表面粗糙度标准最新版本
- 格式:ppt
- 大小:2.89 MB
- 文档页数:78

表面粗糙度选用-----------------------------------------------------------序号=1Ra值不大于\μm=100表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用-----------------------------------------------------------序号=2Ra值不大于\μm=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等-----------------------------------------------------------序号=3Ra值不大于\μm=12.5表面状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面-----------------------------------------------------------序号=4Ra值不大于\μm=6.3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等-----------------------------------------------------------序号=5Ra值不大于\μm=3.2表面状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。

关于新旧表面粗糙度的使用说明机械制造中,光洁度、粗糙度是用来表示另件表面的平整(光滑)程度的。
光洁度的数值越大,表示另件表面越平整、光滑,这是旧标准使用的表示方法,现在已经不使用。
粗糙度的数值越小,表示零件表面越平整、光滑,这是目前国家标准和国际标准的表示方法。
二、关于上述表格使用的说明1.▽1-▽14是旧国家标准GB1031-68表面光洁度级别14个等级。
随着数值的增大,其表面光洁度越高。
2.我公司产品图样中对零件表面粗糙度高度参数一般应选用轮廓算数平均值偏差Ra值3.新产品设计时,图样中零件表面粗糙度高度参数一般应该选用轮廓算数平均值偏差Ra的上限值,对有特殊要求的表面,可以选择Ra的最大值或同时选用最大值和最小值。
4.表面粗糙度高度参数Ra的数值选用按照GB/T1031-1995的标准系列选用,对某些特殊表面,标准系列不能满足要求的,可采用GB/T1031-1995的补充系列5. 标准“GB1031-68表面光洁度级别”已经作废,其最新版本升级为“GB/1031-1995 表面粗糙度参数及其数值”。
6.老产品图中表面粗糙度高度参数Ra的标注是按照GB131-83的规定,即表示Ra的最大允许值,在贯彻新标准的过程中,一般不需要改图,只是将原标准中最大允许值理解为上限值即可。
对极少数性能要求高的表面,如果一定要保持最大允许值,应通过改图,在原数值后面加max7.我厂制定的《设计师设计标准化工作手册》制定的企业标准“DL00003-2000 表面粗糙度使用的有关规定”中引用标准GB/T131-93也已经作废,其最新升级版本为“GB/T131-2006/ISO1302: 2002 产品几何技术规范技术产品文件中表面结构的表示法”其衍化对比如下表所示:(表面光洁度---表面粗糙度—表面结构)表二表面结构要求的图形标注的演变经过咨询公司标准化室缑智勇主任,明确“GB/T131-2006/ISO1302: 2002 产品几何技术规范技术产品文件中表面结构的表示法”这个标准变化比较大,兄弟工厂贯彻的不多,咱们工厂暂时不贯彻。



