3-表面粗糙度(新标准)解析
- 格式:ppt
- 大小:2.55 MB
- 文档页数:35
表面粗糙度国家标准表面粗糙度是指物体表面的不平整程度,它直接影响着物体的外观质量和功能性能。
为了对表面粗糙度进行有效的评定和控制,各国都制定了相应的国家标准。
在中国,表面粗糙度国家标准是非常重要的,它为各行业提供了统一的标准,保障了产品质量和生产效率。
本文将对表面粗糙度国家标准进行介绍和解析,以帮助大家更好地理解和应用这一标准。
首先,我们需要了解表面粗糙度国家标准的基本内容。
国家标准对于表面粗糙度的评定主要包括了测量方法、评定原则、粗糙度参数和允许误差范围等内容。
其中,测量方法是非常重要的,它直接影响着评定结果的准确性。
评定原则则是指在实际应用中,如何根据测量结果来判断表面粗糙度是否合格。
粗糙度参数和允许误差范围则是具体的数值要求,不同的产品和行业可能会有不同的标准要求。
其次,我们需要了解表面粗糙度国家标准的应用范围。
表面粗糙度国家标准适用于各种材料的加工和制造过程,包括金属、塑料、陶瓷、玻璃等材料。
无论是机械加工、电子制造、航空航天,还是日常生活中的各种产品,都需要对表面粗糙度进行控制和评定。
因此,了解和应用表面粗糙度国家标准对于各行业的从业人员都是非常重要的。
最后,我们需要了解表面粗糙度国家标准的意义和作用。
首先,国家标准统一了表面粗糙度的评定方法和要求,有利于不同地区、不同行业之间的交流和合作。
其次,国家标准规定了粗糙度参数和允许误差范围,有利于提高产品的质量稳定性和可靠性。
再次,国家标准为产品质量监督和管理提供了依据,有利于保障消费者的权益。
最后,国家标准的制定和应用,有助于推动行业技术的进步和发展,提高产品的竞争力和市场地位。
综上所述,表面粗糙度国家标准是对表面粗糙度进行评定和控制的重要依据,它对于各行业的产品质量和生产效率都起着至关重要的作用。
因此,我们应该认真学习和遵守国家标准的要求,不断提高对表面粗糙度的认识和应用水平,为推动行业的发展和提升产品质量做出积极的贡献。
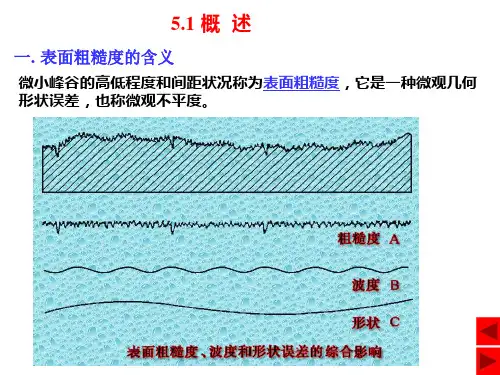
§7–4 零件的技术要求一、表面结构的表示法1.表面结构的基本概念 (1)概述为了保证零件的使用性能,在机械图样中需要对零件的表面结构给出要求。
表面结构就是由粗糙度轮廓、波纹度轮廓和原始轮廓构成的零件表面特征。
(2)表面结构的评定参数评定零件表面结构的参数有轮廓参数、图形参数和支承率曲线参数.其中轮廓参数分为三种:R 轮廓参数(粗糙度参数)、W 轮廓参数(波纹度参数)和P 轮廓参数(原始轮廓参数)。
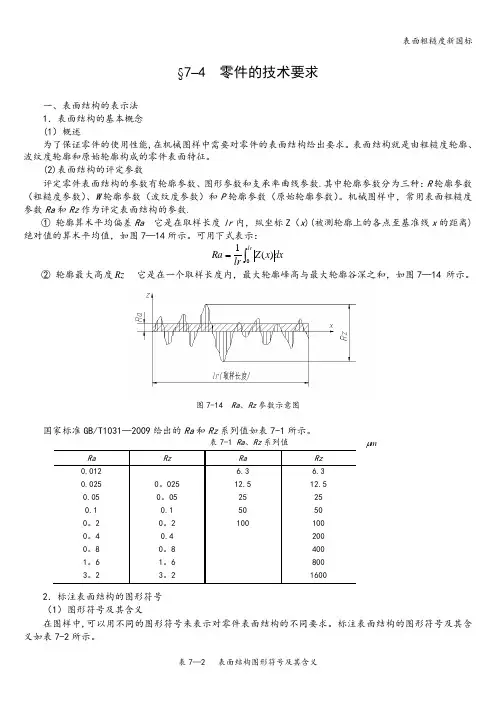
机械图样中,常用表面粗糙度参数Ra 和Rz 作为评定表面结构的参数.① 轮廓算术平均偏差Ra 它是在取样长度lr 内,纵坐标Z (x )(被测轮廓上的各点至基准线x 的距离)绝对值的算术平均值,如图7—14所示。
