.5.生产线职员:配合班长(或工段长)进行相关产品工序切换,在切换产品后做好查对物料确实定工作,同时对本工序作业指导书、工装及相关辅助材料进行查对确定;并完成对产品进行首件自检确定工作;3.6.车间检验员:换线后,查对本产品检验指导书,严格按检验指导书进行产品首件检验确定工作。
如出现生产过程异常问题时立即向上级主管汇报;3.7.车间过程质量工程师:生产过程异常问题立即处理和跟进,直到问题得四处理。
4.定义及缩略词换线:当一个型号产品生产完成后,立即清理生产现场物料、工装及工具等,清理完成后,进入下一个型号产品生产一切准备工作。
5.工作程序及内容5.1.发料及换线准备5.1.1.物料员(或工段长)负责在上一个产品生产完成前半小时准备下一个产品生产所用全部上线物料;5.1.2.工装管理员负责在产品切换前半个小时开始准备下一个产品生产所用工装、工具及相关辅助物料,确保工装、工具及相关辅助物料完好性;5.1.3.车间工艺员(或工段长)负责在产品切换前半个小时开始准备下一个产品生产所需作业指导书。

XXXXXXXXXX(上海)有限公司换线作业管理流程文件编号:版本/版次:A0编制:审批:实施日期:更改记录一、目的为保证产品质量,避免混料,提高生产效率和降低成本,减少不必要的工时浪费,使生产线有章可循,特制定此规范。
二、适用范围适用于公司内部所有生产线的换线操作三、定义换线时间:指前一机种最后一个(台)产品流出到后一机种首件流出之间的时间间隔。
节拍时间:指前工序流到后工序的时间间隔。
标准时间:指一名操作熟练的员工,在正常的工作环境下,按照标准的作业方法及品质完成一个工序从开始到结束的周期时间。
生产全部结束:指本批订单最后一个产品测试、包装完成,所有成品已经处于待检状态。
四、操作步骤4.1 换线前准备4.1.1 生产任何一款产品需严格按标准工时调整好流水线生产节拍;4.1.2 班组长通知发料员按工单将下一款的材料备好放置在专门备货货架上以防混料并将物料品名及料号标识清楚;4.1.3 班组长提前1小时准备好相关的作业指导书和巡检记录单,及清点好工具及辅助是否足够,并确认人数是否和将生产产品的人数配制相同,并同时考虑人员如何调配;4.1.4 班组长提前30分钟从产线头走到产线尾,通知员工将要转产的型号;4.1.5 领料员提前5-10分钟准备好将转产型号的物料放于相关岗位附近货架,并标示料号。
4.2 清线4.2.1 上一个产品生产全部结束后作业员将所有成品做好标识并转移到成品待检验区域;4.2. 2 上一个产品生产全部结束后作业员将所有剩余原材料放到指定原材料货架;4.2.4 上一个产品生产全部结束后班组长统计好成品不良品数量,与制造工程师及质量工程师一起确定是在线返修还是暂时隔离待分析;A.在线返修:在线返修后须重新进行测试,返修下来的原材料不良品放到原材料不良品盒;B. 隔离分析:需要先隔离然后分析的需要将不良成品做好标识转移到指定不良品区域;4.2.3 上一个产品生产全部结束后所有工序作业员将原材料不良品交给班组长,班组长统一将原材料不良转移到不良品专用货架,质量部确认报废还是退回供应商;4.2.4,以上工作完成后由班组长从头走到产线尾每道工序逐一进行确认,确保所有成品、原材料不良品及成品不良品都已经清理方可通知作业员进行下一个产品的生产。

