汽车涂装车间中央控制室系统功能
- 格式:docx
- 大小:23.61 KB
- 文档页数:8
汽车涂装空调湿度控制方案——中央加湿系统马力窦文章来源:机械工业部第四设计研究院点击数:522 更新时间:2009-7-24在上汽通用五菱的涂装项目中,在空调加湿环节采用了中央加湿系统,在国内尚属首例。
现场使用证明,空调加湿系统的加湿效果明显,操作简便,可以达到较好的经济效益,值得推广应用。
随着我国汽车行业竞争的不断加剧,各汽车厂家都在提高汽车喷涂质量、节约成本方面下功夫,而在涂装车间,如何能够保证喷漆室始终处于一种稳定可靠的喷涂环境,则是保证漆膜质量,有效减少小修率和大返修率,节约成本的重要途径。
机械工业部第四设计研究院在上汽通用五菱项目中,对喷漆室内温、湿度做出了严格的控制,温度控制在±1℃,湿度控制在±5%范围内,为此,设计了一套先进的空调中央加湿系统,从项目投产到现在将近一年的时间内,温、湿度控制都达到了工艺要求的范围,取得了较好的控制效果。
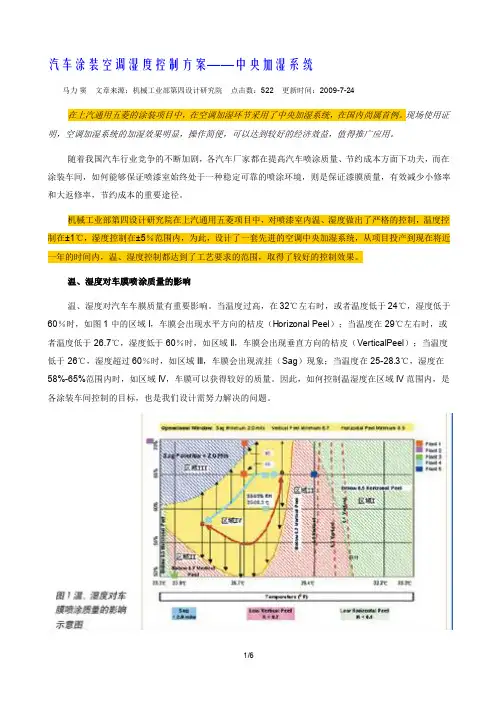
温、湿度对车膜喷涂质量的影响温、湿度对汽车车膜质量有重要影响。
当温度过高,在32℃左右时,或者温度低于24℃,湿度低于60%时,如图1中的区域I,车膜会出现水平方向的桔皮(Horizonal Peel);当温度在29℃左右时,或者温度低于26.7℃,湿度低于60%时,如区域II,车膜会出现垂直方向的桔皮(VerticalPeel);当温度低于26℃,湿度超过60%时,如区域III,车膜会出现流挂(Sag)现象;当温度在25-28.3℃,湿度在58%-65%范围内时,如区域IV,车膜可以获得较好的质量。
因此,如何控制温湿度在区域IV范围内,是各涂装车间控制的目标,也是我们设计需努力解决的问题。
项目简介在上汽通用五菱项目中,喷漆室送风空调共有20万风量空调机组7台,且都在厂房最高层16.5m平台上,如果采用传统的加湿方式,每台空调需在其侧面设置一套加湿泵及一套杀菌装置。
这种分散布置,不仅增加了投资成本,而且增加了工厂以后的管理维护费用。
汽车涂装工艺中控系统的网络结构
吉素红邸琬琪一汽-大众汽车有限公司规划部 吉林 长春 130011
机械工业第九设计研究院 吉林 长春 130011
[摘要]本文针对某公司涂装车间中控室结构特点,详细论述中控系统功能及其发展趋势,同时提出作者几点建议。
[关键词]涂装 ; 中控室系统 ; 拓扑结构 ; 管理型交换机 ; LAN WAN
匿
色的圈,网络交换杉环上节点。
使用环咒点加入不影响整个晖
岂米日_LI信思系统恨务器上实现目视化jk。
涂装车间具有以一廷繁多,热工设备,j
}C¨/I、哪l乃己展’业现场总线标j1已划人员面前的。
汽车涂装控制系统设计概述摘要:汽车制造业是该国经济发展中的主要部门之一,汽车制造厂包括冲压、焊接、涂装和总装四个车间。
汽车涂装车间是汽车生产制造过程中高度自动化的车间。
当今汽车行业的生产方式已经从大批量生产转向定制生产。
传统的汽车生产线已经不能满足汽车的个性化需求。
因此研发了一种基于射频识别和现场总线技术的汽车涂装生产柔性控制系统。
关键词:汽车涂装;控制系统设计;射频识别引言:2020年,全国规模以上工业企业实现营业收入106.14万亿元,比上年增长0.8%,实现利润总额6451.610亿元,增加了4.1。
其中,2020年汽车行业实现营业收入81557.7亿元,比上年增长3.4%,实现利润总额5093.6亿元,比上年增长4%。
国家统计局新闻发言人表示,汽车行业的营业收入仅次于“计算机、通讯等电子设备行业”,在41个行业中排名第二。
具有较快的增长潜力。
汽车产业已成为国家新兴经济体的主要产业之一,中国已成为全球最大的汽车市场和最具竞争力的市场。
因此,汽车制造业的工程技术人员必须掌握核心技术,提高核心竞争力。
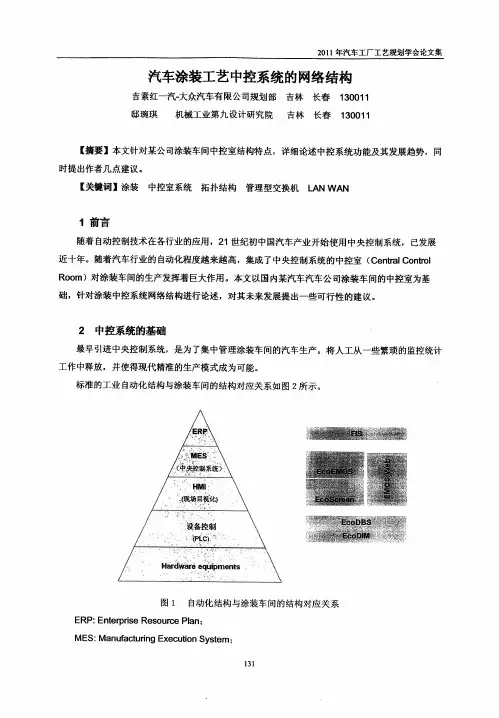
