球磨机配球
- 格式:doc
- 大小:35.00 KB
- 文档页数:5
1、离心转速也称为临界转速:球或者棒的离心力等于重力,即
mg=mv2 r
g——重力加速度;
v——球或者棒的转速;
r——磨机半径。
转速率:磨机实际转速与临界转速的比值,计算得到为0.76~0.88,一般取0.8,因此磨机的实际转速应为临界转速的0.8. 2、填充率:棒或者球的总体积占磨机有效容积的比例,一段磨机一般40%左右,二段磨机35%~40%左右。
根据球磨机的有效容积计算出棒或者球的总体积。
对于矿石给料粒度小于20mm的一段工业用磨机,钢球一般采用120mm、100mm、80mm、60mm,比例为15%,30%,40%,15%,(一段磨机很少采用棒磨)。
根据不同球的密度计算出不同球的重量或者数量。
对于二段球磨机,钢球一般采用80mm、60mm、40mm,比例一般为30%、40%、30%。
二段棒磨机一般采用的钢棒为80mm、60mm、50mm,具体添加数量与一段磨机的计算方法相同。
适当的增加小直径的球或棒,能够降低磨矿细度,但是随着磨矿过程的进行,大直径的球或棒被磨细,因此每次补加球或棒时,仅需补加大直径的即可。
对于直径800mm,长度900mm的小型棒磨机,根据经验添加棒的直径应为80mm、60mm、50mm、40mm,配比约为15%,30%、
40%,15%。
工业应用的球或棒的配比需要通过磨矿试验来进行调整,主要考察不同的球或者棒的配比对磨矿细度的影响(或者考察配比对于某一粒级,比如-2mm+0.2mm)进行具体调整。
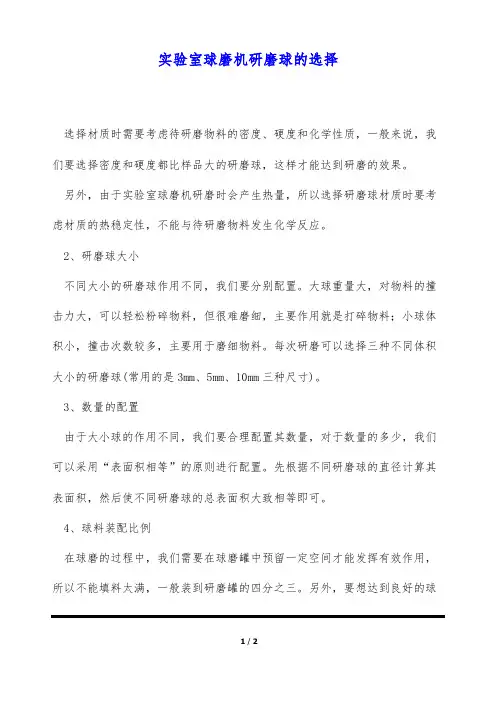
实验室球磨机研磨球的选择
选择材质时需要考虑待研磨物料的密度、硬度和化学性质,一般来说,我们要选择密度和硬度都比样品大的研磨球,这样才能达到研磨的效果。
另外,由于实验室球磨机研磨时会产生热量,所以选择研磨球材质时要考虑材质的热稳定性,不能与待研磨物料发生化学反应。
2、研磨球大小
不同大小的研磨球作用不同,我们要分别配置。
大球重量大,对物料的撞击力大,可以轻松粉碎物料,但很难磨细,主要作用就是打碎物料;小球体积小,撞击次数较多,主要用于磨细物料。
每次研磨可以选择三种不同体积大小的研磨球(常用的是3mm、5mm、10mm三种尺寸)。
3、数量的配置
由于大小球的作用不同,我们要合理配置其数量,对于数量的多少,我们可以采用“表面积相等”的原则进行配置。
先根据不同研磨球的直径计算其表面积,然后使不同研磨球的总表面积大致相等即可。
4、球料装配比例
在球磨的过程中,我们需要在球磨罐中预留一定空间才能发挥有效作用,所以不能填料太满,一般装到研磨罐的四分之三。
另外,要想达到良好的球
磨效果,研磨球与样品物料的质量比建议保持在0.9~1.1之间。
精品资料欢迎下载。
磨机实用配球图表的编制与应用 球磨机的研磨体级配是粉磨工艺的关键所在,经验配球不能得到最佳的配球效果,已见介绍的配球图表仅适合于整厘米数的等差级配的理想条件,对于解决平均球径带小数及五级配球问题,虽已见有“微调公式”的报道,总觉得不够简便。
下面介绍一种更为简便、准确、实用的配球图表的编制与应用。
为了简便、快速、准确地编制实用配球图表,下面对基础公式作一介绍(公式的求证略)。
1 基础公式1.1 平均球径计算公式d=n∑d i X i(1) i=1式中:d——图表中任一平均球径值,mm;d i——用于级配的球径,mm;X i———对应于d i的级配比例,%。
1.2 平均球径等差值公式d ci=X c(d a-d b) (2)式中:d ci——图表中指定方向相邻两平均球径的差,mm; X c——配比等差,%;d a、d b——参加级配的球径,mm。
i、a、b取值见附表。
i、a、b的关系1.3 级配比例修正公式E=d实-d表——— ×X c(3)d ci式中:E——级配比例修正值,%;d实——生产实际需要的平均球径,mm;d表——图表中选定的平均球径,mm;d ci——图表中指定方向相邻两平均球径的差,mm;X c——配比等差,%。