1. 目的: 为了配合产销生产计划之安排,并能确保准时交货.但为了避免在换线时因各方面的疏忽而将不良的产品或另组件出货到客户,现规定生产线换线及停线管理办法:2.适用范围:整个生产制程3. 权责:3.1新生产或换线:生产,技术,质检共同确认。
3.2质检负责异常处理及效果确认4. 作业内容:4.1、换线时注意事项4.1.1在换到另一条生产线前,作业员必须确认各自的工作是否已完成.4.1.2在线组长分组长协助确认作业员是否已完成.4.2、正常停线时注意事项4.2.1休息时正常停线:每站作业员将“未作业”或“未作业”的标示牌(见参考样品)放于当前作业的机器上.4.2.2下班时正常停线:4.2.2.1如果机种未投完,每站作业员将”未作业”的标示牌放于当前作业的机器上.4.2.2.2如果机种已投完,作业员整理各自工作站之物品,并注意5S.4.3、换线或正常停线后重新开线注意事项4.3.1作业员确认之前型号产品是否生产完成,需确保现场无混产品的前提下方可换线.4.3.2如果是换线则检查物料是否符合规格,治具是否正常是否正确等各项目.4.3.4如发现问题及时反馈给组长或分组长.不良品不得流入下一工程,必须放置于不良品专区.4.4、异常停线之管理办法:4..4.1停线生产通知单发出的时机:4.4.1.1制程或发现不良零件流入生产线,相同零件有三件以上不良或不同样不良点连续 5台以上时, 即发出异常问题点单 .即由主管召集各责任单位主管如制造、技术、、异常处理对应。
同时由主管下达停产指令并发出质量异常《停线通知单》、填写《8D改善报告》。
4.4.1.2 制程或发现不良零件流入生产线 , 若相同零件不良率达1%以上,即由主管召集各责任单位主管如制造、技术、、异常处理对应。
同时由主管下达停产指令并发出《停线通知单》、《8D 改善报告》。
4.4.1.3制程或发现制造产品质量无法满足质量目标要求而有以下情形时需发出《停线通知单》、填写《8D 改善报告》。
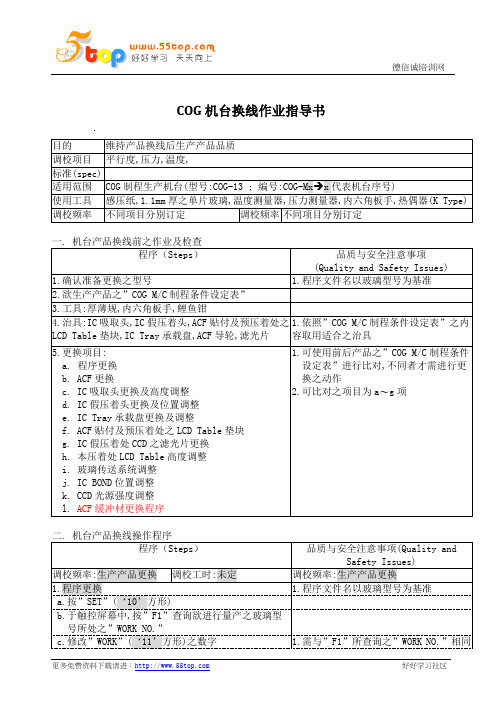
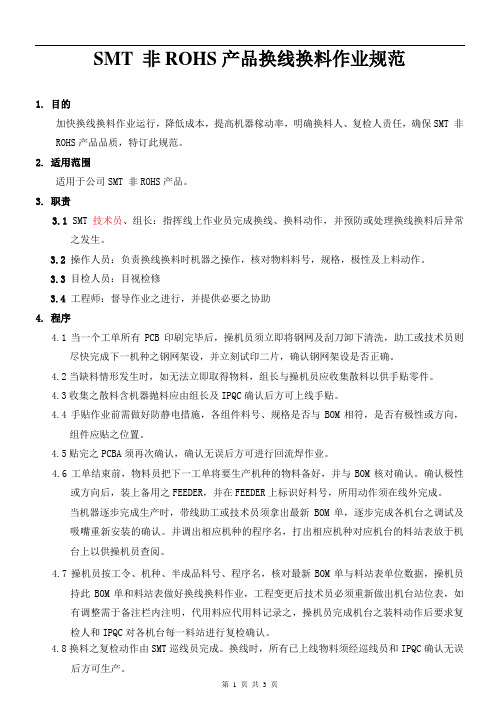
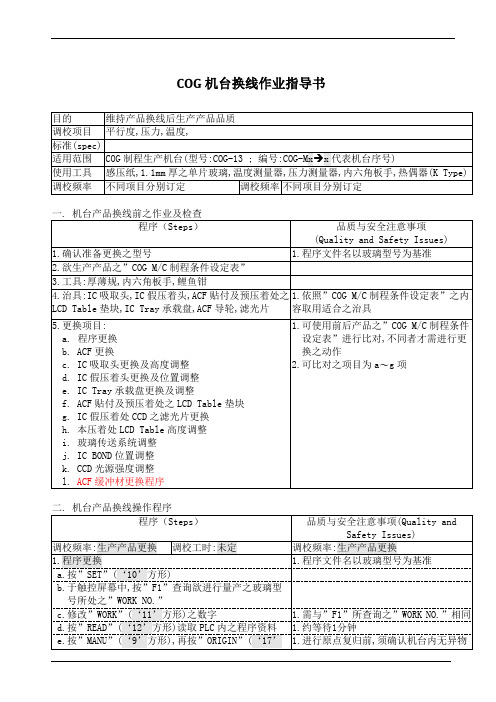
SMT 非ROHS产品换线换料作业规范1.目的加快换线换料作业运行,降低成本,提高机器稼动率,明确换料人、复检人责任,确保SMT 非ROHS产品品质,特订此规范。
2.适用范围适用于公司SMT 非ROHS产品。
3.职责3.1 SMT技术员、组长:指挥线上作业员完成换线、换料动作,并预防或处理换线换料后异常之发生。
3.2 操作人员:负责换线换料时机器之操作,核对物料料号,规格,极性及上料动作。
3.3 目检人员:目视检修3.4 工程师:督导作业之进行,并提供必要之协助4.程序4.1当一个工单所有PCB印刷完毕后,操机员须立即将钢网及刮刀卸下清洗,助工或技术员则尽快完成下一机种之钢网架设,并立刻试印二片,确认钢网架设是否正确。