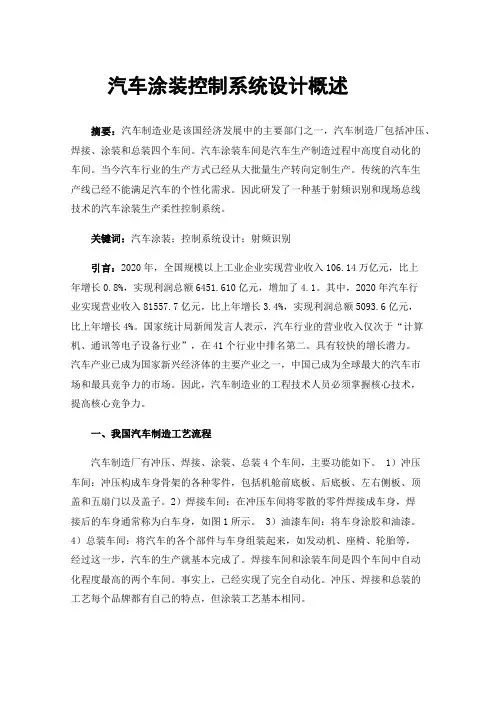
一、我国汽车制造工艺流程汽车制造厂有冲压、焊接、涂装、总装4个车间,主要功能如下。
1)冲压车间:冲压构成车身骨架的各种零件,包括机舱前底板、后底板、左右侧板、顶盖和五扇门以及盖子。
2)焊接车间:在冲压车间将零散的零件焊接成车身,焊接后的车身通常称为白车身,如图1所示。
3)油漆车间:将车身涂胶和油漆。
4)总装车间:将汽车的各个部件与车身组装起来,如发动机、座椅、轮胎等,经过这一步,汽车的生产就基本完成了。
焊接车间和涂装车间是四个车间中自动化程度最高的两个车间。
事实上,已经实现了完全自动化。
冲压、焊接和总装的工艺每个品牌都有自己的特点,但涂装工艺基本相同。
图1 白车身图二、汽车涂装工艺流程汽车涂装的效果主要体现在油漆涂层的效果上,直接影响涂层质量的三个条件是涂层性能、涂层技术和涂层质量管理。
涂层技术和涂层质量控制是涂层性能的先决条件,漆膜的质量不仅取决于涂层本身。
西门子PLC技术在汽车油漆车间中央控制系统中的应用汽车油漆车间中央控制系统,担负着监控车间所有涂装工艺设备系统和输送设备系统的任务。
它监控涂装过程中的重要生产工艺参数和生产设备的运行,以满足工艺质量和保证正常生产节拍的要求。
采用了西门子PLC技术、Profibus现场工业总线技术,来构建该中央控制系统。
本文将从系统概述及分析方面详细论述该系统。
实践证明,该系统达到原设计功能,安全可靠,能确保设备连续、可靠运行,满足高效、有序地组织大批量生产的要求。
一、系统概述及分析-中央控制系统的组成油漆车间中控室中央控制系统的控制对象,主要由两大部分组成:油漆工艺控制系统和输送控制系统。
中央控制系统主要负责监控这两个系统的运行状态,协调这两个系统内各设备动作和这两个系统的之间各设备动作。
油漆工艺和输送系统时刻要按照中央控制系统发出的指令所指示的工作方式运动,同时中央控制系统要时刻监视油漆工艺和输送系统的当前运动状态,按照预期制定的目标及时地进行调整和控制,以达到在中央控制系统的控制作用下,使油漆车间生产汽车涂装产品质量得到充分保证,使生产按照预定的生产节拍进行,使整个车间维持一种正常的生产运行。
a)油漆工艺控制系统油漆工艺控制系统主要是围绕汽车涂装生产中各部分工艺过程,对其设备按照相应工艺要求进行控制和检测。
油漆工艺车间汽车涂装工艺过程主要有预处理、电泳、密封、底漆和面漆等。
油漆工艺控制系统要根据每一项工艺过程的具体工艺要求,通过控制装置PLC控制相应工艺设备和环境设备,例如:预处理和电泳工艺过程中的各种浸槽和喷淋设备,密封、底漆和面漆工艺过程中的喷胶或喷漆房设备和烘房设备,及各个工艺过程中控制温度、湿度、压力和风速的环境设备。
油漆工艺控制系统主要目的是使各个工艺设备和环境设备按照工艺要求正常运行,以保证汽车涂装质量。
b)输送控制系统输送控制系统主要控制油漆车间的输送链和升降运输系统。
它贯穿着油漆车间的汽车涂装生产的全过程,即在输送链和升降机的输送作用下,使轿车白车身以一定的节拍,按照涂装工艺顺序,依次通过汽车涂装各个工艺设备和环境设备,完成相应涂装加工工艺。
汽车涂装车间中央监控系统简介近年来,基于计算机软硬件技术的自动化技术发展到了一个新的水平,并显现出了强劲的生命力和应用前景,可以肯定,基于计算机网络技术的自动控制技术将是今后一段时期的应用主流。
与西方发达国家相比,自动化技术在我国汽车行业的应用总体上处于起步较晚、水平相对落后但发展较快的时期。
为了进一步提高企业的产品质量,增强企业的竞争力,必须进一步加强先进自动化技术的应用程度。
本文通过对计算机中央监控系统在国内某大型汽车厂涂装车间的实际应用情况的介绍,阐述该系统在汽车生产企业的车间生产管理和生产设备的维护中所发挥的重大作用。
系统概述该汽车厂涂装车间生产设备的电控系统总体上采用“集中监视、分散控制”的典型模式,依据这一原则,我们将整个电控系统分为三个层次,即计算机中央监控系统、设备级PLC控制系统和现场级的现场总线系统。