可用下式表示:dx x Z lr Ra lr⎰=0)(1② 轮廓最大高度Rz 它是在一个取样长度内,最大轮廓峰高与最大轮廓谷深之和,如图7—14 所示。
图7-14 Ra 、Rz 参数示意图国家标准GB/T1031—2009给出的Ra 和Rz 系列值如表7-1所示。
表7-1 Ra 、Rz 系列值 m μRaRzRaRz0.0126.3 6.3 0.025 0。
025 12.5 12.5 0.05 0。
05 25 25 0.1 0.1 50 50 0。
2 0。
2 100100 0。
4 0.4 200 0。
8 0。
8 400 1。
6 1。
6 800 3。
23。
216002.标注表面结构的图形符号 (1)图形符号及其含义在图样中,可以用不同的图形符号来表示对零件表面结构的不同要求。
标注表面结构的图形符号及其含义如表7-2所示。
表7—2 表面结构图形符号及其含义符号名称符号样式含义及说明基本图形符号未指定工艺方法的表面;基本图形符号仅用于简化代号标注,当通过一个注释解释时可单独使用,没有补充说明时不能单独使用扩展图形符号用去除材料的方法获得表面,如通过车、铣、刨、磨等机械加工的表面;仅当其含义是“被加工表面”时可单独使用用不去除材料的方法获得表面,如铸、锻等;也可用于保持上道工序形成的表面,不管这种状况是通过去除材料或不去除材料形成的完整图形符号在基本图形符号或扩展图形符号的长边上加一横线,用于标注表面结构特征的补充信息工件轮廓各表面图形符号当在某个视图上组成封闭轮廓的各表面有相同的表面结构要求时,应在完整图形符号上加一圆圈,标注在图样中工件的封闭轮廓线上.(2)图形符号的画法及尺寸图形符号的画法如图7—15所示,表7—3列出了图形符号的尺寸。

表面结构的图样表示法加工零件时,由于刀具在零件表面上留下刀痕和切削分裂时表面金属的塑性变形等影响,使零件表面存在着间距较小的轮廓峰谷。
这种表面上具有较小间距的峰谷所组成的微观几何形状特性,称为表面粗糙度。
机器设备对零件各个表面的要求不一样,如配合性质、耐磨性、抗腐蚀性、密封性、外观要求等,因此,对零件表面粗糙度的要求也各有不同。
一般说来,凡零件上有配合要求或有相对运动的表面,表面粗糙度参数值小。
因此,应在满足零件表面功能的前提下,合理选用表面粗糙度参数。
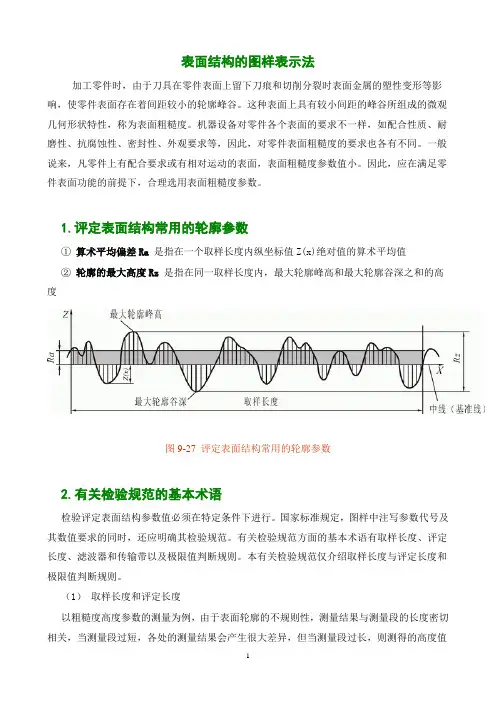
1.评定表面结构常用的轮廓参数①算术平均偏差Ra是指在一个取样长度内纵坐标值Z(x)绝对值的算术平均值② 轮廓的最大高度Rz是指在同一取样长度内,最大轮廓峰高和最大轮廓谷深之和的高度图9-27 评定表面结构常用的轮廓参数2.有关检验规范的基本术语检验评定表面结构参数值必须在特定条件下进行。
国家标准规定,图样中注写参数代号及其数值要求的同时,还应明确其检验规范。
