金属切削过程中地三个变形区
- 格式:doc
- 大小:716.14 KB
- 文档页数:18
2-2切削过程的三个变形区各有何特点?它们之间有什么关联?答:切削塑性金属材料时,刀具与工件接触的区域可分为3个变形区:①第一变形区(基本变形区):是切削层的塑性变形区,其变形量最大,常用它来说明切削过程的变形情况;②第二变形区(摩擦变形区):是切屑与前面摩擦的区域;③第三变形区(表面变形区):是工件已加工表面与后面接触的区域。
它们之间的关联是:这三个变形区汇集在切削刃附近,此处的应力比较集中而且复杂,金属的被切削层就在此处与工件基体发生分离,大部分变成切屑,很小的一部分留在已加工表面上。
2-3分析积屑瘤产生的原因及其对加工的影响,生产中最有效的控制积屑瘤的手段是什么?答:在中低速切削塑性金属材料时,刀—屑接触表面由于强烈的挤压和摩擦而成为新鲜表面,两接触表面的金属原子产生强大的吸引力,使少量切屑金属粘结在前刀面上,产生了冷焊,并加工硬化,形成瘤核。
瘤核逐渐长大成为积屑瘤,且周期性地成长与脱落。
积屑瘤粘结在前刀面上,减少了刀具的磨损;积屑瘤使刀具的实际工作前角大,有利于减小切削力;积屑瘤伸出刀刃之外,使切削厚度增加,降低了工件的加工精度;积屑瘤使工件已加工表面变得较为粗糙。
由此可见:积屑瘤对粗加工有利,生产中应加以利用;而对精加工不利,应以避免。
消除措施:采用高速切削或低速切削,避免中低速切削;增大刀具前角,降低切削力;采用切削液。
2-7车削时切削合力为什么常分解为三个相互垂直的分力来分析?分力作用是什么?答:(1)车削时的切削运动为三个相互垂直的运动:主运动(切削速度)、进给运动(进给量)、切深运动(背吃刀量),为了实际应用和方便计算,在实际切削时将切削合力分解成沿三个运动方向、相互垂直的分力。
(2)各分力作用:切削力是计算车刀强度、设计机床主轴系统、确定机床功率所必须的;进给力是设计进给机构、计算车刀进给功率所必需的;背向力是计算工件挠度、机床零件和车刀强度的依据,与切削过程中的振动有关。
2-11背吃刀量和进给量对切削力和切削温度的影响是否一样?为什么?如何运用这一定律知道生产实践?答:不一样。

1.机床误差是由机床的制造误差、安装误差和使用中的磨损引起的,其中对加工精度影响最大的三种几何误差是主轴回转误差、导轨误差和传动误差。
2.典型的刀具磨损过程分为初期磨损、正常磨损和急剧磨损阶段。
3.精加工基准的选择原则应遵循如下原则:统一基准、基准重合、互为基准和自为基准等原则。
4.工件的装夹过程就是定位和夹紧的综合过程。
5.在切削加工中,用于描述切削机理的指标是切削层及切削层参数,切削层参数包括切削层公称厚度h D、切削层公称宽度b D和切削面积,其中切削面积=h D× b D。
6.由于工件材料以及切削条件的不同,切削的变形程度也不同,因而所产生的切屑也不同,切屑的可分为带状切屑、节状切屑、粒状切屑和崩碎切屑四大类。
其中当切削塑性材料,切削速度极低,刀具前角较小时,往往产生节状切屑。
7.切削变形程度有三种不同的表示方法,即变形系数、相对滑移和剪切角。
8.在车削外圆时,切削力可以分解为三个垂直方向的分力,即主切削力,进给力抗力和切深抗力,其中在切削过程中不作功的是切深抗力。
1. 从形态上看,切屑可以分为带状切屑、挤裂切屑、单元切屑和崩碎切屑2. 切削过程中金属的变形主要是剪切滑移,所以用相对滑移(剪应变)的大小来衡量变形程度要比变形系数精确些。
3. 利用自然热电偶法可测得的温度是切削区的平均温度。
4. 刀具一次刃磨之后,进行切削,后刀面允许的最大磨损量(VB),称为磨钝标准。
5. 工件经一次装夹后所完成的那一部分工艺过程称为安装。