每个层次中使用不同的网络结构及软硬件配置,以实现各自的不同功能。
计算机中央监控系统采取客户机/服务器(Client/Server)的结构方式,使用服务器专门负责与各现场控制器(PLC)的数据通信,直接接收从现场控制器(PLC)发来的有效信息并建立监控系统数据库,同时可以进行系统的开发和系统数据库的更改;设操作员站并作为Cli ent节点,从服务器中读取数据库内的信息,建立显示界面并对设备的运行状况进行实时监视;另设监控数据管理站,主要功能为读取SCAD A服务器数据库内的相关数据,加以处理后进行统计并保存。
本系统现场共有20多个PLC站,它们之间通过PLC网络实现数据信息的传送和交换。
根据车间工艺流程和生产控制要求以及现场位置情况,我们将网络中PLC主站设在了中央控制室,通过以太网与计算机相连。

浅谈汽车涂装车间CCS与MES系统的整合搭建摘要:汽车涂装是汽车生产中涉及工艺设备最多,工序最为繁琐,控制最为复杂的生产过程,随着工业4.0及中国制造2025的提出,生产线中控系统(CCS)及MES系统成为各大整车厂在涂装生产线建设过程中的标配,更加合理有效的将CCS及MES系统进行整合搭建,可以显著提高生产管理及设备管理水平。
关键词:汽车涂装;中控;MES0 引言2013年汉诺威工业博览会上,德国政府正式推出工业4.0战略,2014年12月,中国制造2025概念被首次提出,2015年两会的政府工作报告中首次提出中国制造2025的宏达计划,工业的现代化、智能化提升被确定为国家级战略。
汽车涂装车间作为汽车制造四大工艺中设备最为复杂的车间,自动化水平一直都较高,随着时代的发展,如何提高生产的智能化及适应性成为了各汽车公司的新课题,随着互联网、物联网的发展,中控室及生产管理系统越来越多的被应用,各大汽车厂、设计院及设备供应商开始研究,如何才能更好的整合涂装车间CCS系统和整车厂MES系统。
1 系统功能概述1.1涂装车间中央控制系统(CCS)涂装车间中央控制系统简称CCS系统,主要功能包含设备的集中监控及控制、生产过程的跟踪及控制、车辆识别及跟踪,故而主要包含设备管理模块、生产管理模块、AVI系统三大模块,由于各整车厂、设计院、设备供应商对CCS系统功能定义、理解及投资占比不同,各个模块的划分及功能定义不尽相同,但由于整车厂对CCS系统功能需求的大体一致,每个系统模块的功能也基本相同。
1.1.1设备管理模块:设备管理模块主要进行生产设备的集中监控及控制,主要包含设备的远程启停及控制、设备的运行状态的监控及记录、设备运行信息(开线、停线、故障)的手机及发布、设备故障信息的收集及预警、故障的统计与管理、主要设备的保养提示等;1.1.2生产管理模块:生产管理模块主要负责生产信息的收集与发布,主要包含生产班次信息发布、生产线负荷分析、生产调度(颜色编组、颜色选择等)、生产信息发布(生产数量等)、生产班次管理(开班时间、预约开机预热等)、生产订单管理等;1.1.3AVI系统:AVI系统全程为车体自动识别跟踪系统,主要功能是车身位置的跟踪、车身停留地点记录、车身序列调整、颜色编组、颜色选择存储等。
车间控制室的用途是什么车间控制室是一个重要的设施,主要用于监控和控制车间内的各种设备和工艺参数,以确保车间的正常运行和生产效率的提高。
车间控制室通常由一组控制台组成,上面安装有各种监控仪器、控制设备和相关软件系统,用于实时监测和控制车间内的各个环节。
车间控制室的主要功能之一是监测车间内的各种设备和工艺参数。
通过安装在控制室中的监测仪器,可以实时监测车间内的温度、压力、流量、电流等参数。
这些参数的监测可以帮助车间管理人员及时了解设备的运行状况,发现异常情况并采取相应的措施,以避免因设备故障造成的生产停工和财产损失。
车间控制室还具有控制车间内设备和工艺的功能。
通过控制台上的操作面板,操作员可以根据工艺要求设置设备的工作参数,如温度、湿度、速度等。
同时,控制室中还配备了各种控制设备,如接触器、继电器、行程开关等,用于远程控制车间内的设备的启停、转速和位置等。