中华人民共和国国家标准UDC 744 43机械制图GB 131-83表面粗糙度代号及其注法代替GB 131-74Mechanical drawingsSurface reoughness symbols andmethods of indicating1 引言1.1 本标准规定了零件表面粗糙度代〔符〕号及其在图样上的注法。
图样上所标注的表面粗糙度代〔符〕号,是该表面完工后的要求。
有关表面粗糙度的各项规定应按功能要求给定。
若仅需要加工但对表面粗糙度的其它规定没有要求时,可以只注表面粗糙度符号。
1.2 本标准等效采用国际标准ISO 1302-1978《图样上表面特征的表示法》。
1.3 与本标准有关的国家标准:GB 3505-83《表面粗糙度术语表面及其参数》GB 1031-83《表面粗糙度参数及其数值》2 表面粗糙度代〔符〕号2.1 图样上表示零件表面粗糙度的符号见表1。
表12.2 表面粗糙度高度参数轮廓算术平均偏差Ra值的标注见表2,Ra在代号中用数值表示(单位为微米)。
表22.3 其他表面粗糙度高度参数,轮廓微观不平度十点高度Rz、轮廓最大高度Ry值(单位为微米)的标注见表3,参数值前需标注出相应的符号。
表3续表32.4 取样长度应标注在符号长边的线下面,见图1。
若按GB 1031附录B中表B1、B2选用对应的取样长度时,在图样上可省略标注。
图32.7 在符号长边的横线上面也可以注写镀涂或其它表面处理的要求。
需要表示镀涂或其它表面处理后的表面粗糙度值时,标注方法见图4a。
需要表示镀涂前的表面粗糙度值时,应另加说明,见图4b。
若同时要求表示镀涂前及镀涂后的表面粗糙度值时,标注方法如图4c。
图42.8 需要控制表面加工纹理方向时,可在符号的右边加注加工纹理方向符号,见图5。
常见的加工纹理方向符号见表4。
图6 表4续表4注:若表中所列符号不能清楚地表明所要求的纹理方向,应在图样上用文字说明。
2.10 表面粗糙度符号的画法见图7。
表面结构的图样表示法加工零件时,由于刀具在零件表面上留下刀痕和切削分裂时表面金属的塑性变形等影响,使零件表面存在着间距较小的轮廓峰谷。
这种表面上具有较小间距的峰谷所组成的微观几何形状特性,称为表面粗糙度。
机器设备对零件各个表面的要求不一样,如配合性质、耐磨性、抗腐蚀性、密封性、外观要求等,因此,对零件表面粗糙度的要求也各有不同。
一般说来,凡零件上有配合要求或有相对运动的表面,表面粗糙度参数值小。
因此,应在满足零件表面功能的前提下,合理选用表面粗糙度参数。
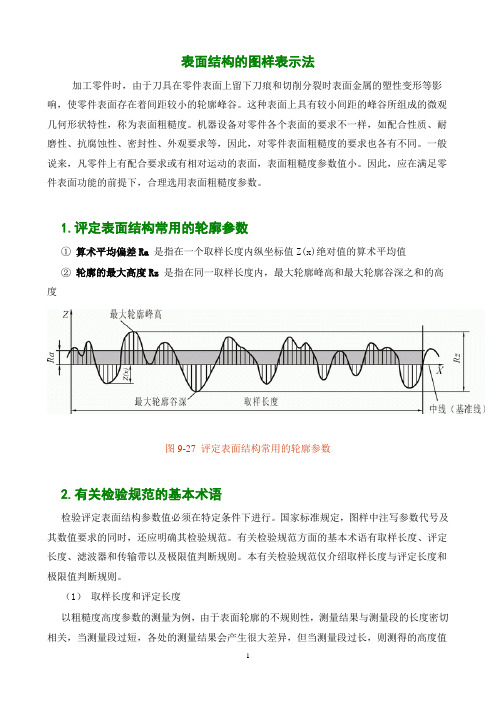
1.评定表面结构常用的轮廓参数①算术平均偏差Ra是指在一个取样长度内纵坐标值Z(x)绝对值的算术平均值② 轮廓的最大高度Rz是指在同一取样长度内,最大轮廓峰高和最大轮廓谷深之和的高度图9-27 评定表面结构常用的轮廓参数2.有关检验规范的基本术语检验评定表面结构参数值必须在特定条件下进行。
国家标准规定,图样中注写参数代号及其数值要求的同时,还应明确其检验规范。
有关检验规范方面的基本术语有取样长度、评定长度、滤波器和传输带以及极限值判断规则。
本有关检验规范仅介绍取样长度与评定长度和极限值判断规则。
(1)取样长度和评定长度以粗糙度高度参数的测量为例,由于表面轮廓的不规则性,测量结果与测量段的长度密切相关,当测量段过短,各处的测量结果会产生很大差异,但当测量段过长,则测得的高度值中将不可避免地包含了波纹度的幅值。
因此,在X轴上选取一段适当长度进行测量,这段长度称为取样长度。
但是,在每一取样长度内的测得值通常是不等的,为取得表面粗糙度最可靠的值,一般取几个连续的取样长度进行测量,并以各取样长度内测量值的平均值作为测得的参数值。
这段在X轴方向上用于评定轮廓的并包含着一个或几个取样长度的测量段称为评定长度。
当参数代号后未注明时,评定长度默认为5 个取样长度,否则应注明个数。
例如:Rz0.4、Ra30.8、Rz13.2分别表示评定长度为5个(默认)、3个、1个取样长度。
表面粗糙度国家标准表面粗糙度是指物体表面的不平整程度,是一个物体表面的微观特征之一。
表面粗糙度对于许多工程和制造行业来说都是一个非常重要的参数,它直接影响着材料的摩擦、磨损、润滑等性能,因此对表面粗糙度的控制和评定也是非常重要的。
国家标准对于表面粗糙度进行了详细的规定和评定方法,下面将对国家标准中的相关内容进行介绍。
国家标准将表面粗糙度分为三个等级,一般粗糙度、中等粗糙度和精细粗糙度。
对于不同等级的表面粗糙度,国家标准规定了不同的评定方法和技术要求。
一般粗糙度是指表面上有较明显的凹凸不平,适用于对表面粗糙度要求不高的场合。
中等粗糙度是指表面上有较为显著的凹凸不平,适用于对表面粗糙度要求一般的场合。
精细粗糙度是指表面上的凹凸不平非常微小,适用于对表面粗糙度要求较高的场合。
国家标准对于表面粗糙度的评定方法主要包括两种,比较法和测量法。
比较法是指通过目测或者使用比较样板等方式,将被测表面与标准表面进行比较,以确定其粗糙度等级。
测量法是指通过使用粗糙度测量仪器,对被测表面进行实际的测量,得出其粗糙度数值,再根据国家标准进行评定。
对于不同的材料和工艺,国家标准也对表面粗糙度进行了相应的技术要求。
例如,对于金属材料,国家标准规定了不同的加工方法对应的表面粗糙度要求,以及相应的测量方法和评定标准。
对于塑料、陶瓷、玻璃等非金属材料,国家标准也有相应的规定和要求。
总的来说,国家标准对于表面粗糙度的规定和评定方法是非常严格和细致的。
它为各行各业提供了统一的标准和方法,使得表面粗糙度的控制和评定更加科学、准确和可靠。
在实际生产中,我们应当严格按照国家标准的要求进行操作,确保产品的质量和性能符合标准要求。
总之,表面粗糙度国家标准的制定和执行,对于提高产品质量、保障工程安全、提高生产效率都具有重要意义。
我们应当充分认识到表面粗糙度对于产品性能的重要影响,严格按照国家标准的要求进行操作,确保产品质量和性能达到标准要求。
希望各行各业能够加强对表面粗糙度国家标准的学习和执行,共同推动我国制造业的发展和提升。