6. 靠前刀面处的变形区域称为第二变形区,这个变形区主要集中在和前刀面接触的切屑底面一薄层金属内。
7. 系统性误差可以分为常值性系统性误差和变值性系统性误差两种1.刀具后角是后刀面与切削平面间的夹角2.衡量切削变形的方法有变形系数与滑移系数两种,当切削速度提高时,切削变形(减少)。
3.精车铸铁时应选用(YG3);粗车钢时,应选用(YT5)。
4.当进给量增加时,切削力(增加),切削温度(增加)。
论文金属切削过程中的三个变形区系别专业年级学生姓名学号指导教师年月日金属切削过程中的三个变形区摘要:金属切削过程是指道具与工件相互作用形成切屑的过程,本文主要表示了金属切削加工过程中的三个变形区的形成与相互联系,并分析了与这三个变形区有关的反映金属变形程度的相关参数,同时加以总结。
关键词:金属切削,三个变形区,金属变形程度Abstract: the process of metal cutting refers to tools and the workpiece interact to form a cutting process, this paper mainly describes the process of metal machining three deformation zone was formed and interconnected, and analyzed and the three deformation zone related to reflect the extent of metal distortion of the relevant parameters, at the same time to sum up.Keywords:metal cutting, three deformation zone, extent of metal distortion引言金属切削过程是机械制造过程的一个重要组成局部。
金属切削过程是指将工件上多余的金属层,通过切削加工被刀具切除而形成切屑并获得几何形状、尺寸精度和外表粗糙度都符合要求的零件的过程。
在这一过程中,始终存在着刀具切削工件和工件材料抵抗切削的矛盾,从而产生一系列现象,如切削变形、切削力、切削热与切削温度以与有关刀具的磨损与刀具寿命、卷屑与断屑等。
对这些现象进展研究,揭示其在的机理,探索和掌握金属切削过程的根本规律,从而主动地加以有效的控制,对保证加工精度和外表质量,提高切削效率,降低生产本钱和劳动强度具有十分重大的意义。
论文金属切削过程中的三个变形区系别专业年级学生姓名学号指导教师年月日金属切削过程中的三个变形区摘要:金属切削过程是指道具与工件相互作用形成切屑的过程,本文主要叙述了金属切削加工过程中的三个变形区的形成及相互联系,并分析了与这三个变形区有关的反映金属变形程度的相关参数,同时加以总结。
关键词:金属切削,三个变形区,金属变形程度Abstract: the process of metal cutting refers to tools and the workpiece interact to form a cutting process, this paper mainly describes the process of metal machining three deformation zone was formed and interconnected, and analyzed and the three deformation zone related to reflect the extent of metal distortion of the relevant parameters, at the same time to sum up.Keywords:metal cutting, three deformation zone, extent of metal distortion引言金属切削过程是机械制造过程的一个重要组成部分。