通过车间控制室的集中控制,可以提高生产线的自动化程度和运行的稳定性,减少人工操作的错误和不稳定因素的影响。
此外,车间控制室还可提供生产数据采集和报表分析功能。
通过车间控制室中的数据采集系统,可以实时获取生产过程中的各种数据,如产量、质量、能耗等。
这些数据可以用于生产线的效率评估和改进措施的制定,也可以用于生产报表的生成,为企业的经营决策提供参考依据。
车间控制室还可以提供实时的远程监控和管理功能。
通过与车间设备和工艺过程的联网,控制室内的监控系统可以实时获取车间内设备的运行状态,并通过云计算技术实现远程管理。
这样,车间的运行状况可以随时随地通过网络进行监控,车间管理人员可以及时发现问题并做出相应调整,提高生产效率和管理水平。
此外,车间控制室还可提供安全管理功能。
通过车间控制室中的监控系统,可以实时监测车间内的安全环境,并根据预设的规则进行报警。
例如,当车间内的温度超过设定值或压力异常时,系统会自动发出报警信号,提醒工作人员注意安全。
车间控制室还可以与消防系统、排污系统等安全设备联动,及时处理突发事件,保障生产安全。
试析汽车涂装生产线电气自动化控制系统发表时间:2017-07-26T11:07:49.727Z 来源:《防护工程》2017年第7期作者:韩业泉1 2 翁涛2 寿超2 吴修丽1 3[导读] 汽车涂装生产线的主要功能是对焊装后的白车身进行喷漆,为其涂上特制的防腐涂料。
1安徽理工大学电气与信息工程学院 2陕汽淮南专用汽车有限公司 3凯盛重工有限公司安徽淮南 232001摘要:现阶段,汽车涂装生产线普遍采用PLC控制技术,许多设备都处于自动化运行之中,并且随着PID技术、变频技术以及自动识别技术的快速发展,汽车涂装生产线的自动化程度不断提升,大大提高了汽车涂装的效率。
汽车涂装是一个非常复杂的工艺,对电气自动化控制系统的要求极高,因此,加强相关自动化技术的研究和分析,对于提高汽车涂装品控效果具有非常重要的意义。
关键词:汽车涂装;生产线;控制系统一、汽车涂装生产线电气自动化控制的基本原理汽车涂装生产线的主要功能是对焊装后的白车身进行喷漆,为其涂上特制的防腐涂料,使之达到一定的耐腐蚀性能,同时具备更加艳丽的色彩和光泽的外观。
汽车涂装的自动化工序包括前处理、电泳、烘干、PVC胶装、中涂、中涂烘干、面涂、面涂烘干等,而机械化输送系统贯穿整个涂装线的始终,其能够根据涂装工艺的要求,按一定的顺序完成升降、变速、倾斜、旋转等动作,此处以机械化输送控制为研究对象,对电气自动化控制的基本原理进行阐述。
首先,白车身经过电泳处理后,进入涂装的地面链部分,其间工件的运转借助了动辊、升降器、运输链、转台等设备,该过程中的每个环节均在PLC程序的控制下完成。
而其中最关键的设备就是转台站,转台站由交流电机、继电器、传感器、导轨、辊床及其他零部件组成,能够控制装有车身的滑橇完成移动、旋转等动作,这也是涂装生产线得以自动化运行的重要基础。
以轿车的涂装为例,在其涂装输送过程中,辊床首先带动滑橇执行相应的涂装操作,然后回到原来的上件点,继续执行下一个车身的涂装,该过程需要经过返回线上两个直角弯处的回转变轨机构,必须在两个转台站的共同操作下才能完成。
汽车涂装车间中央控制室系统功能中央控制室不仅可以将现场的生产、设备的各种信息数据收集,供车间管理人员及技术人员进行参考,并可通过此系统了解生产的组织及产品质量,而且可以远程调整工艺参数,开关机设备,快捷的诊断设备,极大地提高车间生产及工作效率。
随着社会的发展和科技的进步,工业设备也越来越向集成化、智能化方向发展,在大大提高生产效率的同时,也给设备的维护、保养等工作带来很大的困难,尤其是生产流水线上的设备,任何一台发生故障都可能导致生产线停线。
中央控制室的出现,不仅实现了对设备进行监视及控制,而且远程的集中开、关设备可以有效、快捷地查询设备出现的故障,并及时排除,也可获得生产、设备方面的信息,为生产、设备管理提供依据。
本文以奇瑞汽车涂装生产车间为例,重点介绍了涂装车间中央控制室的系统功能。
