氨气洗涤系统中硫酸铵废水的处理与研究
- 格式:pdf
- 大小:157.76 KB
- 文档页数:4
硫酸铵废液处置方案硫酸铵是一种广泛应用的化学品,其具有良好的溶解性和反应活性,但与之想应的是其产生的废液却是一种危险废物。
硫酸铵废液的处理和处置已成为一个备受关注的问题,本文将探讨硫酸铵废液处理和处置的方案。
硫酸铵废液的特点硫酸铵废液是一种具有较高酸性的废液,其PH值一般在1~3之间。
同时,它还含有大量的铵离子和硫酸根离子,容易引发燃爆和腐蚀性反应,对环境和人类健康造成威胁。
硫酸铵废液的初步处理对硫酸铵废液进行初步处理是重要的第一步,常用的初步处理方法如下:1.酸碱中和法:将硫酸铵废液和碱性溶液进行反应中和,使其PH值逐渐升高至中性左右。
这种方法适用于少量的废液处理,对废液处理后的中性化反应产物需进行合理的排放和处理。
2.沉淀法:将硫酸铵废液在加入混凝剂后形成沉淀,然后进行过滤和洗涤处理,将剩余废液进行中和处理。
使用该法需要选用合适的混凝剂,同时在处理过程中需要控制反应的温度、时间和PH值,以使处理效果达到最佳。
3.蒸发结晶法:将硫酸铵废液进行蒸发结晶处理,得到硫酸铵结晶和蒸发残液。
硫酸铵结晶可以用于生产化肥和其他化学品,而蒸发残液需要进一步处理。
硫酸铵废液的进一步处理对于通过初步处理仍无法处理干净的硫酸铵废液,需要采用更为复杂的进一步处理方法,如下所述:1.活性炭吸附法:活性炭对硫酸铵废液有很好的吸附作用,可以有效地去除废液中的难以处理物质如氨和其他有机物,从而提高其水质和安全性。
但使用活性炭吸附法需要考虑其反应速率以及对环境的潜在影响。
2.离子交换法:离子交换法是一种高效的处理方法,可以去除废液中的杂质离子,如铵离子和硫酸根离子。
采用该法需要注意合适的离子交换树脂和反应条件的控制。
3.氯化镁沉淀法:氯化镁沉淀法是一种化学法,可用于对废液中的金属离子、非金属离子和有机物进行还原处理,然后将其形成的水溶性氯化物沉淀下来处理。
结论硫酸铵废液处理和处置是一个复杂的过程,要求选用合适的方法和反应条件进行处理,以达到化学品安全生产和环境保护的目的。
氨法脱硫系统工艺优化分析与应用氨法脱硫技术是一种常用于燃煤电厂和工业锅炉中的脱硫技术。
通过将氨水与烟气中的二氧化硫进行反应,将其转化为硫酸铵,从而达到减少空气污染物排放的目的。
在实际应用中,氨法脱硫系统存在一些问题和不足之处,如脱硫效率不高、氨逃逸严重、脱硫废水处理难等,因此需要对其工艺进行优化分析和改进。
一、工艺原理氨法脱硫技术的基本原理是将含有二氧化硫的烟气经过喷雾塔,与氨水进行接触反应,生成硫酸铵颗粒并形成脱硫废水。
其中主要的反应方程式为:SO2 + 2NH3 + H2O = (NH4)2SO3(NH4)2SO3 + H2SO4 = 2NH4HSO4在这个反应过程中,氨水起到了中和和还原作用,将二氧化硫转化为相对无害的硫酸铵颗粒,从而达到净化烟气的目的。
二、系统组成氨法脱硫系统主要由喷雾塔、吸收器、氧化器、堆肥池、除氨设备、再生器和脱硫废水处理设施等部分组成。
喷雾塔是氨法脱硫系统的核心部件,用于将烟气和氨水进行充分接触和反应;吸收器用于收集并处理含有硫酸铵颗粒的烟气;氧化器用于将硫酸铵颗粒转化为硫酸铵;堆肥池用于暂存和处理脱硫废水;除氨设备用于去除脱硫废水中的氨气;再生器用于再生氨法脱硫系统中使用的氨水;脱硫废水处理设施用于处理脱硫废水中的污染物。
三、存在问题虽然氨法脱硫技术已经在国内外的燃煤电厂和工业锅炉中得到广泛应用,但在实际操作中还存在一些问题和难点:1. 脱硫效率不高。
由于烟气中的湿度和温度变化较大,以及烟气中存在着除硫剂的分布不均匀问题,导致氨法脱硫系统的脱硫效率不稳定,难以保证达标排放。
2. 氨逃逸严重。
在氨法脱硫过程中,由于氨水蒸气的挥发和气泡塔的氨泄漏等原因,导致氨气逃逸严重,不仅对环境造成污染,还会引起安全隐患。
3. 脱硫废水处理难。
由于氨法脱硫系统产生的废水中含有大量的硫酸铵和氨,难以直接排放,需要进行专门的处理和再利用。
四、优化分析针对氨法脱硫系统存在的问题和难点,可以从以下几个方面进行优化分析和改进:1. 提高脱硫效率。
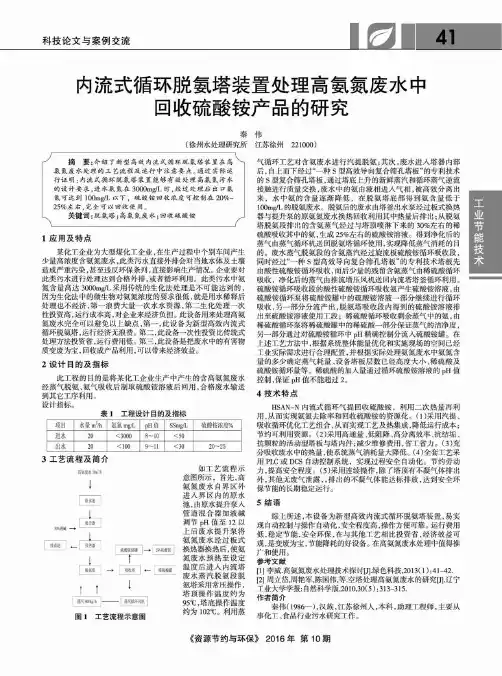
一,1)处理量要求:项目单位数据处理量m3/ h 10其中:硫酸铵﹪30水﹪70PH 要求≤7蒸发量m3/h 7.0温度℃常温2),工艺技术要求(1)冷凝水水质:冷凝水的含盐量不大于1.0%。
