第二章第1节-金属切削过程及切屑类型分析
- 格式:ppt
- 大小:8.29 MB
- 文档页数:29
机械加工切屑形成过程及种类机械加工是指利用机床进行金属材料切削、锉削、抛光等工艺,将工件加工成所需形状和尺寸的加工方法。
在机械加工过程中,由于工具与工件之间的相对运动,会产生切屑。
切屑是指在机械加工过程中,由于切削力的作用和切削部分和工件材料之间的摩擦力的作用,使金属材料脱离工件而形成的废料。
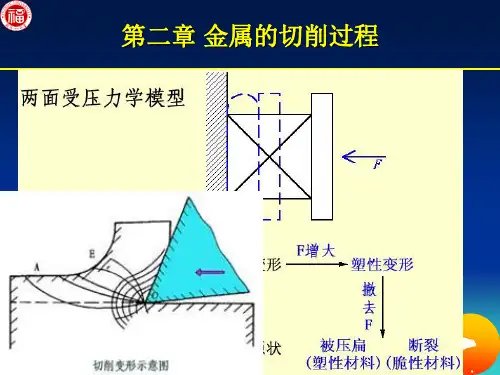
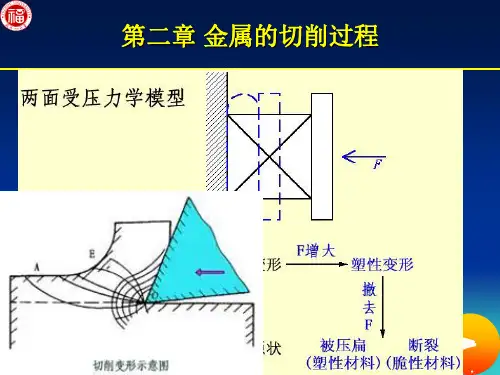
1.切削过程:在机械加工过程中,工具相对于工件进行切削。
切削过程是切屑形成的起点。
切削过程中切削刀具与工件的摩擦力和切削力作用于工件上。
2.金属切错:由于切削刀具和工件的相互作用力,金属材料会发生切削变形,切削很薄的切片和切削薄片之间的间距,即切削错觉。
这种切削错觉会导致材料分离和产生切削切,形成切削筹码。
3.切削筹码分离:随着切削过程的进行,切削刃不断深入工件的表面,形成足够深度的切削面。
在切削过程中,切削筹码被切削刃压向后方,并在切削刃之后分离。
4.切屑形成:随着切削刃逐渐深入工件,切削刃与工件接触的接触面积逐渐增加。
切削刃生成的切削面与工件表面接触,金属材料开始被分离,形成切插和切插在切削刃上的切插形成切屑。
切屑根据其形状和特点可以分为以下几类:1.螺旋卷屑:螺旋卷屑是机械加工中最常见的切屑形式之一、它的形状类似于螺旋形。
螺旋卷屑形成是因为切削刃与工件表面之间的摩擦力和切削力,使金属材料呈螺旋形状被分离。
2.螺纹形卷屑:螺纹形卷屑与螺旋卷屑类似,但具有螺纹形状。
螺纹形卷屑主要在对内螺纹切削中产生。
3.花形卷屑:花形卷屑是螺旋卷屑的一种特殊形式。
它的形状类似于花瓣,具有很高的韧性和弯曲性。
花形卷屑主要在刃具前部有圆角的切削中产生。
4.细末卷屑:细末卷屑是切削薄片脱离工件表面时变形和分离的结果。
这种切屑形态常见于高速切削和高速铣削等加工过程。
5.碎屑:碎屑是在没有明显的切削形状的情况下产生的废料。
碎屑主要在金属材料脆性较高时产生。
总结起来,机械加工切屑的形成过程可以概括为切削过程、金属切错、切削筹码分离和切屑形成。
a2-1.金属切削过程有和特征?用什么参数来表示和比较?p答:金属切削过程是指刀具与工件相互作用形成切屑的过程。
在这一过程中会出现许多物理现象:如切削刀,切削热,积屑瘤,刀具磨损和加工硬化等。
切削要素包括切削用量和切削层几何参数:切削用量:1.切削速度V 2.进给量f 3.背吃刀量a切削层几何参数1.切削宽度a 2切削厚度a 3切削面积A2-2.切削过程的三个变形区各有何特点?他们之间有什么关联?答:第一变形区,﹙基本变形区﹚.变形量最大。
常用它来说明切削过程的变形情况.第二变形区,﹙摩擦变形区﹚.切屑形成后与前面之间存在压力.所以沿前面流出时必然有很大的摩擦.因而使切屑底层又一次产生塑性变形。
第三变性区﹙加工表面变形区﹚:工件已加工表面与后面接触的区域.产生加工硬化这三个变形区汇集在切削刀附近.此处的应力比较集中而且复杂.金属的被切削层就在此处与工件基本发生分离.大部分变形切屑.很小一部分留在已加工表面上。
