第二章 金属型铸造
- 格式:ppt
- 大小:631.00 KB
- 文档页数:35
金属型铸造方法介绍金属型铸造是一种通过将熔融金属注入到预先制造的模具中,然后在冷却后将固态金属铸造件取出的制造方法。
金属型铸造是一个古老而广泛应用的金属加工方法。
本文将详细探讨金属型铸造的方法和过程。
传统金属型铸造方法传统金属型铸造方法是一种常见且经济高效的方法,适用于大批量生产。
下面是其中几种常用的传统金属型铸造方法:1. 砂型铸造砂型铸造是最常见的金属型铸造方法之一。
该方法使用特制的砂模作为模具,通过在模具中注入熔融金属来制造铸件。
砂型铸造相对简单、经济,并且适用于各种金属。
它可以用于制造大型和小型铸件。
砂型铸造的步骤:1.制造模板:首先,根据设计要求制造一个模板,通常使用木材、泡沫等可加工的材料来制作模板。
2.制造砂型:根据模板制造一个砂型。
砂型是由特制砂料混合剂制成的,该混合剂具有一定的黏合性和可塑性,可以复制模板的形状。
3.铸造过程:将熔融金属倒入砂型中,待冷却固化。
4.分离铸件:一旦金属冷却固化,砂型被分离,得到铸造件。
2. 涂层砂型铸造涂层砂型铸造是一种改良的砂型铸造方法,它在传统的砂型铸造基础上添加了一层涂层。
这一层涂层能够减少砂模与金属之间的热冲击,提高铸件的表面质量。
涂层砂型铸造的步骤:1.制造模板:与传统砂型铸造相同。
2.涂层制备:在砂型表面涂覆一层特殊涂层材料,通常是陶瓷材料。
3.涂层烘干:等待涂层材料干燥。
4.砂型制备:与传统砂型铸造相同。
5.铸造过程:与传统砂型铸造相同。
6.分离铸件:与传统砂型铸造相同。
3. 工艺砂型铸造工艺砂型铸造是一种特殊的砂型铸造方法,它使用特殊的砂料和工艺来制造砂型,以提高铸造件的表面质量和尺寸精度。
工艺砂型铸造的步骤:1.制造模板:与传统砂型铸造相同。
2.砂型制备:选择适合的工艺砂料,结合特殊的砂型制备工艺,制作出具有更高密实度和更平整表面的砂型。
3.铸造过程:与传统砂型铸造相同。
4.分离铸件:与传统砂型铸造相同。
其他金属型铸造方法除了传统的金属型铸造方法外,还存在一些其他的金属型铸造方法,这些方法通常用于特殊需求或小批量生产。
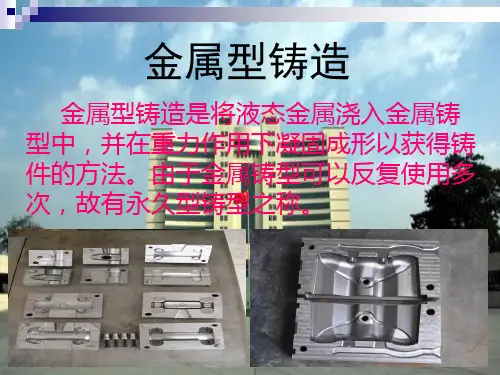
金属型铸造将金属液浇注到金属铸型中,待其冷却后获得铸件的方法叫金属型铸造。
由于金属型能反复使用很多次,又叫永久型铸造。
一、金属型的结构一般的,金属型用铸铁和铸钢制成。
铸件的内腔既可用金属芯、也可用砂芯。
金属型的结构有多种,如水平分型、重直分型及复合分型。
如图2.2所示。
其中垂直分型便于开设内浇口和取出铸件;水平分型多用来生产薄壁轮状铸件;复合分型的上半型是由垂直分型的两半型采用铰链连结而成,下半型为固定不动的水平底板,主要应用于较复杂铸件的铸造。
二、金属型铸造型的工艺特点金属型的导热速度快和无退让性,使铸件易产生浇不足、冷隔、裂纹及白口等缺陷。
此外,金属型反复经受灼热金属液的冲刷,会降低使用寿命,为此应采用以下辅助工艺措施。
1.预热金属型浇注前预热金属型,可减缓铸型的冷却能力,有利于金属液的充型及铸铁的石墨化过程。
生产铸铁件,金属型预热至250~350℃;生产有色金属件预热至100~250℃。
2.刷涂料为保护金属型和方便排气,通常在金属型表面喷刷耐火涂料层,以免金属型直接受金属液冲蚀和热作用。
因为调整涂料层厚度可以改变铸件各部分的冷却速度,并有利于金属型中的气体排出。
浇注不同的合金,应喷刷不同的涂料。
如铸造铝合金件,应喷刷由氧化锌粉、滑石粉和水玻璃制成的涂料;对灰铸铁件则应采用由石墨粉、滑石粉、耐火粘土粉及桃胶和水组成的涂料。
3.浇注金属型的导热性强,因此采用金属铸型时,合金的浇注温度应比采用砂型高出20~30℃。
一般的,铝合金为680℃~740℃;铸铁为1300℃~1370℃;锡青铜为1100~1150℃。
薄壁件取上限,厚壁件取下限。
铸铁件的壁厚不小于15mm,以防白口组织。
4.开型开型愈晚,铸件在金属型内收缩量愈大,取出采用困难,而且铸件易产生大的内应力和裂纹。
通常铸铁件的出型温度700~950℃,开型时间为浇注后10~60秒。
三、金属型铸造的特点和应用范围与砂型铸造相比,金属型铸造有如下优点:1、复用性好,可“一型多铸”,节省了造型材料和造型工时。



金属型铸造方法
金属型铸造是一种制造金属件的工艺,它通过将金属熔化后注入铸型中,然后冷却凝固成为所需形状的零件。
这种方法可以生产出高精度、高质量的零件,被广泛应用于汽车、航空航天、机械制造等领域。
金属型铸造主要分为两种类型:压力铸造和重力铸造。
压力铸造是指
在注入金属液体时施加一定的压力来填充铸型,可以获得更高的密度
和更好的表面质量;而重力铸造则是通过自由流动的方式填充铸型,
适用于较大尺寸和较简单形状的零件。
在金属型铸造中,选择合适的材料也非常重要。
常用的材料包括灰铁、球墨铸铁、钢、不锈钢等。
不同材料具有不同的物理性能和化学性质,需要根据实际需求进行选择。
除了以上基本内容外,以下是一些与金属型铸造相关的细节问题:
1. 铸模设计
一个好的设计可以使得零件更容易制作,并且在使用时具有更好的性能。
在设计铸模时,需要考虑到金属液体的流动性、收缩率、气孔等
因素。
2. 熔炼金属
金属型铸造需要用到熔炼炉来将金属加热至液态。
不同的金属需要不
同的温度和时间来达到合适的熔化状态。
3. 铸造过程控制
铸造过程中需要控制温度、压力、流量等参数,以确保零件质量稳定。
同时,也需要注意安全问题,避免发生意外事故。
4. 后处理
铸造完成后,还需要进行后处理工作,如去除毛刺、打磨表面等。
这
些工作可以提高零件的表面光洁度和精度。
总之,金属型铸造是一种重要的制造工艺,在现代工业中得到了广泛
应用。
通过合理设计和严格控制工艺参数,可以生产出高质量、高精
度的零件,为各行业提供了可靠的支持。