监控模块1. 监控设备报警器(1)消息来源是设备控制的一个典型位(Bit),监控系统对这个信息进行通知和处理。
设备控制中与之并列的是监控系统定义的状态位。
每个通知位(Bit)还有用于原因分析系数的4个监控系统所特有的参数。
监控系统用户可以对这些系数自由定义。
概括系数,大致描述了通知的结果,有传送带停止、空节拍和操作障碍3种类型;细节系数,详细描述了通知的起因;其他责任,用于描述谁负责通知;缺省记录,包含对通知的原因、影响做进一步描述的后置注释。
(2)故障通知。
生产设备的通知集中收集在监控系统的数据库中,故障通知处理用于显示、鉴定和处理当前未解决的通知。
与其他设备处理相反的是,未解决的通知将动态显示,即显示列表将周期性的每分钟刷新。
未解决的故障通知以红色表示,未解决已确认的故障通知以红紫色表示。
监控系统用户可以通过点击通知中的“确认”单元来确认通知。
每个故障通知都可以添加诸如故障的类型和描述。
结果表格可以以PDF文件形式输出备份和打印,也可以以ASCII文本文件或 Excel文件形式输出,能够满足用户对数据的进一步处理。
一、喷漆房控制系统-控制方案本系统逻辑控制采用PLC控制,电机采用变频启动和接触器启动两种运行方式。
系统分手动和自动两种工作模式,选择手动工作模式时由人工进行操作,选择自动工作模式时由程序控制自动运行。
1、系统配置控制柜总电源开关1只控制整个控制柜的电源;1台旋转电机(0.75KW),配置1只空开、2套交流接触器及热继电器(电机和风扇各1套)、1台变频器(配刹车电阻),主链条电机(1.5KW),配置1只空开、3套交流接触器及热继电器(电机、风扇、刹车各1套)、1台变频器。
电气控制按照两个工位预留设计,实际控制时先按照1个工位设计。
控制柜内配置一三相电源插座和单相电源插座,分别由空开控制。
系统逻辑控制由一台欧姆龙 PLC控制,其外接输入输出控制如下:急停开关1只:用于急停总控制。
选择开关9只:主链条手动/自动三位选择开关1只,用于对主链条手动自动控制选择。
喷漆部分(喷枪及旋转电机)手动/自动三位选择开关1只,用于对喷漆部分进行手动自动控制选择。
喷枪选择开关6只,用于对6只喷枪的具体选择使用进行控制,根据需要选择几支喷枪。
主链条电机和旋转电机变频器两位选择控制开关2只:用于对电机启动选择变频控制/接触器控制。
控制按钮16只:升降系统升降手动启动按钮2只。
喷枪手动启动按钮2只,对每个工位的喷枪进行手动启动。
喷枪试验按钮6只,对每只喷枪进行实验。
电机启动/停止按钮6只,对3台电机进行手动启动/停止。
接近开关5只:上料感应接近开关1只,工位位置感应开关2只,主链条步进距离控制感应接近开关2只。
时间继电器6只:对6只喷枪进行时间设置以及根据PLC指令控制喷枪电磁阀的电源。
指示灯18只:变频器运行指示3只,接触器运行指示3只,链条手动工作指示1只、自动运行指示1只,喷漆部分自动运行指示1只、手动运行指示1只,电机故障报警指示3只,5只喷枪运行指示6只。
2、PLC逻辑控制统计PLC输出点数:42电机输出控制--3台变频器启动、停止控制6个输出控制点;主链条电机、风机、刹车的接触器控制3个输出控制点,2台旋转电机及风机的接触器控制4输出控制点共计13个。
详细了解涂装车间空调、供排风及水系统涂装线上喷漆、流平室用空调送风系统的配置目前国内外喷漆室均采用上送下吸的通风方式,喷漆室由送风空调系统、密闭室体、排风系统、漆雾处理系统和循环水系统等组成。
喷漆室的洁净度是靠室体和送风空调系统来保证,喷漆室内的温湿度、洁净度主要是靠空调送风系统来保证。
为了保证给喷漆室洁净、温湿度合适的送风,空调送风系统的配置主要是由以下功能段组成,分述如下:(本次课件以汽车涂装车间为主)1 进风段(1)进风段是更换初过滤袋式无纺布的地方,壁板上要求设人工进出方便门,门上装视镜(圆形),门向外开。
顶部要求装照明灯以方便更换滤布照明之用。
(2)进风口处装防鸟虫网。
