第三章-工件在夹具中的夹紧
- 格式:ppt
- 大小:2.84 MB
- 文档页数:62
机床夹具设计讲稿目录1 机床夹具概述1.1 工件的装夹与机床夹具1.2 夹具的分类与作用1.3 机床夹具设计研究的内容2 工件在夹具中的定位2.1 工件定位原理2.2 定位元件的选择与设计2.3 定位误差的分析与计算2.4 工件定位方案设计及定位误差计算举例3 工件在夹具中的夹紧3.1 夹紧装置的组成及其设计要求3.2 夹紧力的确定3.3 夹紧机构设计3.4 夹紧动力装置设计3.5 夹紧装置设计实例4 夹具在机床上的定位、对刀和分度4.1 夹具在机床上的定位4.2 夹具在机床上的对刀4.3 夹具的转位和分度装置5 各类机床夹具的结构特点5.1 钻床夹具5.2 镗床夹具5.3 铣床夹具5.4 车床和圆磨床夹具5.5 齿轮加工机床夹具6 可调夹具及组合夹具设计6.1 概述6.2 通用可调夹具和成组夹具6.3 组合夹具7 机床夹具的设计方法及步骤7.1 机床夹具设计的一般步骤7.2 机床夹具设计举例7.3 机床夹具计算机辅助设计简介7.4 夹具体的设计7.5 夹具结构的工艺性3 工件在夹具中的夹紧工件在夹具中的装夹是由定位和夹紧这两个过程紧密联系在一起的。
定位问题在上一章讨论过,其目的在于解决工件的定位方法和保证必要的定位精度。
仅仅定好位,在大多数场合下,还不能进行加工。
只有进而在夹具上设置相应的夹紧装置对工件实行夹紧,才能完成工件在夹具中装夹的全部任务。
夹紧装置的基本任务就是保持工件在定位中所获得的既定位置,以便在切削力、重力、惯性力等外力作用下,不发生移动和振动,确保加工质量和生产安全。
有时工件的定位是在夹紧过程中实现的,正确的夹紧还能纠正工件定位的不正确位置。
本章主要讨论有关夹紧装置设计和计算方面的基本问题。
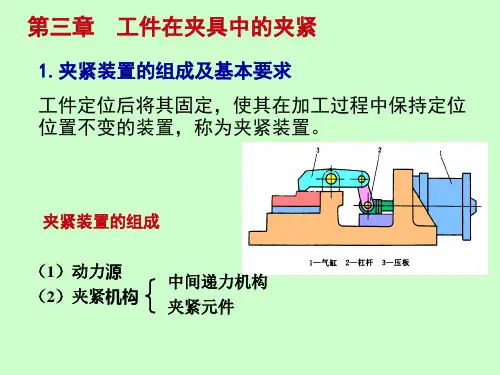
3.1 夹紧装置的组成及其设计要求(1)夹紧装置的组成一般夹紧装置由下面两个基本部分组成:1)动力源即产生原始作用力的部分。
如果用人的体力对工件进行夹紧,称为手动夹紧;如果用气动、液压、气液联合、电动以及机床的运动等动力装置来代替人力进行夹紧,则称为机动夹紧。
第3章工件定位与夹紧一.简答题:3-1.工件在夹具中定位、夹紧的任务是什么?定位:把工件装好,就是在机床上使工件相对于刀具及机床有正确的位上加工置。
工件只有在这个位置上接受加工,才能保证被加工表面达到所要求的各项技术教育要求。
夹紧:把工件夹牢,就是指定位好的工件,在加工过程中不会受切削力、离心力、冲击、振动等外力的影响而变动位置。
3-2.一批工件在夹具中定位的目的是什么?它与一个工件在加工时的定位有何不同?3-3.何谓重得定位与欠定位?重复定位在哪些情况下不允许出现?欠定位产生的后果是什么?欠定位:按照加工要求应该限制的自由度没有被限制的定位称为欠定位。
欠定位是不允许的。
因为欠定位保证不了加工要求。
重复定位:工件的一个或几个自由度被不同的定位元件重复限制的定位称为过定位。
当过定位导致工件或定位元件变形,影响加工精度时,应该严禁采用。
但当过定位并不影响加工精度,反而对提高加工精度有利时,也可以采用。
3-4.辅助支承起什么作用?使用应注意什么问题?生产中,由于工件形状以及夹紧力、切削力、工件重力等原因可能使工件在定位后还产生变形或定位不稳定。
常需要设置辅助支承。