金属切削过程是指将工件上多余的金属层,通过切削加工被刀具切除而形成切屑并获得几何形状、尺寸精度和表面粗糙度都符合要求的零件的过程。
在这一过程中,始终存在着刀具切削工件和工件材料抵抗切削的矛盾,从而产生一系列现象,如切削变形、切削力、切削热与切削温度以及有关刀具的磨损与刀具寿命、卷屑与断屑等。
对这些现象进行研究,揭示其内在的机理,探索和掌握金属切削过程的基本规律,从而主动地加以有效的控制,对保证加工精度和表面质量,提高切削效率,降低生产成本和劳动强度具有十分重大的意义。
• 金属切削过程中的变形一、切屑的形成过程1.变形区的划分切削层金属形成切屑的过程就是在刀具的作用下发生变形的过程。
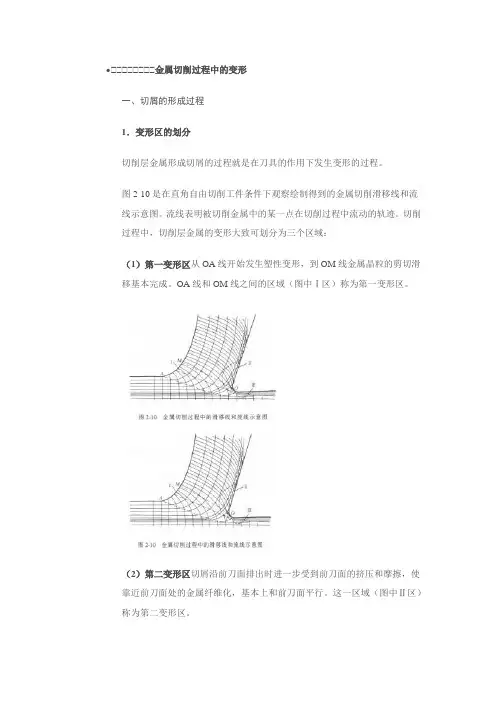
图2-10是在直角自由切削工件条件下观察绘制得到的金属切削滑移线和流线示意图。
流线表明被切削金属中的某一点在切削过程中流动的轨迹。
切削过程中,切削层金属的变形大致可划分为三个区域:(1)第一变形区从OA线开始发生塑性变形,到OM线金属晶粒的剪切滑移基本完成。
OA线和OM线之间的区域(图中Ⅰ区)称为第一变形区。
(2)第二变形区切屑沿前刀面排出时进一步受到前刀面的挤压和摩擦,使靠近前刀面处的金属纤维化,基本上和前刀面平行。
这一区域(图中Ⅱ区)称为第二变形区。
(3)第三变形区已加工表面受到切削刃钝圆部分和后刀面的挤压和摩擦,造成表层金属纤维化与加工硬化。
这一区(图中Ⅲ区)称为第三变形区。
在第一变形区内,变形的主要特征就是沿滑移线的剪切变形,以与随之产生的加工硬化。
OA称作始滑移线,OM称作终滑移线。
当金属沿滑移线发生剪切变形时,晶粒会伸长。
晶粒伸长的方向与滑移方向(即剪切面方向)是不重合的,它们成一夹角ψ。
在一般切削速度X围内,第一变形区的宽度仅为0.02-0.2mm,所以可以用一剪切面来表示(图2-12)。
剪切面与切削速度方向的夹角称作剪切角,以φ表示。
2.切屑的受力分析在直角自由切削的情况下,作用在切屑上的力有:前刀面上的法向力Fn和摩擦力Ff;剪切面上的正压力Fns和剪切力Fs;这两对力的合力互相平衡,如图2-14所示。
如用测力仪直接测得作用在刀具上的切削分力F c和F p,在忽略被切材料对刀具后刀面作用力的条件下,即可求得前刀面对切屑作用的摩擦角β,进而可近似求得前刀面与切屑间的摩擦系数μ。
二、切削变形程度切削变形程度有三种不同的表示方法,分述如下。
1.变形系数在切削过程中,刀具切下的切屑厚度h ch通常都大于工件切削层厚度h D,而切屑长度l ch却小于切削层长度l c。
切屑厚度h ch与切削层厚度h D之比称为厚度变形系数;而切削层长度与切屑长度之比称为长度变形系数。
长安⼤学机械制造技术基础复习题2019(2)1.⾦属切削加⼯的基本知识1.何谓切削⽤量三要素?它们是怎样定义的?切削⽤量是指切削速度,进给量f(或进给速度)和切削深度切削速度是切削刃相对于⼯件的主运动速度称为切削速度。
即在单位时间内,⼯件和⼑具沿主运动⽅向的相对位移。
进给量是⼯件或⼑具转⼀周(或每往复⼀次),两者在进给运动⽅向上的相对位移量。
切削深度指待加⼯表⾯与已加⼯表⾯之间的垂直距离。
2..⾦属切削过程的本质是什么?切削过程中的三个变形区是怎样划分的?各变形区有何特征?⾦属切削本质是⼀种挤压过程,切削⾦属受⼑具挤压⽽产⽣以滑移为主的塑性变形第Ⅰ变形区:即剪切变形区,⾦属剪切滑移,成为切屑。