2-3分析积屑瘤产生的原因及其对加工的影响。
生产中最有效的控制积屑瘤的手段是什么?答:产生的原因:在切削速度不高而又能形成连续切屑情况下。
加工一般钢料或其它塑性材料时。
常常在道具前面粘着一块剖面有时呈三角状的硬块。
在处于比较稳定的状态时。
能够代替切削刀进行切削。
影响:引起道具实际角度的变化,如可增大前角,延长道具寿命等。
积屑瘤不稳定,增大到一定程度后破碎。
容易嵌入已加工表面内,增大表面粗糙度值。
手段1.降低切削速度,使温度降低,不易粘结。
2.增加切削速度,使温度高于产生切屑瘤的温度。
3.采用润滑性比较好的切屑液。
4.增大切屑前角,有效降低铁屑和前刀面挤切。
5.适当提高工件硬度,减小加工硬化。
2-4有区别切屑形成后与前面之间存在压力。
所以沿前面流出时必有很大的摩擦,因而使切屑层又一次产生塑性变形,而一般刚体之间的滑动摩擦是两刚体之间的相对运动引起的。
2-5道具要从工件上切下金属,必须具有一定的切削速度,也正是由于切削角度才决定了道具切削部分各表面的空间位置。


第二章2-1.金属切削过程有何特征?用什么参数来表示?答:2-2.切削过程的三个变形区各有什么特点?它们之间有什么关联?答:第一变形区:变形量最大。
第二变形区:切屑形成后与前刀面之间存在压力,所以沿前刀面流出时有很大摩擦,所以切屑底层又一次塑性变形。
第三变形区:已加工表面与后刀面的接触区域。
这三个变形区汇集在切削刃附近,应力比较集中,而且复杂,金属的被切削层在此处于工件基体分离,变成切屑,一小部分留在加工表面上。
2-3.分析积屑瘤产生的原因及其对加工的影响,生产中最有效地控制它的手段是什么?答:在中低速切削塑性金属材料时,刀—屑接触表面由于强烈的挤压和摩擦而成为新鲜表面,两接触表面的金属原子产生强大的吸引力,使少量切屑金属粘结在前刀面上,产生了冷焊,并加工硬化,形成瘤核。
瘤核逐渐长大成为积屑瘤,且周期性地成长与脱落。
积屑瘤粘结在前刀面上,减少了刀具的磨损;积屑瘤使刀具的实际工作前角大,有利于减小切削力;积屑瘤伸出刀刃之外,使切削厚度增加,降低了工件的加工精度;积屑瘤使工件已加工表面变得较为粗糙。
由此可见:积屑瘤对粗加工有利,生产中应加以利用;而对精加工不利,应以避免。
消除措施:采用高速切削或低速切削,避免中低速切削;增大刀具前角,降低切削力;采用切削液。
2-4切屑与前刀面之间的摩擦与一般刚体之间的滑动摩擦有无区别?若有区别,而这何处不同?答:切屑形成后与前刀面之间存在压力,所以流出时有很大的摩擦,因为使切屑底层又一次产生塑性变形,而且切屑与前刀面之间接触的是新鲜表面,化学性质很活跃。
而刚体之间的滑动摩擦只是接触表面之间的摩擦,并没有塑性变形和化学反应2-5车刀的角度是如何定义的?标注角度与工作角度有何不同?答:分别是前角、后角、主偏角、副偏角、刃倾角(P17)。
工作角度是以切削过程中实际的切削平面、基面和正交平面为参考平面确定的刀具角度。
2-6金属切削过程为什么会产生切削力?答:因为刀具切入工具爱你,是被加工材料发生变形并成为切屑,所以(1)要克服被加工材料弹性变形的抗力,(2)要克服被加工材料塑性变形的抗力,(3)要克服切屑与前刀面的摩擦力和后刀面与过度表面和以加工表面之间的摩擦力。