4.2当缺料情形发生时,如无法立即取得物料,组长与操机员应收集散料以供手贴零件。
4.3收集之散料含机器抛料应由组长及IPQC确认后方可上线手贴。
4.4手贴作业前需做好防静电措施,各组件料号、规格是否与BOM相符,是否有极性或方向,组件应贴之位置。
4.5贴完之PCBA须再次确认,确认无误后方可进行回流焊作业。
4.6工单结束前,物料员把下一工单将要生产机种的物料备好,并与BOM核对确认。
确认极性或方向后,装上备用之FEEDER,并在FEEDER上标识好料号,所用动作须在线外完成。
当机器逐步完成生产时,带线助工或技术员须拿出最新BOM单,逐步完成各机台之调试及吸嘴重新安装的确认。
并调出相应机种的程序名,打出相应机种对应机台的料站表放于机台上以供操机员查阅。
4.7操机员按工令、机种、半成品料号、程序名,核对最新BOM单与料站表单位数据,操机员持此BOM单和料站表做好换线换料作业,工程变更后技术员必须重新做出机台站位表,如有调整需于备注栏内注明,代用料应代用料记录之,操机员完成机台之装料动作后要求复检人和IPQC对各机台每一料站进行复检确认。
4.8换料之复检动作由SMT巡线员完成。
换线时,所有已上线物料须经巡线员和IPQC确认无误后方可生产。
一、目的为提高生产效率和降低成本,减少不必要的工时浪费,使生产线有章可循,特制定此规范。
二、适用范围适用于公司内部所有拉线的换线操作三、定义换线时间:指前一机种最后一个(台)产品流出到后一机种首件流出之间的时间间隔。
节拍时间:指前工序流到后工序的时间间隔。
标准时间:指一名操作熟练的员工,在正常的工作环境下,按照标准的作业方法及品质完成一个工序从开始到结束的周期时间。
四、操作步骤4.1 换线前准备4.1.1 生产任何一款产品需严格按标准工时调整好流水线生产节拍;4.1.2 生产线至少需提前4小时以书面形式通知PE做好样机及相关工治具;4.1.3 提前2小时把将要生产的产品的所有物料备好,并将物料标识清楚;4.1.4 拉长提前1小时准备好相关的SOP,及清点好工具是否足够,并确认人数是否和将生产产品的人数配制相同,并同时考虑人员如何调配;4.1.5 拉长提前30分钟从拉头走到拉尾,通知员工将要转产的型号,并观察生产线上是否有堆积及不良品,如有须尽快处理并要求前后工序人员有效地配合以尽快完成上一款装配;4.1.6 上料员提前5-10分钟准备好将转产型号的物料放于相关岗位附近处。
4.2 换线中4.2.1 当拉头投完最后一台机时,中间间隔3-5分钟投入转产的产品,在此期间,要求员工迅速整理自己区域内的5S;4.2.2 助拉同时将上一产品的SOP收好,并放上新的SOP,让员工能在此间隔内了解自己本工位的作业内容;4.2.3 拉长按照产品流程图负责排拉,由上料员负责摆放好各工位的物料;4.2.4 助拉负责上一款产品的清尾工作,同时统计好未清尾数量并做好相关记录。
4.3 换线后4.3.1 换线完后由助拉负责上一款产品的不良品跟踪,统计好缺料数量,并尽快申请补料;4.3.2 拉长将拉速调整与所生产产品相对应的节拍,再重新确认所排工位是否合理,并作相应调整。
五、注意事项。