辅助支承是用来提高工件的支承刚度和稳定性的,起辅助作用,决不允许破坏主要支承的主要定位作用。
各种辅助支承在每次卸下工件后,必须松开,装上工件后再调整和锁紧。
由于采用辅助支承会使夹具结构复杂,操作时间增加,因此当定位基准面精度较高,允许重复定位时,往往用增加固定支承的方法增加支承刚度3-5.选择定位基准时,应遵循哪些原则?定位时据以确定工件在夹具中位置的点、线、面称为定位基准。
定位基准有粗基准和精基准之分。
零件开始加工时,所有的面均未加工,只能以毛坯面作定位基准,这种以毛坯面为定位基准的,称为粗基准,以后的加工,必须以加工过的表面做定位基准,以加工过表面为定位基准的称精基准。
在加工中,首先使用的是粗基准,但在选样定位基准时,为了保证零件的加工精度,首先考虑的是选择精基准,精基准选定以后,再考虑合理地选择粗基准。
机床夹具设计第三章机床夹具设计教学时数:计划14学时教学目的:1、掌握定位误差计算2、掌握夹紧力计算3、掌握专用夹具设计要点,灵活运用定位元件和夹紧机构,根据生产实际和可能设计专用夹具。
教学重点: 1、工件的定位及定位误差计算2、工件的夹紧及夹紧力计算3、夹具的设计及装置合理选择。
教学难点: 1、定位误差计算中基准不重合误差和基准位移误差的计算和分析2、工件的受力分析及夹紧力的计算。
第一节概述一、夹具的功能和分类1.机床夹具的功用:实现工件定位和夹紧;使工件加工时相对于机床刀具有正确的位置;以保证工件的加工精度。
图3-1:异形杠杆简图图3-2:车床夹具异形杠杆加工需限制的自由度?工件用何定位元件限制了哪些自由度?为何V型块2固定,V形块6可调?且V型块2和V型块6开口方向不同?图3-3:盖板简图图3-4:钻床夹具盖板钻孔(通,盲孔)应限制自由度?夹具用何定位元件来限制各自由度?这里圆柱销,挡销,菱形销,各起什么作用?这里用左侧面和后侧面定位,是否用右侧面和前侧面定位?为什么?机床夹具在加工中的作用:保证加工精度;提高劳动生产率;改善工人劳动条件;降低生产成本;扩大工艺范围。
2、机床夹具的分类和发展(1)分类图3-5: 机床夹具的分类按使用范围和特点分:通用夹具、专用夹具、组合夹具、可调夹具按使用的机床分:车床夹具、铣床夹具、钻床夹具、镗床夹具。
(2) 发展应适用于产品品种和更新换代快的要求,其方向为柔性化、精密化、高效、自动化。
二、夹具的组成1.定位元件定位:使工件在夹具中占据正确的位置。
2.夹紧装置压紧夹牢:使工件不应受力而脱离已占据的正确位置。
3.夹具体基础件4.其它装置分度装置、对刀装置、导向元件、连接元件。
第二节工件在夹具中的定位夹具设计的任务:首先是选择和设计相应的定位元件来实现工序图上(工艺文件)所要求的定位方案。
主要定位面:主要限位面:一、工件以平面定位1.主要支承:限制工件自由度,起定位作用。
第一章机床夹具基础知识第一节机床夹具概述一、填空题1.根据机械工艺规程要求,在加工中,用来正确地确定工件及刀具的相对位置,并且合适而迅速地将它们夹紧的一种机床附加装置称为机床夹具。
2.通常,习惯于把夹具按其通用化程度分为通用夹具、专用夹具、拼装夹具三个大类。
3.机床夹具一般由定位装置、夹紧装置、夹具体三大主要部分组成。
4.根据不同的使用要求,机床夹具还可以设置对刀装置、刀具引导装置、回转分度装置及其他辅助装置。