2 实用配球图表的编制与应用2.1 三角形实用配球图表的编制与应用2.1.1 作图方法(1)确定配比等差X c,取X c=10%。
(2)画出三角形图表,将选定的球径和配球比例的百分数从大到小按顺时针方向对应标在图上,将平均球径等差d c1、d c2标于图上,箭头所指为增加方向,如图1。
图1 三角形实用配球图的编制(3)首数计算。
三角形图左下角第一个倒立三角形所代表的平均球径为首数,根据公式(1)得:d=d1×10%+d2×10%+d3×80%(4)平均球径等差值计算。
根据公式(2)得:d c1=0.1(d1-d3)d c2=0.1(d2-d3)(5)根据首数和平均球径等差值,填入图中的其它数。
试验室行星球磨机怎么配置研磨球比例球磨机常见问题解决方法在试验室使用球磨仪器研磨样品时,研磨配件的合理配置是特别紧要的,其直接影响到研磨后的样品出料细度。
目前常用的研磨介质就是研磨球了,那怎么合理配置研磨球呢?一般而言,建议保持研磨罐容积的三分之一为样品,三分之一为磨球,另外三分之一为研磨预留空间。
研磨罐填充度—研磨球大小、数量合理配置标准如下。
注:上述推举研磨球配置方案适用于样品进料粒度小的情况,假如样品进料粒度较大,可酌情加添大球数量,削减小球数量,以此加强碎裂效果,然后加添小球进行细磨。
有关试验室球磨仪研磨球的合理配置方案就为大家介绍到这里了,我们在装配时假如不清楚合适的球料比,不妨依照上述表格中的参数进行搭配,但需要注意依据实在试验情况进行调整,以求达到更合适的填充配置。
球磨机常见故障和解决方法一、球磨机轴承过热,电动机超负荷1、故障原因:①润滑油牌号与设备说明书不一致,或润滑油变质;②润滑脂过多或过少;③润滑管路堵塞,导致润滑油没有进入润滑点;④轴承或联轴器安装不正;⑤轴颈与轴瓦的间隙过大或过小,接触不良;⑥油槽损坏导致油无法流进轴颈或轴瓦等。
2、解决方法:①使用正确牌号润滑油,更换变质润滑油;②按规定加足油量,一般为轴承空隙的1/3~1/2较适当;③疏通润滑管路;④正确安装轴承或联轴器;⑤调整轴颈与轴瓦的间隙;⑥适时检查油槽。
二、运行中显现有规定的敲打声,且声响很大1、故障原因:部分衬板螺栓没有拧紧,在球磨机旋转时,衬板敲击球磨机筒体。
2、解决方法:依据声音位置判定出球磨机衬板部位,找出松动螺栓进行紧固。
三、电动机带减速机启动后,发生振动1、故障原因:①联轴节两轮间隙过小,难以补偿电动机启动时由自身磁力中心所引起的窜动量;②减速机、电机和传动轴的传动联轴器没有保持很高的同轴性,导致两轴不同心;③联轴节的连接螺栓没有对称拧紧,并且紧固力大小不同;④轴承外圈没有固定好。
2、解决方法:①按规定将对轮间隙调好;②使两轴同心;③以同等力矩对称紧固联轴节的连接螺栓;④固定好轴承外圈。
球磨机多级、二级配球配比摘要:钢球的级配是影响球磨机产质量的主要因素之一。
对多仓磨机而言,一仓的钢球级配尤显得至关重要。
按照一般交叉级配的原则,亦即上一仓的最小球径决定下一仓的最大球径,依此类推,一仓实际上主导了其他各仓的级配。
目前,在球磨机一仓比较有代表性的配球方法有两种,一种是得到公认的应用最普遍的多级配球,另一种是近年来才开始采用的二级配球法。
关于这种配球法国内外已有报道,对其褒贬不一。
葛洲坝水泥厂从1992年起开始在Φ3m×9m水泥磨上试用二级配球,并延续应用至今。
从这几年的应用效果来看,它与多级配球相比各有所长,孰优孰劣不能一概而定。
本文即对这两种配球方法作一些初步的探讨。
1 一仓对研磨体级配的基本要求球磨机一仓主要对物料进行冲击破碎。
其作用效果的好坏直接影响到后面各仓研磨效率的发挥。
能否达到预期的效果取决于研磨体的级配参数合理与否。
主要包括:配合级数、球径(最大、最小、平均球径)的大小,以及不同规格的球所占的比例等。
这些参数的选择除了受磨内结构、产品细度要求等因素的影响外,很大程度上是由入磨物料的特性如粒度、易磨性等决定的。