⾦属切削过程的塑性变形主要集中于此区域。
第Ⅱ变形区:靠近前⼑⾯处,切屑排出时受前⼑⾯挤压与摩擦。
此变形区的变形是造成前⼑⾯磨损和产⽣积屑瘤的主要原因。
第Ⅲ变形区:已加⼯⾯受到后⼑⾯挤压与摩擦,产⽣变形。
此区变形是造成已加⼯⾯加⼯硬化和残余应⼒的主要原因3. 影响加⼯表⾯粗糙度的因素有哪些?如何减⼩表⾯粗糙度?⼯件材料的性质,加⼯塑性材料时,材料的韧性越好,⾦属的塑性变形越⼤,加⼯表⾯就越粗糙,加⼯脆性材料时,其切屑呈碎粒状,由于切削的崩碎⽽加⼯表⾯留下许多的⼩⿇点,使表⾯粗糙度加⼤。
(3)切削⽤量的影响,加⼯塑性材料时,若切削速度处在产⽣积屑瘤和鳞刺的范围内,加⼯表⾯将很粗糙,若不在,则影响明显下降;进给量越⼤,则表⾯粗糙度就越⼤;背吃⼑量越⼤,则产⽣的塑性变形越⼤,表⾯粗糙度就越⼤4. 影响切削⼒的因素有哪些?它们是怎样影响切削⼒的?5.试阐述已加⼯表⾯的形成过程。
6.切削⼒是怎样产⽣的?为什么要研究切削⼒?7.切屑的种类有哪些,其变形规律如何?带状切屑,剪切滑移尚未达到断裂程度,加⼯塑性材料,切削速度较⾼,进给量较⼩,⼑具前⾓较⼤.;节状切屑,局部剪切应⼒达到断裂强度;粒状切屑,剪切应⼒完全达到断裂强度;崩碎切屑,未经塑性变形即被挤裂8.各切削分⼒分别对加⼯过程有何影响?9.切削热是怎样传出的?影响切削热传出的因素有哪些?10.试分析圆周铣削与端⾯铣削的切削厚度、切削宽度、切削层⾯积和铣削⼒,以及它们对铣削过程的影响。
金属切削过程中的三个变形区
金属切削过程中的三个变形区是指刀具接触区、切削区和变形区。
刀具接触区是指刀具与工件接触的区域,这个区域的应变主要为弹性应变。
切削区是指刀具与工件之间的摩擦力和切削力作用下,工件发生塑性变形的区域。
这个区域的应变主要为塑性应变,且应变量最大。
变形区是指切削区周围的区域,这个区域的应变主要为弹塑性应变,且应变变化较缓。
在切削过程中,这三个变形区之间的关系相互作用,共同影响着加工表面质量和精度。
为了获得高质量的加工结果,需要合理控制刀具接触区、切削区和变形区的应变分布,以减小加工表面的变形和残余应力,提高加工精度和表面质量。
- 1 -。
切削三个变形区的特点
以下是 7 条关于“切削三个变形区的特点”的内容:
1. 嘿,你知道切削的第一变形区有啥特别的吗?就好像一场激烈的战斗正在进行!拿车削钢材来说,那金属材料在刀具的挤压下,乖乖地变形,这变形区就像一个倔强的孩子,怎么都不肯轻易改变形状呢!这里的金属可是发生着剧烈的剪切滑移哦!
2. 哎呀呀,第二变形区可有意思啦!想象一下,刀具已经走过,留下的切屑底边和刀具前面接触的地方,这不就像是一场接力赛嘛!切屑底边在这里进一步变形和强化,就如同运动员努力冲刺一样。
比如在铣削铝合金时,这第二变形区的特点可明显啦!
3. 嘿呀,第三变形区呢!这就像是幕后的英雄哇!在已加工表面和刀具后面接触的地方,这里面的金属会产生弹性变形和塑性变形。
就好像是一个默默付出的工作者,虽然不那么显眼,但作用可大着呢!你想想钻孔的时候,不就是这样嘛?
4. 你说第一变形区是不是特别神奇?那金属简直像是被施了魔法一样变形!像磨外圆时,感受一下那强烈的变形过程,真的很让人惊叹呢,不是吗?
5. 第二变形区难道不是很奇妙吗?切屑底边在这里经历的一切,就如同在走一条独特的道路。
比如在镗削铸铁时,你就能清晰看到这第二变形区的特别之处呀,对吧?
6. 第三变形区可真不能小瞧啊!它看似不起眼,但对加工质量影响可大了呢!就好像是隐藏在背后的关键因素。
好比在攻丝的时候,第三变形区的作用就展露无遗啦,你体会到了吗?