产品换线程序文件一、简介产品换线程序文件是指在生产过程中,为了满足不同产品的生产需求,需要对设备进行换线操作的相关文件。
换线程序文件记录了换线的步骤、注意事项以及相关参数的设置,旨在保证换线过程的准确性和高效性。
二、作用产品换线程序文件的主要作用如下:1. 指导操作人员进行换线操作:换线程序文件详细描述了换线的步骤和要点,可以作为操作人员进行换线操作的指导依据,减少换线错误的发生。
2. 提高换线效率:通过明确的步骤和要求,换线程序文件帮助操作人员快速高效地完成换线操作,从而节约生产时间,提高生产效率。
3. 减少换线错误的发生:换线程序文件对换线过程中的关键环节、参数设置等进行了详细说明,帮助操作人员避免常见的换线错误,提高换线操作的准确性和稳定性。
三、内容要点一个完整的产品换线程序文件应包括以下内容要点:1. 换线前的准备工作:描述换线前需要完成的准备工作,包括清洁设备、检查设备状态、备件准备等。
2. 换线步骤和顺序:详细描述换线的步骤和换线的顺序,确保换线操作按照正确的顺序进行。
3. 参数设置:对于设备换线需要设置的参数,列出具体数值或范围,并说明设置的依据和注意事项。
4. 换线过程中的注意事项:列举换线过程中需要特别注意的事项,如避免混料、防止交叉污染等。
5. 换线结果的确认和验证:描述换线完成后应进行的结果确认和验证步骤,确保换线结果符合要求。
6. 异常处理:在换线过程中可能遇到的异常情况和应对方法进行说明,帮助操作人员快速妥善地处理异常情况。
四、编写要求为了确保产品换线程序文件的有效性和实用性,应符合以下编写要求:1. 清晰明了:使用简洁的语言和条理清晰的描述,确保操作人员容易理解和准确执行。
2. 完整细致:尽可能详细地描述换线步骤和要点,不遗漏任何关键环节,确保换线操作的全面性。
3. 规范统一:统一使用公司规定的格式和标准术语,保持文件的规范统一性。
4. 实际可行:根据实际操作情况编写,对于可能遇到的问题给出实际的解决方法,并注明应对措施的有效性和安全性。
产品换线管理规范(ISO9001:2015)1. 目的:为了降低换线的工时损失,快速提升换线后的产能,并通过快速换线提升管理技能,增强公司竞争力,特制定此办法。
2. 适用范围:公司所有生产线。
3. 目标:每个工段20分钟完成快速换线。
4. 职责:生产车间:负责待换线产品所需工程文件、治工具及物料的领用,并执行换线工作。
品质部:负责确认待换线产品的工程文件及所用物料的正确性,并做首件检查确认。
生产工程部:负责待换线产品所需生产设备、治工具的提前申购、维修与调试。
PC、MC:负责生产计划的制定、采购物料进度的跟进以及最终上线生产安排。
5. 生产换线作业程序5.1由PC制定出较为准确的生产计划,MC跟进产品所需物料的采购进度,确保产品能够依生产计划如期上线生产。
5.2物料员至少提前4小时将待换线产品所需的物料领到生产线。
车间班组长需及时对下一生产订单物料的到位情况进行清点,及时与物料员进行沟通。
车间至少提前4小时先做两台整机,全部是合格的,一台作为首件,一台留在拉线。
IPQC或QA将首件合格的产品贴上绿色样品标签,并将样品置于生产线的样品放置区,以供后续生产参考。