有关检验规范方面的基本术语有取样长度、评定长度、滤波器和传输带以及极限值判断规则。
本有关检验规范仅介绍取样长度与评定长度和极限值判断规则。
(1)取样长度和评定长度以粗糙度高度参数的测量为例,由于表面轮廓的不规则性,测量结果与测量段的长度密切相关,当测量段过短,各处的测量结果会产生很大差异,但当测量段过长,则测得的高度值中将不可避免地包含了波纹度的幅值。
因此,在X轴上选取一段适当长度进行测量,这段长度称为取样长度。
但是,在每一取样长度内的测得值通常是不等的,为取得表面粗糙度最可靠的值,一般取几个连续的取样长度进行测量,并以各取样长度内测量值的平均值作为测得的参数值。
这段在X轴方向上用于评定轮廓的并包含着一个或几个取样长度的测量段称为评定长度。
当参数代号后未注明时,评定长度默认为5 个取样长度,否则应注明个数。
例如:Rz0.4、Ra30.8、Rz13.2分别表示评定长度为5个(默认)、3个、1个取样长度。
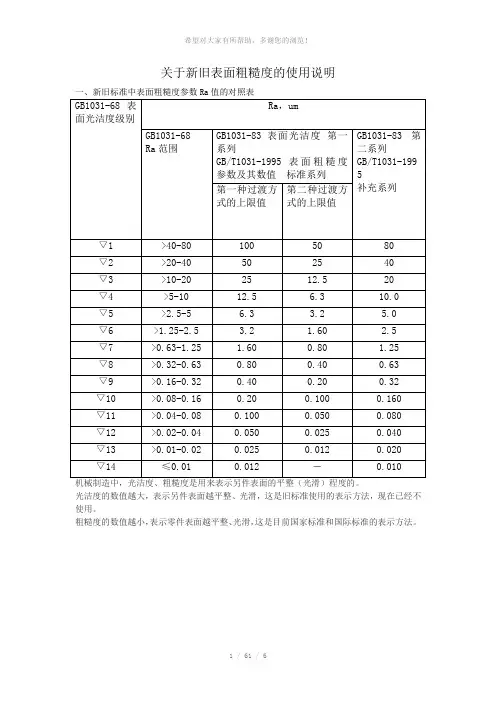
关于新旧表面粗糙度的使用说明机械制造中,光洁度、粗糙度是用来表示另件表面的平整(光滑)程度的。
光洁度的数值越大,表示另件表面越平整、光滑,这是旧标准使用的表示方法,现在已经不使用。
粗糙度的数值越小,表示零件表面越平整、光滑,这是目前国家标准和国际标准的表示方法。
二、关于上述表格使用的说明1.▽1-▽14是旧国家标准GB1031-68表面光洁度级别14个等级。
随着数值的增大,其表面光洁度越高。
2.我公司产品图样中对零件表面粗糙度高度参数一般应选用轮廓算数平均值偏差Ra值3.新产品设计时,图样中零件表面粗糙度高度参数一般应该选用轮廓算数平均值偏差Ra的上限值,对有特殊要求的表面,可以选择Ra的最大值或同时选用最大值和最小值。
4.表面粗糙度高度参数Ra的数值选用按照GB/T1031-1995的标准系列选用,对某些特殊表面,标准系列不能满足要求的,可采用GB/T1031-1995的补充系列5. 标准“GB1031-68表面光洁度级别”已经作废,其最新版本升级为“GB/1031-1995 表面粗糙度参数及其数值”。
6.老产品图中表面粗糙度高度参数Ra的标注是按照GB131-83的规定,即表示Ra的最大允许值,在贯彻新标准的过程中,一般不需要改图,只是将原标准中最大允许值理解为上限值即可。
对极少数性能要求高的表面,如果一定要保持最大允许值,应通过改图,在原数值后面加max7.我厂制定的《设计师设计标准化工作手册》制定的企业标准“DL00003-2000 表面粗糙度使用的有关规定”中引用标准GB/T131-93也已经作废,其最新升级版本为“GB/T131-2006/ISO1302: 2002 产品几何技术规范技术产品文件中表面结构的表示法”其衍化对比如下表所示:(表面光洁度---表面粗糙度—表面结构)表二表面结构要求的图形标注的演变经过咨询公司标准化室缑智勇主任,明确“GB/T131-2006/ISO1302: 2002 产品几何技术规范技术产品文件中表面结构的表示法”这个标准变化比较大,兄弟工厂贯彻的不多,咱们工厂暂时不贯彻。