5.按夹具适用的机床及其工序内容的不同,可以把夹具分为钻床夹具、铣床夹具、车床夹具、磨床夹具、镗床夹具、齿轮加工机床夹具、电加工机床夹具、数控机床夹具等。
二、选择题:1.工件在机床上加工时,通常由夹具中的(A)来保证工件相对于刀具处于一个正确的位置。
A.定位装置B.夹具体C.夹紧装置D.辅助装置2.机用平口钳是常用的(B)。
A.专用夹具B.通用夹具C.拼装夹具D.组合夹具3.下列夹具中,(D)不是专用夹具。
A.钻床夹具B.铣床夹具C.车床夹具D.三爪自定心卡盘4..(A)是夹具的核心部分。
A.定位装置B.夹紧装置C.夹具体D.V型块5.(A)是由预先制造好的各类标准元件和组件拼装而成的一类新型夹具。
A.拼装夹具B.专用夹具C.通用夹具C.数控机床夹具6.在机床夹具中,V形块通常作为(D)使用。
A.夹具体B.夹紧装置C.辅助装置D.定位元件7.下列说法中,(C)不正确。
A.一般情况下,机床夹具担负着工件在夹具中的定位和夹紧两大功能。
B.夹具相对机床和刀具的位置正确性,则要靠夹具与机床、刀具的对定来解决。
C.工件被夹紧后,就自然实现了定位。
D.定位和夹紧是两回事。
三、判断题:1.一般来说,通用夹具是机床夹具中的主要研究对象。
(×)2.工件安装时,采用找正定位比采用夹具定位效率更高,精度更高。
(×)3.机床夹具只能用于工件的机械加工工序中。
(×)4.夹具体是整个夹具的基础和骨架。
夹具设计习题及答案第⼀单元夹具设计概论课后习题:1.何为机床夹具?2.机床夹具有哪些部分组成?3.机床夹的分哪⼏类,各种类型的数控机床适⽤场合?4. 机械加⼯中夹具的地位?5. 了解⼏中典型机床夹具,说明其⼯作原理?6. 机床夹具有哪些功能和作⽤?7. 机床夹具的应⽤特点:8. 机床夹具发展⽅向?第⼀单元习题参考答案1.答:机床夹具是在机床上所使⽤的⼀种辅助装置,⽤它来准确、迅速地确定⼯件与机床、⼑具间的相对位置,即将⼯件定位及夹紧,以完成加⼯所需要的相对运动。
2. 答:机床夹具的组成部分有:1)定位元件定位元件是夹具的主要功能元件之⼀。
通常,当⼯件定位基准⾯的形状确定后,定位元件的结构也就基本确定了。
2)夹紧装置通常,夹紧装置的结构会影响夹具的复杂程度和性能。
它的结构类型很多设计时应注意选择。
3)夹具体夹具体是夹具的基体⾻架,通过它将夹具所有元件构成⼀个整体。
4)连接元件根据机床的⼯作特点,夹具在机床上的安装连接常有两种形式。
⼀种是安装在机床⼯作台上,另⼀种是安装在机床主轴上。
5)对⼑与导向装置对⼑与导向装置的功能是确定⼑具的位置。
6)其它元件或装置3. 答:1)按夹具的应⽤范围分类通⽤夹具专⽤夹具可调夹具组合夹具⾃动化⽣产⽤夹具2)按夹具使⽤的机床分类由于使⽤夹具的各类机床,其⼯作特点和结构形式不同,对夹具的结构相应地提出不同要求。
因此可按所适⽤的机床把夹具分为车床夹具、铣床夹具、钻床夹具、镗床夹具、磨床夹具、齿轮机床夹具和其他机床夹具等类型。
3)按夹具的夹紧动⼒源分类根据驱动夹具夹紧的动⼒源不同,可把夹具分为⼿动夹具、⽓动夹具、液压夹具、⽓液夹具、电动夹具、电磁夹具、真空夹具等其他类型。
4. 答:(1)保证加⼯精度⽤夹具装夹⼯件时,能稳定地保证加⼯精度,并减少对其它⽣产条件的依赖性,故在精密加⼯中⼴泛地使⽤夹具并且它还是全⾯质量管理的⼀个重要环节。
(2)提⾼劳动⽣产率使⽤夹具后,能使⼯件迅速地定位和夹紧,并能够显著地缩短辅助时间和基本时间,提⾼劳动⽣产率。