(3)进风口处装温湿度检测传感器各一个,并要求在电控柜上有显示温湿度的仪表(只起显示作用,不参加控制)。
(4)进风口装电动开关阀,当送风机启动时连锁进风口处的电动开关阀打开确保进风畅通。
2 初效过滤段(1)该段的作用是将进入空调的空气进行初过滤,使空气初步净化。
(2)过滤采用初效袋式过滤器,该段布置多少过滤器由制造厂根据空调断面尺寸定。
(3)初效过滤段外侧壁板上安装压差计,显示该段前后的压差,以便于及时了解压差大小更换过滤布。
3 一次加热段(1)该段是主要加热段(蒸汽加热),加热器设置应有足够的量,比如冬季要将空气从-10℃加热到35℃左右。
(2)该段在蒸汽管路上设置电动调节阀。
电动调节阀由空调出风风管上的温度传感器感温及电控柜的设置来控制调节阀的开度,从而控制给蒸汽量的大小进而控制温度,温度超过设定值时自动减小阀的开度,不够设定值时自动增大阀的开度,根据所需空气温度自动调节。
(3)在电动调节阀处设置管路旁通。
(4)在蒸汽管路的最低点设置放水阀,每天工作前先放冷凝水,待放水阀出蒸汽时关闭,之后才能开机运行,这样可以防止管路积水而导致运行不稳。
(5)在蒸汽管路出口处加装冷凝水疏水器及管路旁通并安装止回阀。
4 第一中间段(1)该段的作用是将一次加热段的加热器和雾化喷淋段的挡水板离开一定距离,防止由于加热器发热损坏挡水板。
涂装车间中央控制室的系统功能
王龙报;陈攀登
【期刊名称】《汽车制造业》
【年(卷),期】2008(000)018
【摘要】中央控制室不仅可以将现场的生产、设备的各种信息数据收集,供车间管理人员及技术人员进行参考,并通过此系统了解生产的组织及产品质量。
而且可以远程调整工艺参数,开关机设备,快捷的诊断设备,极大地提高了车间生产及工作效率,支援着公司核心竞争力。
【总页数】4页(P76-79)
【作者】王龙报;陈攀登
【作者单位】奇瑞汽车股份有限公司
【正文语种】中文
【中图分类】TV734.4
【相关文献】
1.我国汽车涂装与汽车涂料的现况及发展趋势(一)——创建绿色涂装车间 [J], 王锡春;吴涛;李文刚
2.我国汽车涂装与汽车涂料的现况及发展趋势(二)——创建绿色涂装车间 [J],
3.我国汽车涂装与汽车涂料的现况及发展趋势(三)——创址绿色涂装车间 [J], 王锡春;吴涛;李文刚
4.机械加工涂装有机废气处理改造方案思考——以徐州某机械公司涂装车间为例
[J], 许宽[1];洪嘉阳[2];姚丽[2];冯正敢[2];温雨欣[2];李会[2]
5.AMTS 2020全新打造涂装工程馆引入未来涂装车间新概念 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
汽车涂装车间中央控制室系统功能中央控制室不仅可以将现场的生产、设备的各种信息数据收集,供车间管理人员及技术人员进行参考,并可通过此系统了解生产的组织及产品质量,而且可以远程调整工艺参数,开关机设备,快捷的诊断设备,极大地提高车间生产及工作效率。
随着社会的发展和科技的进步,工业设备也越来越向集成化、智能化方向发展,在大大提高生产效率的同时,也给设备的维护、保养等工作带来很大的困难,尤其是生产流水线上的设备,任何一台发生故障都可能导致生产线停线。
中央控制室的出现,不仅实现了对设备进行监视及控制,而且远程的集中开、关设备可以有效、快捷地查询设备出现的故障,并及时排除,也可获得生产、设备方面的信息,为生产、设备管理提供依据。
本文以奇瑞汽车涂装生产车间为例,重点介绍了涂装车间中央控制室的系统功能。
监控模块1. 监控设备报警器(1)消息来源是设备控制的一个典型位(Bit),监控系统对这个信息进行通知和处理。
设备控制中与之并列的是监控系统定义的状态位。
每个通知位(Bit)还有用于原因分析系数的4个监控系统所特有的参数。
监控系统用户可以对这些系数自由定义。
概括系数,大致描述了通知的结果,有传送带停止、空节拍和操作障碍3种类型;细节系数,详细描述了通知的起因;其他责任,用于描述谁负责通知;缺省记录,包含对通知的原因、影响做进一步描述的后置注释。