表面粗糙度国家标准表面粗糙度是指物体表面的不平整程度,是一个物体表面的微观特征之一。
表面粗糙度对于许多工程和制造行业来说都是一个非常重要的参数,它直接影响着材料的摩擦、磨损、润滑等性能,因此对表面粗糙度的控制和评定也是非常重要的。
国家标准对于表面粗糙度进行了详细的规定和评定方法,下面将对国家标准中的相关内容进行介绍。
国家标准将表面粗糙度分为三个等级,一般粗糙度、中等粗糙度和精细粗糙度。
对于不同等级的表面粗糙度,国家标准规定了不同的评定方法和技术要求。
一般粗糙度是指表面上有较明显的凹凸不平,适用于对表面粗糙度要求不高的场合。
中等粗糙度是指表面上有较为显著的凹凸不平,适用于对表面粗糙度要求一般的场合。
精细粗糙度是指表面上的凹凸不平非常微小,适用于对表面粗糙度要求较高的场合。
国家标准对于表面粗糙度的评定方法主要包括两种,比较法和测量法。
比较法是指通过目测或者使用比较样板等方式,将被测表面与标准表面进行比较,以确定其粗糙度等级。
测量法是指通过使用粗糙度测量仪器,对被测表面进行实际的测量,得出其粗糙度数值,再根据国家标准进行评定。
对于不同的材料和工艺,国家标准也对表面粗糙度进行了相应的技术要求。
例如,对于金属材料,国家标准规定了不同的加工方法对应的表面粗糙度要求,以及相应的测量方法和评定标准。
对于塑料、陶瓷、玻璃等非金属材料,国家标准也有相应的规定和要求。
总的来说,国家标准对于表面粗糙度的规定和评定方法是非常严格和细致的。
它为各行各业提供了统一的标准和方法,使得表面粗糙度的控制和评定更加科学、准确和可靠。
在实际生产中,我们应当严格按照国家标准的要求进行操作,确保产品的质量和性能符合标准要求。
总之,表面粗糙度国家标准的制定和执行,对于提高产品质量、保障工程安全、提高生产效率都具有重要意义。
我们应当充分认识到表面粗糙度对于产品性能的重要影响,严格按照国家标准的要求进行操作,确保产品质量和性能达到标准要求。
希望各行各业能够加强对表面粗糙度国家标准的学习和执行,共同推动我国制造业的发展和提升。
表面粗糙度的国家标准主要术语及定义
(1)表面粗糙度取样长度l
取样长度是用于判断和测量表面粗糙度时所规定的一段基准线长度,它在轮廓总的走向上取样。
(2)表面粗糙度评定长度Ln
由于加工表面有着不同程度的不均匀性,为了充分合理地反映某一表面的粗糙度特性,规定在评定时所必须的一段表面长度,它包括一个或数个取样长度,称为评定长度Ln。
(3)表面粗糙度轮廓中线m
轮廓中线m是评定表面粗糙度数值的基准线。
评定参数及数值
国家规定表面粗糙度的参数由高度参数、间距参数和综合参数组成。
表面粗糙度高度参数共有三个:
(1)轮廓算术平均偏差Ra
在取样长度l内,轮廓偏距绝对值的算术平均值。