反过来讲,要衡量钢球的级配是否合理,就要看它能否满足物料的要求。
物料在一仓内要得到有效的破碎,并达到适应二仓粉磨的粒度要求。
在选择一仓的级配参数时必须综合考虑以下几点基本要求:(1)要有足够的冲击力,即充当破碎介质的钢球所具有的撞击能量超过物料的强度极限。
(2)足够的冲击次数。
当装载量一定时,与球径的大小有关。
在保证足够冲击力的前提下,尽量缩小钢球的直径,以增加钢球的个数来提高对物料的冲击次数是提高粉磨效率的重要手段。
(3)适当的存料能力。
为保证物料能被充分地粉碎,要求物料在仓内有一定的停留时间,即要控制物料流速,以防止物料流速过快而出现窜料现象。
2 多级配球法多级配球法是一种传统的配球方法,通常选用3~5种不同规格的钢球。
它最突出的特点是以入磨物料的粒度为依据。
如何计算球磨机研磨体的级配MORE球磨机钢球级配的方法很多种,基本原则是:1.物料的硬度大,选钢球直径大;2.磨机直径大,冲击力就大,选钢球直径小;3.使用双仓隔板的,球径应比同样排料断面的单层隔仓板小;4.一般四级配球,大、小球少,中间球大,即“两头少,中间多"......磨粉效率很高的钢球配比MORE球磨机在磨粉料时,如下的钢球配比磨粉效率最高,属经济运行状态:如何按钢球大小比例添加钢球MORE新按装的球磨机有一个磨合过程,在磨合的过程中,钢球量第一次添加,占球磨机最大装球量的80%,钢球添加的比例可按钢球尺寸(Φ120㎜、Φ100㎜、Φ80㎜、Φ60㎜、Φ40㎜)大小添加。
钢球添加量:不同球磨机型号其总装球量不同。
例如MQG1500×3000球磨机(处理量100—150吨)最大装球量9.5—10吨。
第一次添加钢球,大球(Φ120㎜和Φ100㎜)占30%—40%、中球80㎜占40%—30%、小球(Φ60和Φ40㎜)占30%。
钢球添加的重量,是根据钢球的质量,钢球质量的好坏,决定了矿石吨耗添加量。
最好采用新型耐磨钢球。
最好的(质量好的)钢球添加是按处理每吨矿石量来计算(即每吨矿石添加0.8㎏)一般的钢球处理一吨矿石需(1㎏—1.2㎏)。
钢球大小比例:不同球磨机型号其配比不同。
球磨机直径在2500㎜以下,添加钢球尺寸为Φ100㎜、Φ80㎜、Φ60㎜。
球磨机直径在2500㎜以上,添加钢球尺寸为Φ120㎜、Φ100㎜、Φ80㎜。
研磨介质(磨球)耐磨材料的选择MORE我国建材行业1994年制定了JC/T535-94“建材工业用铬合金铸造磨球”标准。
在此基础上又颁布了国家标准GB/T17445-1998“铸造磨球”。
其中规定的品种有高铬球、中铬球,低铬球、贝氏体球墨铸铁球的化学成分、机械性能、铸球规格和检验方法等。
质量好的磨球应具有下列性能:(a)耐磨性:对切削磨损、变形磨损和疲劳剥落磨损有足够的耐磨性;对切削磨损要求有高硬度;对变形磨损和疲劳磨损要求有高的应变疲劳、接触疲劳和冲击疲劳寿命;(b)良好的冲击韧性:在反复冲击磨损条件下,有高的抗冲击性能,不破碎;(c)高的淬透性:保证φ100mm大球整体腐损均匀,不失圆;(d)优良的冶金质量:按规定的标准成分生产,不得有夹渣、夹砂等铸造缺陷。
在平时我们都说球磨机钢球的数量比例都是有一定要求的,那么怎么判断一台球磨机设备的装球量呢?装多少合适呢?装载过多或者过少都起不到粉磨作用,今天在您经过专业破碎机厂家的技术人员讲解之后就不会有这个疑问了。
首先,钢球的数量是和主电机电流的大小有着密切关系的,有经验的操作人员时时都在观察球磨机电流的变化。
在球磨机给矿量固定的情况下,电流越高装球量就越多,反之,则越少。
一般在新购买设备之后或者设备在进行大的维修之后都会给球磨机装球,那么装球的规则是哪些呢?当然了不同型号的球磨机的装球数量也是不一样的,我们就拿15003000来说吧,首先确定最大装球量,然后第一次装球,剩余的在3-4天后再加,装球的比例也是有规定的,一般按照这样下来钢球的添加就是合理的,在设备正常运转之后,还要进行不加钢球的。