(2)故障通知。
生产设备的通知集中收集在监控系统的数据库中,故障通知处理用于显示、鉴定和处理当前未解决的通知。
与其他设备处理相反的是,未解决的通知将动态显示,即显示列表将周期性的每分钟刷新。
未解决的故障通知以红色表示,未解决已确认的故障通知以红紫色表示。
监控系统用户可以通过点击通知中的“确认”单元来确认通知。
每个故障通知都可以添加诸如故障的类型和描述。
结果表格可以以PDF文件形式输出备份和打印,也可以以ASCII文本文件或 Excel文件形式输出,能够满足用户对数据的进一步处理。
(3)故障日志。
设备的通知集中收集在监控系统的数据库中。
故障日志用来显示、分析和处理这些通知。
故障日志中都是监控系统所熟悉的通知,以彩色的表格形式表示。
根据通知状态通知将显示如下:红色,未解决未确认的通知;红紫色,未解决已确认的通知;黑色,已解决的通知。
(4)工作日志。
设备的工作日志集中收集在监控系统数据库中,工作日志用于显示、分析和处理工作通知。
每个通知都可以添加诸如错误类型和描述、责任、注释、行动计划、丢失部件/车身的数据及优先级等补充信息。
(5)合成工作/故障日志。
设备的工作通知以及通知集中收集在监控系统的数据库中。
合成工作/故障日志用来显示、分析和处理这些工作通知和故障。
由此可以迅速得知故障和工作状态的关系。
(6)前10名处理。
生产设备的故障和工作通知集中收集在监控系统的数据库中。
前10名列表允许对在一个可以设定的时间段内,出现频率最高、总持续时间最长或平均持续时间最长的通知进行查询。
在运行的工作中可以获得设备大量的故障和通知,这些最重要、最关键的故障通知将沉入到通知流中。
2. 停工时间分析统计(1)技术利用率。
技术利用率是在每个班次结束后自动计算设备的利用价值。
计算出的利用率值可以通过表格形式显示,也可以通过柱形图的形式显示。
基于设备的利用率,可以额外计算出区域利用率总合(整体利用率)。
相关设备利用价值相乘,得出区域利用率总合。
技术利用率的计算考虑了导致设备中断的一切故障。
技术利用率的评估基于故障信息分类,如信息分类定义。
(2)相关运行时间。
设备区“相关运行时间”分析显示以下内容:工作时间、休息时间、急停时间、故障时间以及故障和输送系统持续激活时间。
以每日时间为基础,可以按照下面两项筛选出相关运行时间,时间(天)和设备区。
筛选的所有参数可以以参数集的形式存在数据库中,因此用户能够方便、快捷地进入到常用的筛选设置。
模块生产报表1.班次计数器班次计数器可以分为车间日生产信息、车间月生产信息及班次计数器3个部分。
(1)车间日生产信息。
显示车间日生产的状态,可以根据需要显示每小时的生产状态,最终累加即为每天的生产信息,同时可以显示目标值和实际值完成状况。
除了列表式的显示方式之外,还可以通过图表来显示设备的当前值和生产利用率及调用各个单独的计数器显示其详细信息。
(2)车间月生产信息。
车间月生产信息以每月为基础显示生产情况,其余与车间日生产信息相同。
(3)班次计数器。
班次计数器是用以确定产品件数的累加计数器。
班次计数器将作为个体值进行统计,同统计的时间标记一起存进数据库,计数器的每个增量(同先前统计的差值)将作为个体事件存入数据库。
计数器的个体值可以通过集合函数在分析中以累加值来表示。
集合周期可以分为小时、班次和天。
在这个累加计数器的基础上可以进行多种分析。
结果可以由不同的过滤器设置适当生成。
2.生产分析(1)平衡计数器。
平衡计数器是表示两个计数点之间的差值,描述设备间的平衡。
平衡计数器可以统计例如完整的车身保存或单个的传动线段的平衡。
平衡计数器的个体值体现了设备间当前的平衡。
当前的平衡跟登记时间标记一起存放在数据库。
集合功能用来集合周期末的个体值,可用的集合周期有小时、班次和天。
基于这些计数器可以进行不同的分析,通过不同的过滤器设置可以适当组织结果数量。
2)生产信息板。
EcoEmos监控系统的特性之一是在生产信息板(PIB)上显示生产数据,该板也称为视频板或信息板。