(2)微观不平度十点高度Rz
在取样长度内最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和。
(3)轮廓最大高度Ry
在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离。
表面粗糙度间距参数共有两个:
(4)轮廓单峰平均间距S
两相邻轮廓单峰的最高点在中线上的投影长度Si,称为轮廓单峰间距,在取样长度内,轮廓单峰间距的平均值,就是轮廓单峰平均间距。
(5)轮廓微观不平度的平均间距Sm
含有一个轮廓峰和相邻轮廓谷的一段中线长度Sm i,称轮廓微观不平间距。
表面粗糙度综合参数
(6)轮廓支承长度率t p
轮廓支承长度率就是轮廓支承长度n p与取样长度l之比。
第四章→4.9.3 表面粗糙度的测量
第9节表面粗糙度的检测
三、表面粗糙度的测量
表面粗糙度的检测程序
检测表面粗糙度的常用方法。
表面粗糙度:指加工表面具有的较小间距和微小峰谷不平度。
其两波峰或两波谷之间的距离<波距)很小<在1mm以下),用肉眼是难以区别的,因此它属于微观几何形状误差。
表面粗糙度越小,则表面越光滑。
表面粗糙度的大小,对机械零件的使用性能有很大的影响,主要表现在以下几个方面:①表面粗糙度影响零件的耐磨性。
表面越粗糙,配合表面间的有效接触面积越小,压强越大,磨损就越快。
②表面粗糙度影响配合性质的稳定性。
对间隙配合来说,表面越粗糙,就越易磨损,使工作过程中间隙逐渐增大;对过盈配合来说,由于装配时将微观凸峰挤平,减小了实际有效过盈,降低了联结强度。
③表面粗糙度影响零件的疲劳强度。
粗糙零件的表面存在较大的波谷,它们像尖角缺口和裂纹一样,对应力集中很敏感,从而影响零件的疲劳强度。
④表面粗糙度影响零件的抗腐蚀性。
粗糙的表面,易使腐蚀性气体或液体通过表面的微观凹谷渗入到金属内层,造成表面腐蚀。
⑤表面粗糙度影响零件的密封性。
粗糙的表面之间无法严密地贴合,气体或液体通过接触面间的缝隙渗漏。
此外,表面粗糙度对零件的外观、测量精度也有影响。
表面粗糙度有Ra,Rz,Ry 之分,据GB 3505摘录:表面粗糙度参数及其数值<Surface Roughness Parameters and their Values)常用的3个分别是:轮廓算数平均偏差(Ra>--arithmetical mean deviation of the profile;微观不平度十点高度(Rz>--the point height of irregularities;轮廓最大高度(Ry>--maximum height of the profile。
b5E2RGbCAPRa--在取样长度L内轮廓偏距绝对值的算术平均值。
Rz--在取样长度内5个最大的轮廓峰高的平均值与5个最大的轮廓谷深的平均值之和。
Ry--在取样长度L内轮廓峰顶线和轮廓谷底线之间的距离。