根据钢球质量,一般情况下每处理一吨矿石要补加0.8~1.8㎏。
例如:MQG36004000球磨机最大装球量70t,第一次装56t,余下的3~4天后再加,装球比例为Φ120 m m占40% 、Φ100 mm占30%、Φ80 mm占15%、Φ60 mm占15%。
中海重工设备视质量为生命,奉用户为上帝。
并一贯遵循对每一道工序负责,对每一台产品负责、每一位用户负责的质量方针,竭诚为用户服务。
我们所做的一切将全力为您着想,我们深信:质量是打开市场的金钥匙。
球磨机。
(一种)球磨机加球数量 经验公式:装球的总数量G G=42LD π%758.7%30⨯⨯⨯其中加大球量为总重量的25% 加中球量为总装载球重量的45%加小球量为总装载球量的30%(三个仓)最好一个仓装段 式中D 为球磨的内径 L 为球磨的长度 (二种)球磨机加球量计算 铁合金生产机械设备一书中的公式装球量的多少对磨矿效率有一定的影响,装球少磨矿效率低,装球过多,在运转时内层球易产生干涉,破坏球的正常循环,石磨矿效率也要降低。
所以装球量必须按要求进行选择。
1)对于湿式格子形球磨机 ϕ=40%-45% 2)对于干式格子型球磨机 ϕ=25%-35% 3)对于溢流型球磨机 ϕ=35%-40%已知球磨机得充填系数ϕ后 可按公式求出球磨机的装球总量 G=ϕ42LD πG 球—球磨机的装载球总重量(吨)γ—钢球的容积量(吨/米3)对于钢球:γ=4.5%—4.8%吨/米3 对于铸铁球:γ=6%—6.5%吨/米3ϕ—钢球充填系数D—球磨机筒体内径(米)L—球磨机筒体长度(米)在球的容积量γ=4.8吨/米3(只有r=4.8时)此公式才成立G球=3.77ϕD2L物料重量在球磨机中加物料的重量,一般为装球量的0.14倍,这样可将球磨机中粉磨体得总重量G按下面公式求出G=G球+0.14 G球=1.14 G球(三种)球磨机加球量(研磨体)的计算研磨体填充率的研磨体的容积与球磨机有效容积之比来表示研磨体填充率变动在25—45%的范围内,填充率小于25%会使研磨体在磨机衬板上滑动,大于45%会使研磨体的运动失去常规。
研磨体的最佳填充率为H=0.16D D—球磨机筒内径通常研用的研磨体填充率为钢球28—45%钢段25—33%三仓磨可用如下的填充率I仓30%II仓27%III仓24%研磨体填充率在不同的球磨机转速时的研磨体运动,较低的研磨体填充率一般在磨机转速达到临界转速的60—70%时,研磨体开始作较大的脱离点轨迹运动,产生研磨体的较强冲击作用,至于较高的研磨体填充率会完成更多的摩擦功 这是一个可能争论的观点 下列各专家的实用公式 1、塔戈特公式 G=4620D 2L2、阿雷恩茨-切斯林斯基公式 G=4100D 2L3、斯蒂尔宁公式 G=4000 D 2L 式中 G 球磨机的总装填量 公斤D—球磨机筒体内径(米) L—球磨机筒体长度(米)为了更准确把计算球磨机有效容积V 乘以相应的研磨体填充率ϕ其体积为研磨体的容积V m V m =ϕ*V=ϕ42LD π再乘以研磨体的容量g m * V m =g m *ϕ42LD π研磨体的容量约为4.55吨/米3(此数随研磨体的直径的不同稍有上下变化)其比重为8—7.9吨/米3对于三仓磨机来说研磨体直径是可取的第一仓仅靠冲击进行粉末 应装填100-110毫米直径的钢球,其重量为各仓装球总重量的25—30% 第二仓靠冲击和研碎作用进行粉磨,应装填等量的60、50、30毫米直径的研磨体。
浅谈球磨机多级、二级配球摘要:钢球的级配是影响球磨机产质量的主要因素之一。
对多仓磨机而言,一仓的钢球级配尤显得至关重要。
按照一般交叉级配的原则,亦即上一仓的最小球径决定下一仓的最大球径,依此类推,一仓实际上主导了其他各仓的级配。
目前,在球磨机一仓比较有代表性的配球方法有两种,一种是得到公认的应用最普遍的多级配球,另一种是近年来才开始采用的二级配球法。
关于这种配球国内外已有报道,对其褒贬不一。
葛洲坝水泥厂从1992年起开始在Φ3m×9m水泥磨上试用二级配球,并延续应用至今。