7. 总之啊,切削的这三个变形区都各有千秋,每个都在切削过程中扮演着重要的角色!它们相互配合,共同造就了完美的加工效果。
我们可得好好研究和了解它们,才能把切削工作做到最好呀!。
论文金属切削过程中的三个变形区系别专业年级学生姓名学号指导教师年月日金属切削过程中的三个变形区摘要:金属切削过程是指道具与工件相互作用形成切屑的过程,本文主要叙述了金属切削加工过程中的三个变形区的形成及相互联系,并分析了与这三个变形区有关的反映金属变形程度的相关参数,同时加以总结。
关键词:金属切削,三个变形区,金属变形程度Abstract: the process of metal cutting refers to tools and the workpiece interact to form a cutting process, this paper mainly describes the process of metal machining three deformation zone was formed and interconnected, and analyzed and the three deformation zone related to reflect the extent of metal distortion of the relevant parameters, at the same time to sum up.Keywords:metal cutting, three deformation zone, extent of metal distortion引言金属切削过程是机械制造过程的一个重要组成部分。
金属切削过程是指将工件上多余的金属层,通过切削加工被刀具切除而形成切屑并获得几何形状、尺寸精度和表面粗糙度都符合要求的零件的过程。
在这一过程中,始终存在着刀具切削工件和工件材料抵抗切削的矛盾,从而产生一系列现象,如切削变形、切削力、切削热与切削温度以及有关刀具的磨损与刀具寿命、卷屑与断屑等。
对这些现象进行研究,揭示其在的机理,探索和掌握金属切削过程的基本规律,从而主动地加以有效的控制,对保证加工精度和表面质量,提高切削效率,降低生产成本和劳动强度具有十分重大的意义。
总之,金属切削过程的优劣,直接影响机械加工的质量、生产率与生产成本。
因此,必须进行深入的研究。
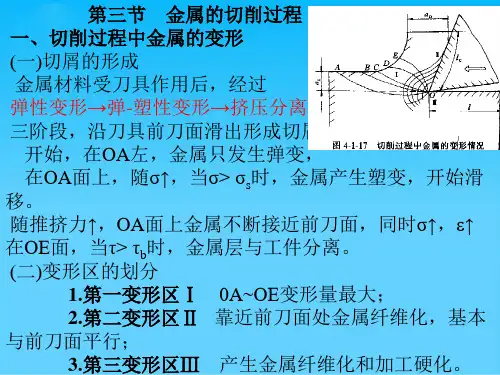
一、切屑形成过程及变形区的划分1、切削变形金属的切削过程与金属的挤压过程很相似。
金属材料受到刀具的作用以后,开始产生弹性变形;虽着刀具继续切入,金属部的应力、应变继续加大,当达到材料的屈服点时,开始产生塑性变形,并使金属晶格产生滑移;刀具再继续前进,应力进而达到材料的断裂强度,便会产生挤裂。
2、变形区的划分大量的实验和理论分析证明,塑性金属切削过程中切屑的形成过程就是切削层金属的变形过程。
切削层的金属变形大致划分为三个变形区:第一变形区(剪切滑移)、第二变形区(纤维化)、第三变形区(纤维化与加工硬化)。
3、切屑的形成及变形特点1)第一变形区(近切削刃处切削层产生的塑性变形区)金属的剪切滑移变形切削层受刀具的作用,经过第一变形区的塑性变形后形成切屑。
切削层受刀具前刀面与切削刃的挤压作用,使近切削刃处的金属先产生弹性变形,继而塑性变形,并同时使金属晶格产生滑移。
在下图中,切削层上各点移动至AC线均开始滑移、离开AE线终止滑移,在沿切削宽度围,称AC是始滑移面,AE是终滑移面。
AC、AE之间为第—变形区。
由于切屑形成时应变速度很快、时间极短,故AC、AE面相距很近,一般约为0.02一0.2mm,所以常用AB滑移面来表示第—变形区,AB面亦称为剪切面。
剪切面AB与切削速度Vc之间的夹角称为剪切角。
作用力Fr与切削速度Vc之间的夹角ω称为作用角。
第一变形区就是形成切屑的变形区,其变形特点是切削层产生剪切滑移变形。
2)第二变形区(与前刀面接触的切屑层产生的变形区)金属的挤压磨擦变形经过第一变形区后,形成的切屑要沿前刀面方向排出,还必须克服刀具前刀面对切屑挤压而产生的摩擦力。
此时将产生挤压摩擦变形。
应该指出,第一变形区与第二变形区是相互关联的。
