第二章工件在夹具中定位
- 格式:ppt
- 大小:640.00 KB
- 文档页数:31

第二章工件在夹具中的定位§2.1 概述1.定位的概念本门课研究的是专用夹具,定位就专门研究工件在专用夹具中的定位,而专用夹具加工的是一批工件,所以定位就专门研究一批工件在专用夹具中的定位。
由工艺课中所讲定位的概念来分析:定位:工件加工前,在机床或夹具中占据某一正确加工位置的过程。
↓工件加工前,在夹具中占据某一正确加工位置的过程。
↓指一批工件先后装到夹具中,都能占据一致正确加工位置的过程。
↓一致在坐标系中就是确定定位:工件加工前,在夹具中占据“确定”、“正确”加工位置的过程。
怎样才算“确定”、“正确”,是本章要讲的主要内容。
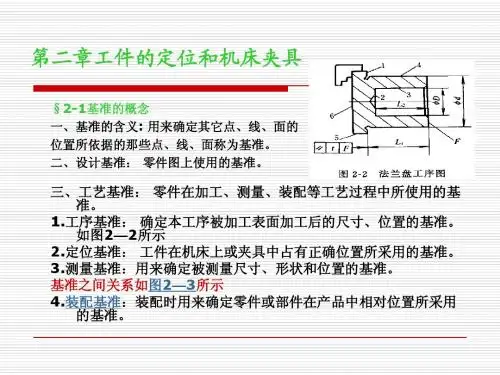
2.基准的概念⑴基准:零件上用以确定其它点、线、面位置所依据的要素(点、线、面)。
⑵设计基准:在零件图上用以确定点、线、面位置的基准。
由产品设计人员确定。
⑶工序基准:工序图上用以确定被加工表面位置的基准。
查找:首先找到加工面,确定加工面位置的尺寸就是工序尺寸,其一端指向加工面,另一端指向工序基准。
见图2.1所示键槽为加工面,h、L 、为三个方向的工序尺寸,三个方向上的中心线为工序基准。
工序基准由工艺人员确定。
⑷定位基准:确定工件在夹具中位置的基准,即与夹具定位元件接触的工件上的点、线、面。
当接触的工件上的点、线、面为回转面、对称面时,称回转面、对称面为定位基面,其回转面、对称面的中心线称定位基准。
定位基准由工艺人员确定,是工序图上标“”所示的基准(定位基准的标注形式见附表1)。
(5) 对刀基准:确定刀具相对夹具(工件)位置的夹具上的基准,一般选与工件定位基准重合的夹具定位元件上的要素为对刀基准。
3.工件尺寸精度获得的方法⑴试切法:试切→测量→调刀,反复进行,达到要求,工件单件加工时用。
⑵定尺寸刀具法:由刀具尺寸确定加工要素尺寸。
⑶调整法:事先调整好刀具与工件(夹具)的相对位置,在加工一批工件过程中,刀具位置不变。
本门课中涉及尺寸精度获得的方法一般视为调整法。
⑷自动控制法:通过自动控制机床、刀具的运动,达到尺寸精度的方法。