从这几年的应用效果来看,它与多级配球相比各有所长,孰优孰劣不能一概而定。
本文即对这两种配球方法作一些初步的探讨。
1 一仓对研磨体级配的基本要求球磨机一仓主要对物料进行冲击破碎。
其作用效果的好坏直接影响到后面各仓研磨效率的发挥。
能否达到预期的效果取决于研磨体的级配参数合理与否。
主要包括:配合级数、球径(最大、最小、平均球径)的大小,以及不同规格的球所占的比例等。
这些参数的选择除了受磨内结构、产品细度要求等因素的影响外,很大程度上是由入磨物料的特性如粒度、易磨性等决定的。
反过来讲,要衡量钢球的级配是否合理,就要看它能否满足物料的要求。
物料在一仓内要得到有效的破碎,并达到适应二仓粉磨的粒度要求。
在选择一仓的级配参数时必须综合考虑以下几点基本要求:(1)要有足够的冲击力,即充当破碎介质的钢球所具有的撞击能量超过物料的强度极限。
(2)足够的冲击次数。
当装载量一定时,与球径的大小有关。
在保证足够冲击力的前提下,尽量缩小钢球的直径,以增加钢球的个数来提高对物料的冲击次数是提高粉磨效率的重要手段。
(3)适当的存料能力。
为保证物料能被充分地粉碎,要求物料在仓内有一定的停留时间,即要控制物料流速,以防止物料流速过快而出现窜料现象。
2 多级配球法多级配球法是一种传统的配球方法,通常选用3~5种不同规格的钢球。
它最突出的特点是以入磨物料的粒度为依据。
球磨机补加球的正确方法嘿,咱今儿就来说说球磨机补加球这档子事儿!你可别小瞧了这补加球,这里头的门道可多着呢!想象一下,球磨机就好比是一个大胃王,那些球就是它的食物。
要是给它加球加得不对,那它可就“消化不良”啦!那怎么个加法才是正确的呢?首先啊,你得了解球磨机的“胃口”。
不同型号、不同用途的球磨机,对球的要求那也是不一样的。
就像每个人的口味都不同,有的喜欢甜的,有的喜欢辣的。
你得摸清楚你家那台球磨机喜欢啥样的球。
然后呢,观察很重要啊!要时不时地瞅瞅球磨机里面球的磨损情况。
要是球都磨得没个球样儿了,那还能指望它好好工作吗?就好像你穿的鞋子,底都磨穿了,还能舒服地走路吗?还有啊,补加球可不能一股脑儿地往里倒。
得有个计划,有个策略。
就跟打仗似的,你得排兵布阵啊!大球小球得搭配着来,不能全是大的,也不能全是小的。
这就好比做菜,盐放多了咸,盐放少了没味,得恰到好处才行。
再来说说球的质量。
可别贪便宜买些质量不过关的球,那不是给自己找麻烦嘛!就跟你买东西一样,便宜没好货,好货不便宜。
质量好的球,用起来才顺手,才能让球磨机发挥出最佳效果。
还有一点很关键,那就是要定期检查。
别等球磨机出问题了才发现球加得不对。
这就像你身体不舒服了才去看医生,那多遭罪啊!平时就多留意,早发现问题早解决。
咱再打个比方,球磨机补加球就像是给汽车加油。
你得加对油号,还得定期加,不能等车跑不动了才想起加油。
这都是一个道理。
总之啊,球磨机补加球可不是个简单的事儿,得用心去琢磨,去实践。
别嫌麻烦,这可关系到生产效率和产品质量呢!你要是随便糊弄,那最后吃亏的还是你自己。
所以啊,一定要掌握好球磨机补加球的正确方法,让你的球磨机像个小老虎一样,生龙活虎地工作起来!你说是不是这个理儿?。
书山有路勤为径,学海无涯苦作舟
合格的球磨机钢球应满足哪些要求
球磨机是物料被破碎之后,再进行粉碎的关键设备。
它广泛应用于水泥,硅酸盐制品,新型建筑材料、耐火材料、化肥、黑与有色金属选矿以及玻璃陶瓷等生产行业,对各种矿石和其它可磨性物料进行干式或湿式粉磨。
球磨机适用于粉磨各种矿石及其它物料,被广泛用于选矿,建材及化工等行业,可分为干式和湿式两种磨矿方式。
根据排矿方式不同,可分格子型和溢流型两种。
合格球磨机钢球应满足哪些要求:
钢球是球磨机用于粉磨物料的介质,它在球磨机的运转过程中对物料进行冲击和研磨,将物料磨成细粉。
钢球的装载量及配合对磨机的产量及产品的质量有重大的影响,因此配球是球磨机日常工艺技术管理的一项重要内容。
那么满足什么要求的钢球才是最适合球磨机的呢?