该功能通过PIB视频模块实现。
通常在设备或办公室内安装数块信息板,它显示最重要的生产数据和出错、过程可视化、自备信息或欢迎屏幕,例如生产的车辆数量、应急停止等。
qxS汽车设计网(3)设置。
班次目标对话框是与生产班次相关的计数器配置的扩展,允许管理人员在以班次计数器为基础设置目标值。
计数器配置中的目标定义允许设定常规班次、工时和循环目标。
设定中的目标定义允许设置常规班次,如小时数和循环目标。
班次管理1.总述工作时间模式包括一个与设备模式相结合的时间模式。
2.工作时间模式工作时间模式用于定义时间间隔,工作时间模式说明一个工作周并由不同的样板类型分级组成。
一个工作时间模式可以对应于一个或多个设备部件。
对于不同的设备部件,可以同时存在不同的工作时间模式。
3.自动开关自动开关模块执行设备控制中的自动开关操作。
模块由开关命令配置和开关命令组组成。
开关命令与工作时间模式会建立起关系,以此根据班次和休息时间自动完成开关命令。
4.人工切换可以通过人工对各个设备进行开、关机,这样可以确保在开线或者紧急的情况下对设备进行更好的管理。
订购模块管理1.ERP车辆数据各种设备从生产时序系统接收生产数据。
这些信息经ODBC接口(EAI 或协议接口)通过不同的方式被发送到设备。
这些数据是车辆装车调用的数据,包括每台车辆的以字符串格式的数据记录。
使用“开放的装车规格”功能,用户可以通过车辆识别号(VIN)监控每台车辆当前的数据记录。
提前从ERP系统接收到每日的生产计划后,某台车辆的装车规格被保存到数据库中;当车辆离开设备区域后,此车辆的装车规格从数据库中删除。
2.ERP历史车辆数据用户信息和工艺修改车辆装车规格的相关数据。
这些数据的修改将保存在数据库中,用户可以使用“更改历史记录”功能监控更改。
3.PLC车辆数据EcoEmos识别用于搜索、处理和修改当前设备中车身的车身数据,此外还能够识别位于读取位置后面区域的车身。
EcoEmos识别系统通过运输滑橇上的数据载体(EMS-移动数据存储)或直接通过车身对车身进行识别。
4.紧急设置紧急设置功能可让用户基于车辆生产规格为紧急车辆生成各项规则。
有了这些规则,用户可对应该紧急接收PBS的车辆属性进行定义。
跟踪1.一般性跟踪菜单只对合理性跟踪可见和可用。
个别功能的操作和选择相应产生EcoEmos Web客户端通常的操作方式,可以从主菜单条选择不同的EcoEmos跟踪菜单点。
跟踪模块不但拥有当前的也拥有历史性的车身和读取位置信息。
2.车身停留地点EcoEmos模块轨迹跟踪的车身停留地点处理显示车身生产过程中最后的信息。
每个符合过滤器的车身维持当前目录,因此最后熟悉的停留地点在处理列表中仅显示一次。
如果过滤惟一的车辆/滑橇,则显示所有通过的读取位置。
3.车身序列EcoEmos车身序列处理根据轨迹跟踪位置来显示车身序列。
对于选定的轨迹跟踪位置,可以确定在特定时间段经过的车身序列,并在列表中表示。
测定以PDF、ASCII或Excel报告导出。
4.颜色编组比率喷漆的效率和质量结果与颜色块尺寸有很大关系。
因此,EcoEmos系统为测量和改善颜色编组算法而提供了这一专用颜色块判断功能。
该颜色编组判断功能以可用的轨迹跟踪点为基础。
因此作为示例,可以测量颜色选择缓冲区前后的颜色编组比率(CGR)。
颜色选择贮存在面漆生产线或底漆/表面漆生产线之前,为生成最优化的颜色块,几乎所有汽车制造商都有相应的存贮线,一方面可以满足生产的组织、管理,用于设备的排空储存;另一方面为可以优化生产,对于针对不同的颜色进行分组,确保喷涂质量及避免频繁清洗带来的油漆、溶剂的损失。
颜色选择贮存逻辑控制器(CSS)是通过优化的颜色块将车辆移至一条或多条面漆生产线。
结语上述是涂装三车间中控室的主要功能,希望与读者们共同分享,确保在今后新建或者改造的涂装车间中控室系统的功能做得更加实用和完善,提高涂装车间的生产组织、管理效率,为设备的保养、维护和维修等提供更多有效的信息。