同时将首件确认结果填入《首件确认单》,并经相关责任人签名确认后由品质部归档。
5.3转线前1小时内,由车间组织将产品生产所用工艺文件、工装夹具准备齐全,并检查工装夹具使用状态,使用人等信息。
确认产品生产所需的工程文件(包括SOP、作业流程等)、生产设备及治工具是否已准备齐全。
如果没有则尽快发行相关文件或填单请购相关的生产设备或治工具。
5.4转产前2小时,车间班组长负责及时清点车间在制品的生产状态,及时与车间物料员保持紧密联系,及时解决因品质问题、数量短缺问题而需更换、补充的物料,及时清理生产尾数。
5.5 IPQC至少提前2小时根据BOM表核对发放到生产线的物料实物(包括辅料)是否正确(关键元器件核对内容包括料号、描述、供应商等),如有异常则及时通知相关人员处理。
文件标准:GB/T 19001-2008 GB/T 24001-2004
1.目的
为了降低转换机种的工时损失,减少错误,并通过快速换线提升产能和品质。
2.适用范围
生产制造下属生产车间所有的生产线体的机种切换。
3.工作程序(流程)
注
1> 由计划部提前至少32小时将次日生产任务发生产车间主管确认;
2> 生产车间主管接到生产任务后,需要根据车间实际生产进度进行新排单审核;
3> 生产班组接到生产任务后,需要立即按照文件内容执行生产准备;
4>最终将生产数据写入日报,交由车间统计汇总输出。
4.机种切换定义
4.1机种切换过程指从一个机种的生产转换到另一个机种生产的过程。
类别部门XXXXXXXXX部修订日期2016/07/09 机密等级一般
文件名称产品换线作业规范
版本号A/0
页次/页数第4页共4页
4.2切换过程分类
4.2.1设备切换过程:指单项设备进行操作功能转换的过程.包括更换模具,控制程序设置矫正,辅助设
备连接,流水线调整宽度,产品试样等过程。
4.2.2工位切换过程:指单个工位为满足下一个机种的生产需要而进行的材料,文件,工装夹具等生产
物品器具的准备过程。
4.2.3工序切换过程:指由不同工位及设备组合而成的生产功能段整体进行机种切换的过程。
5.工序定义
5.1常规操作生产线
5.1.1 AI:从取裸板PCB板上机到最后一颗物料生产结束;
5.1.2 RI: 从取半成品PCB板(已完成卧式机插的产品)上机到最后一颗物料生产结束;
5.1.3 SMT: 从取半成品PCB板(已完成卧式或立式机插的产品)上机到回流焊后检验生产功能段;
5.1.4手插工序:从取半成品PCB板(已完成机插和贴片工序的产品)工位到一测最后一个工位所组成的
生产功能段;
5.1.5组装工序:从一测后的第一个工位到装箱工位所组成的生产工段;
5.1.6包装工序:从放半成品 (已老化或按规定不需老化的产品)工位到产品装入成品箱工位所组成的
生产功能段;
5.2切换点定义:每个工序的最后一个工位
5.3切换时间定义:前一机种最后一PNL(PCS)的产品完成到后一机种第一PNL(PCS)的产品开始生
产之间的时间。
5.4实施方法
6.相关文件
<暂无>
7.相关记录
7.1《光源总装首件确认单》QA1-2-(002)
7.2《光源包装首件确认单》QA1-2-(003)。