1.冲击力:钢球产生的撞击能量超过物料的强度极限时使物料粉碎,但过大的冲击力施加给球磨机衬板、筒体的应力也增大,能量消耗也大,因此在选择钢球的时候,它的冲击力的因素必须放在首位来考虑。
2.研磨力:在球磨机的运转过程中,主要靠钢球的表面积使物料与钢球的接触面积增多,从而提高粉磨效率,特别是对靠研磨作用进行粉磨的细磨仓是很主要的。
3.存料能力和挤排力:通过大小球级配,减少钢球之间的空隙,增加钢球的堆积密度,使之具有适当的存料能力。
一方面可控制物料在磨内的流速,延长停留时间,以便得到充分研磨;另一方面将物料挤出,便于大球冲击粉碎。
4.冲击次数:次数多是提高粉磨细度和产量的主要手段。
通过减少球径和增加钢球的个数来提高冲击次数,这对冲击和研磨都很有必要。
钢球的冲击力、。
磨机快速配球图表的编制及微调公式的建立球磨粉磨工艺的关键在于研磨体的级配,大多数水泥生产厂家都是凭多年的配球方案进行经验配球,这种配球方法实际上并不能得到最佳配球效果,同时也费时费力。
下面我们介绍一种简易、准确、实用的配球方法——图表法,同时进一步引出微调公式。
图表法配球有两种:一种是适于三级配球的三角形图表;另一种是适于四级配球的四方形图表。
1 三角形图表的应用及编制1.1 三角形图表的应用前苏联曾报道过,按照所加球平均球径编制了三个三角形图表。
该种图表适用于三级配球(见图1)。
图1 三角形图表示意图根据计算所得平均球径值,在相应的三角形图表中找到相应的位置,然后以该数值所在三角形右上角顶点作为圆心,自圆心向左作一条射线与三角形底边平行,并交三角形图表的左边一点,该点即为该种球的级配百分数,然后以120°为间隔另作两条射线,得到的两点即为另两种球的级配百分数。
以图1(a)为例,设选平均球径为68mm,则三种球的比例为:Φ100mm球10%;Φ80mm球20%;Φ60mm球70%。
观察图表可以看出:在每个图表中平均球径值往往不止一个,因此球径值的选取应遵循以下规律:(1)当磨内物料流速要求大时,应居中选取平均球径值,即保持球与球之间空隙最大。
(2)当产品需要保持一定的筛余,又必须具有较高的比表面积时,同样的平均球径值应在图1(a)中选取;反之应在图1(b)和图1(c)中选取。
(3)当筛余保持不变,需要增加产品比表面积时,应在三角图的左上方选出平均球径值。
1.2 三角形图表的编制通过观察三角形图表,可以看出平均球径与各百分比数存在以下关系式:=A1X1+A2X2+A3X3 (1)式中:——图表中任一平均球径值,mm;A、A2、A3——图表中用来进行级配的三种球的球径值,mm;1X、X2、X3——分别为对应于A1、A2、A3三种球的级配量,%。
1同时,仔细观察还可以发现,图表中横行和斜竖行的各数值间存在着一定的公差。
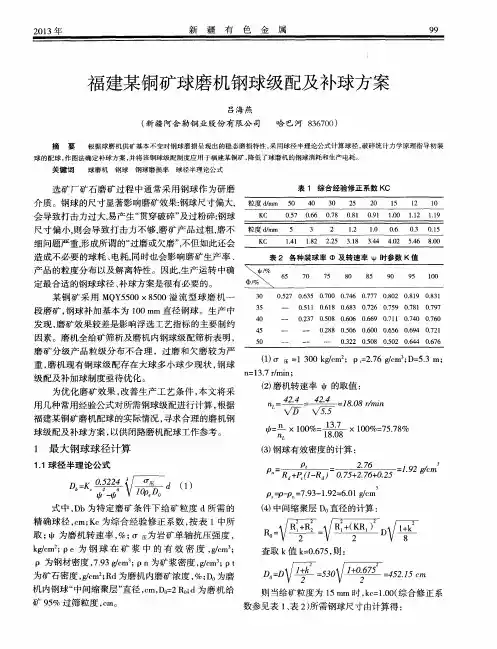
球磨机钢球正确测算配比方法简述:球磨机钢球是球磨机重要的基础零部件,尤其是精密工业钢球在国民经济发展中起着巨大作用。
广泛用于水泥厂,发电厂等。
高低铬多元素合金钢球,高低铬多元素合金铸锻,在国民经济发展中起着巨大作用。
在一些特殊条件下,常常需要特殊材质的钢球,来完成不同环境下所要求达到的功能。
其实一些特殊材质钢球已广泛应用于国民经济各个领域中,包括高铬钢球;高铬钢锻;低铬钢球;低铬钢锻;铬系列衬板;锰系列衬板;锤头;多元合金钢球;多元合金衬板;各种耐磨材料; 。
它们的推广应用,不仅推动了球磨机钢球生产业的发展,而且也促进了相关行业的技术发展和科技进步。
球磨机经过一段时间运转,每7~10d要补球,使钢球级配变得非常混乱。
运转时间越长,钢球级数越多,球磨机钢球的级配情况很难计算。
小型磨机清仓时,可算好配比,把球按尺寸分类后填加,级配的数量与计算的基本相符。
大型磨机,由于钢球数量太大,球磨机钢球分类太费时,给生产安排造成困难。