(2)装置的设计需要考虑此种水质的特性,对装置设备进行针对设计,保证装置的机械清洗周期大于10天,必要时配备专用清洗工具。
同时也要保证三效蒸发器蒸发室内有足够的高度,防止物料起泡及蒸发携带引起的冷凝水水质超标。
(3)防冻措施:本装置需考虑必要的防冻措施及停运时的防冻措施,以保证各单元处理设施冬季正常运行。
(4)本装置汽耗比不大于0.4;二,设计和验收依据执行与三效蒸发器相关的国家、行业现行有效的设计、施工标准和规范,采用最新有效版本。
压力容器执行相关的国家、行业现行有效的设计、施工标准和规范,采用最新有效版本。
包括但不限于如下标准:《压力容器安全技术监察规程》国家质量技术监督局1999年《钢制压力容器》GB150《钢制压力容器-分析设计标准》JB4732《压力容器法兰》JB4700~4707《衬里钢壳设计技术规定》HG/T 20678《钢制管法兰、垫片、紧固件》HG20592~20635《钢制人孔和手孔》HG/T21514~21535《不锈钢人、手孔》HG21594~21604《钢制压力容器用封头》JB/T4746《钢制压力容器焊接规程》JB/T4709《钢制压力容器焊接工艺评定》JB4708《钢制压力容器产品焊接试板的力学性能检验》JB4744《承压设备无损检测》JB/T4730.1~.6《压力容器用钢锻件》JB4726~4728《补强圈》JB/T4736《鞍式支座》JB/T 4712《腿式支座》JB/T 4713《支承式支座》JB/T 4724《耳式支座》JB/T 4725《压力容器波形膨胀节》GB16749《钢制压力容器焊接规程》JB/T4709《压力容器涂敷与运输包装》JB/T4711《压力容器波形膨胀节》GB 16749《压力容器安全技术监察规程》(劳锅字(1990)8号)《压力容器设计单位资格管理与监督规则》(劳锅字(1992)12号)《压力容器无损检验》JB4730《压力容器油漆、包装、运输》JB2532《钢制化工容器设计基础规定》HG20580《钢制化工容器材料选用规定》HG20581《钢制化工容器强度计算规定》HG20582《钢制化工容器机构设计规定》HG20583《钢制化工容器制造技术要求》HG20584《板式换热器》GB1649《换热器学会标准—蒸汽表面冷凝器标准》HEI《管式换热器制造商学会标准》TEMA《管式换热器》GB151三,方案选择:1,本系统的工艺流程如下:冷凝液部分:原料→原料泵→预热器→一效→二效→三效→冷凝器→液封槽→排出固料部分:三效蒸发器→出料泵→结晶釜→离心机→干燥机→料仓→包装机2,采用三效蒸发浓缩设备,工艺流程见附图。
氨法脱硫后硫酸铵回收技术方案一,1)处理量要求:项目单位数据处理量m3/ h 10 其中:硫酸铵﹪30 水﹪70 PH 要求≤7 蒸发量m3/h 7.0 温度℃常温2),工艺技术要求(1)冷凝水水质:冷凝水的含盐量不大于1.0%。
(2)装置的设计需要考虑此种水质的特性,对装置设备进行针对设计,保证装置的机械清洗周期大于10天,必要时配备专用清洗工具。
同时也要保证三效蒸发器蒸发室内有足够的高度,防止物料起泡及蒸发携带引起的冷凝水水质超标。
(3)防冻措施:本装置需考虑必要的防冻措施及停运时的防冻措施,以保证各单元处理设施冬季正常运行。
(4)本装置汽耗比不大于0.4;二,设计和验收依据执行与三效蒸发器相关的国家、行业现行有效的设计、施工标准和规范,采用最新有效版本。
压力容器执行相关的国家、行业现行有效的设计、施工标准和规范,采用最新有效版本。
包括但不限于如下标准:《压力容器安全技术监察规程》国家质量技术监督局1999年《钢制压力容器》GB150《钢制压力容器-分析设计标准》JB4732《压力容器法兰》JB4700~4707《衬里钢壳设计技术规定》HG/T 20678《钢制管法兰、垫片、紧固件》HG20592~20635《钢制人孔和手孔》HG/T21514~21535《不锈钢人、手孔》HG21594~21604《钢制压力容器用封头》JB/T4746《钢制压力容器焊接规程》JB/T4709《钢制压力容器焊接工艺评定》JB4708《钢制压力容器产品焊接试板的力学性能检验》JB4744《承压设备无损检测》JB/T4730.1~.6《压力容器用钢锻件》JB4726~4728《补强圈》JB/T4736《鞍式支座》JB/T 