大多数厂家都不采用此法,而是按各自的要求,将烂球、铁渣及小球拣出,加完后与标准填加量比较,缺少的量,一般是加入最大级钢球,或凭经验加入一些其它的钢球。
钢球的级配及平均球径是估算的,很不准确。
环球重工在实践中运用了一种简单的测算方法,即运用概率法和数学归纳法进行抽样计算,具有一些参考价值,介绍如下:用8号钢丝制作一个边长500mm 的方框,磨机内料摇空,打开磨门进入磨内,选磨仓入口、出口两处,沿径向测量3点,如图所示。
数方框内露出半个钢球以上的各种钢球的数量,做好记录,将数据整理计算可得出基本准确的球磨机钢球级配。
某一次测量数据如表1。
规格mmΦ100~95Φ95~85Φ85~75Φ75~65入口(个)28362718出口(个)24204025平均262833.521.5。
各种钢球占比例:该磨总填加量为22t,可以计算出各级钢球的重量(见表2)。
计算数量平均球径为:计算结果与实际基本相符,由于当时出磨细度太粗,停磨处理时,根据计算,拣出Φ100~95mm球5t,补进Φ90mm球1t、Φ80mm球4t,细度达到了要求。
球磨机配球—钢球的配球方法:
球磨机的配球法,直接影响着球磨机的工作效率,另外,你要实现什么样的目的,要达到什么样的产量,还有工作环境以及球磨机的电机功率等,来配制球磨机的钢球,要知道怎么样给球磨机配球,首先得了解,球磨机的工作原理,才能根据原理来给球磨机来配球。
球磨机第一仓研磨体的主要作用是对物料进行冲击破碎,同时也起到一定的研磨作用。
因此,研磨体进行级配的目的,就是要满足这两方面的要求。
第一仓粉碎效果的好坏直接对后面各仓的粉磨效率产生影响,并最终影响球磨机产量。
能否达到粉碎要求取决于研磨体的级配是否合理,主要包括钢球大小、球径级数、各种规格球所占比例等。
确定这些参数除了要考虑球磨机规格大小、球磨机内部结构、产品细度要求等因素外,还要考虑入磨物料的特性(易磨性、粒度大小等)。
要使物料在第一仓得到有效粉碎,在确定级配时必须遵循这样几个原则:首先,钢球要有足够大的冲击力,使钢球具备足够能量以击碎颗粒物料,这与钢球的最大球径有直接关系。
其次,钢球对物料要有足够多的冲击次数,这与研磨体装填量和平均球径有关。
当装填量一定时,在保证足够冲击力的前提下,尽量减小研磨体直径,增加钢球个数来提高对物料的冲击次数,以提高粉碎效率。
最后,物料在仓内有足够的停留时间,以保证物料被充分粉碎,这就要求所配研磨体要有一定的控制物料流速的能力。
两级配球法
所谓两级配球法,就是使用大小两种不同规格,并且二者直径相差较大的钢球来进行级配。
其理论依据是,大球之间的空隙由小球来填充,以充分提高钢球的堆积密度。
这样,一方面可提高第一仓的冲击力和冲击次数,符合该仓研磨体的功能特点,另一方面,较高的堆积密度可使物料能够得到一定的研磨作用。
在两级配球中,大球的作用主要是对物料进行冲击破碎。
小球的作用一是填充大球间的空隙,提高研磨体的堆积密度,以控制物料流速,增加研磨能力;二是起能量传递作用,将大球的冲击能量传递给物料;三是将空隙中的粗颗粒物料排挤出来,置于大球的冲击区内。
两级配球法需要确定以下几个参数:(1)大球直径的确定。
取决于球磨机规格大小、入磨物料的粒度和易磨性。
一般以多级配球中的第二级球径为准。
如某台球磨机在多级配球中最大球径为100mm,进行两级配球时就应选择直径为90mm的钢球。
(2)小球直径的确定。
取决于大球间空隙的大小,也即取决于大球的直径大小。
通常情况下,小球直径取值为大球直径的20%-30%比较合适。
(3)大、小球的配比。
原则上应保证小球的掺入量不影响大球的填充率。
一般小球占大球重量的3%-5%。
在多级配球中,对钢球的冲击力、冲击次数、控制物料流速能力的要求都主要依据平均球
径,就是说受多种规格球的影响。
在两级配球中,钢球的冲击力、冲击次数由大球的直径来决定,而控制物料流速的能力主要由小球的直径、装填量确定,受大球直径的影响很小,因而缓解了冲击力、冲击次数与控制物料流速能力之间的矛盾。
相比之下,两级配球法比较简单,在确定级配参数时容易做到综合考虑。
随着物料硬度和粒度的增大(可由混合材的不同掺量体现出来),多级配球中钢球的冲击力与物料流速控制能力之间的矛盾表现就越突出,因而产量下降较明显。
而在两级配球中则不存在这个矛盾,因为它可以通过大、小球来分别满足物料对冲击力和流速控制能力的要求,因而产量变化不明显,体现出两级配球的优越性。
采用二级配球生产P.O42.5水泥近半年时间以来,球磨机的平均台时产量比使用多级配球提高了近1t见表2,在节能降耗、优质高产方面取得良好效果。
另外,采用二级配球还可减少清仓次数,只需根据球磨机产量、电流、细度及粉磨水泥的球耗比进行定期补充,除特殊情况外,一般不停机清仓。
提高了球磨机运转率。
•举报 |
•2011-08-21 23:48
•回复
•xxx5012
•中级粉丝2
•
2楼结论
当物料粒度小、易磨性好时,宜采用多级配球,因为此时提高钢球的冲击次数是主要的。
反之,当物料粒度大、强度高时,提高钢球的冲击力是关键,故采用两级配球能体现出明显的优越性。
两种配球的使用效果受物料变化的影响程度有较大差别。
多级配球对物料的变化比较敏感,球磨机产量波动较大。
两级配球对物料的变化反应则不太敏感,产量相对稳定。
也就是说,当物料的易磨性越好时,多级配球产量增加的幅度要高于两级配球。
反之,多级配球产量下降的程度又超过两级配球。
因此多级配球适用于粒度较小、易磨性较好的物料。
两级配球适用于粒度较大、易磨性较差的物料。
如下的钢球配比磨粉效率最高,属经济运行状态
钢球(直径)mm φ100 φ80 φ60 φ40 φ20
质量/总装填量7.5% 6.9% 33.5% 30.1% 22%
磨机经过一段时间运转,每7~10d要补球,使钢球级配变得非常混乱。
运转时间越长,钢球级数越多,钢球的级配情况很难计算。
小型磨机清仓时,可算好配比,把球按尺寸分类后填加,级配的数量与计算的基本相符。
大型磨机,由于钢球数量太大,钢球分类太费时,给生产安排造成困难。
大多数厂家都不采用此法,而是按各自的要求,将烂球、铁渣及小球拣出,加完后与标准填加量比较,缺少的量,一般是加入最大级钢球,或凭经验加入一些其它的钢球。
钢球的级配及平均球径是估算的,很不准确。
本人在实践中运用了一种简单的测算方法,即运用概率法和数学归纳法进行抽样计算,具有一些参考价值,介绍如下:用8号钢丝制作一个边长500mm的方框,磨机内料摇空,打开磨门进入磨内,选磨仓入口、出口两处,沿径向测量3点,如图所示。
测量Φ2.6m×13m磨机示意图
数方框内露出半个钢球以上的各种钢球的数量,做好记录,将数据整理计算可得出基本准确的钢球级配。
某一次测量数据如表1。
表1 某一次磨内测量情况
规格mm
Φ100~95 Φ95~85 Φ85~75 Φ75~65
入口(个)
28 36 27 18
出口(个)
24 20 40 25
平均26 28 33.5 21.5
注:表中数据均为3点之和。
计算出理论总重量(Φ100~95mm球作为Φ100mm球计算)为295.8kg。
各种钢球占比例:
26×4.115
Φ100=——————×100%=36.2%
295.8
28×3.111
Φ90=——————×100%=29.4%
295.8
33.5×2.107
Φ80=——————×100%=23.9%
295.8
21.5×1.498
Φ70=——————×100%=10.9%
295.8
该磨总填加量为22t,可以计算出各级钢球的重量(见表2)。
表2 各级钢球的重量
规格(mm)
Φ100 Φ90 Φ80 Φ70
重量(t)7.96 6.47 5.26 2.40
则可算出重量平均球径为:89.4mm
计算数量平均球径为:
26×100+28×90+33.5×80+21.5×70 9305 ——————————————————=————≈85.4mm
26+28+33.5+21.5 109。