4712《腿式支座》JB/T 4713《支承式支座》JB/T 4724《耳式支座》JB/T 4725《压力容器波形膨胀节》GB16749《钢制压力容器焊接规程》JB/T4709《压力容器涂敷与运输包装》JB/T4711《压力容器波形膨胀节》GB 16749《压力容器安全技术监察规程》(劳锅字(1990)8号)《压力容器设计单位资格管理与监督规则》(劳锅字(1992)12号)《压力容器无损检验》JB4730《压力容器油漆、包装、运输》JB2532《钢制化工容器设计基础规定》HG20580《钢制化工容器材料选用规定》HG20581《钢制化工容器强度计算规定》HG20582《钢制化工容器机构设计规定》HG20583《钢制化工容器制造技术要求》HG20584《板式换热器》GB1649《换热器学会标准—蒸汽表面冷凝器标准》HEI《管式换热器制造商学会标准》TEMA《管式换热器》GB151三,方案选择:1,本系统的工艺流程如下:冷凝液部分:原料→原料泵→预热器→一效→二效→三效→冷凝器→液封槽→排出固料部分:三效蒸发器→出料泵→结晶釜→离心机→干燥机→料仓→包装机2,采用三效蒸发浓缩设备,工艺流程见附图。
目录摘要 (2)Abstract (2)1绪论 (3)2文献综述 (4)2.1氨氮废水对环境的危害 (4)2.2氨氮废水的处理研究进展 (4)2.2.1氨氮废水的主要处理方法比较 (4)2.2.2节能减耗的生物脱氮新工艺 (6)2.3国内外氨氮废水处理技术现状与研究进展 (6)2.3.1高浓度氨氮废水处理技术现状与研究进展 (6)2.3.1.1物化法处理高浓度氨氮废水 (7)2.3.1.1.1吹脱法 (7)2.3.1.1.2离子交换法 (8)2.3.1.1.3膜分离法 (8)2.3.1.1.4联合处理法 (9)2.3.1.2生物脱氮法处理高浓度氨氮废水 (9)2.3.2中浓度氨氮废水处理技术现状与研究进展 (10)2.3.2.1物理化学法处理中浓度氨氮废水 (13)2.3.2.1.1离子交换法 (13)2.3.2.1.2联合处理法 (14)2.3.2.2生物脱氮法处理中等浓度氨氮废水 (14)2.3.3低浓度氨氮废水处理技术现状与研究进展 (15)2.3.3.1物化法处理低浓度废水 (15)2.3.3.1.1离子交换法 (15)2.3.3.1.2折点氯化法 (16)2.3.3.1.3其他方法 (16)2.3.3.2生物脱氮法处理低浓度废水 (16)2.4氨氮废水治理技术发展趋势 (19)参考文献 (20)摘要随着我国国民经济的迅速发展,氨氮污染变得日益严重。
氨氮是引起水体富营养化和环境污染的重要物质,水体中氨氮浓度过高,会抑制水体中的自然硝化,引起水体溶解氧下降,导致鱼类中毒,降低水体自净能力。
因此研究经济有效的控制氨氮废水污染的技术成为水污染治理的重点和热点。
关键词:氨氮废水;处理;高效;再生AbstractWith the rapid development of the economy of our country, the pollution of water body is increasingly serious. Ammonia-nitrogen is an important contaminant for eutrophication of water body and environmental pollution. With high concentration of NH4+-N, natural nitration is restrained, DO becomes decline, fishes are poisoned, and the self-depuration ability of water is reduced. To study an economical and efficient way to control the NH4+-N pollution has become an important program at the present. Keywords:NH3-N removal wastewater; treatment; efficient; recycle1、绪论近年来,我国的工农业生产取得了快速的发展,但随之而来的则是环境污染的加剧。