前刀面上的摩擦力大时,切屑排出不顺,挤压变形加剧,以致第一变形区的剪切滑移变形增大。
3)第三变形区(近切削刃处已加工表面产生的变形区)金属的挤压磨擦变形已加工表面受到切削刃钝圆部分和后刀面的挤压摩擦,造成纤维化和加工硬化。
需要指出的是,由于刀刃有钝圆半径rb,整个切削层厚度ac中,将有一层金属 a无法沿OM方向滑移,而是从刀刃钝园部分O点下面挤压过去,即切削层金属在O点处分离为两部分。
已加工表面的形成过程二、切削变形程度的度量方法1、相对滑移ε相对滑移ε是用来量度第1变形区滑移变形的程度。
如下图,设切削层中A'B'线沿剪切面滑移至A"B"时的距离为△y,事实上△y很小,故可认为滑移是在剪切面上进行,其滑移量为△s。
则相对滑移ε表示为:ε=△s△y=cotφ+tan(φ-γ0)2、变形系数∧h变形系数∧h是表示切屑的外形尺寸变化大小的一个参数。
如下图所示,切屑经过剪切变形、又受到前刀面摩擦后,与切削层比较,它的长度缩短、厚度增加,这种切屑外形尺寸变化的变形现象称为切屑的收缩。
变形系数∧h表示切屑收缩的程度,即∧h=lclch =hchhD>1lc\hD————切削层长度和厚度;lch\hch————切屑长度和厚度。
从上图可知,剪切角 变化对切屑收缩的影响, 增大剪切面AB 减短,切屑厚度hch 减小,故∧h 变小。
它们之间的关系如下:∧h=hch hD=cot φcos γ0+sin γ0从上面两个公式可知,剪切角与前角γ0是影响切削变形的两个主要因素。
如果增大前角γ0和剪切角,使相对滑移ε、变形系数∧h 减小,则切削变形减小。
注意:由于切削过程是一个非常复杂的物理过程,切削变形除了产生滑移变形外,还有挤压、摩擦等作用,而ε值主要从剪切变形考虑;而∧h 主要从塑性压缩方面分析。
所以,ε与∧h 都只能近似地表示切削变形程度。
三、剪切角的确定剪切角是影响切削变形的一个重要因素。
若能预测剪切角的值,则对了解与控制切削变形具有重要意义。
为此,许多学者进行了大量研究,并推荐了若干剪切角的计算式。
按最少能量原则来确定剪切角φ的计算式为:φ=450+γ02 -β2按最大剪应力的理论,求出剪切角φ的计算式为:φ=π4+γ0-β0从上面公式可看出:与γ0、β有关。
增大前角γ0、减小摩擦角β,使剪切角增大,切削变形减小,这一规律已被普遍用于生产实践中。
从上面公式也可看出:第2变形区产生的摩擦对第1变形区剪切变形的影响规律。
四、总结切削加工过程中刀具与工件之间的关系十分复杂,如果将三个变形区联系起来,当切削层金属进入第一变形区时,晶粒因压缩而变长,因剪切滑移而倾斜。
当切削层金属逐渐接近刀刃时,晶粒更伸长,成为包围刀刃周围的纤维层,最后在O 点断裂,一部分金属成为切屑沿前刀面流出,另一部分金属绕过刀刃沿后刀面流出,并继续经受变形而成为已加工表面的表层。
因此,已加工表面表层的金属纤维被拉伸得更长更细,其纤维方向平行于已加工表面。
这个表层的金属具有与基体组织不同的性质,所以称为加工变质层。
由此可见,三个变形区是要联系地去进行分析的,只单独研究其中一个区是无法了解它们在金属切削过程中所体现出来的研究价值的。
一、切屑形成过程及变形区的划分1、切削变形金属的切削过程与金属的挤压过程很相似。
金属材料受到刀具的作用以后,开始产生弹性变形;虽着刀具继续切入,金属部的应力、应变继续加大,当达到材料的屈服点时,开始产生塑性变形,并使金属晶格产生滑移;刀具再继续前进,应力进而达到材料的断裂强度,便会产生挤裂。
2、变形区的划分大量的实验和理论分析证明,塑性金属切削过程中切屑的形成过程就是切削层金属的变形过程。
切削层的一、切屑形成过程及变形区的划分1、切削变形 金属的切削过程与金属的挤压过程很相似。
金属材料受到刀具的作用以后,开始产生弹性变形;虽着刀具继续切入,金属部的应力、应变继续加大,当达到材料的屈服点时,开始产生塑性变形,并使金属晶格产生滑移;刀具再继续前进,应力进而达到材料的断裂强度,便会产生挤裂。
2、变形区的划分 大量的实验和理论分析证明,塑性金属切削过程中切屑的形成过程就是切削层金属的变形过程。
切削层的金属变形大致划分为三个变形区:第一变形区(剪切滑移)、第二变形区(纤维化)、第三变形区(纤维化与加工硬化)。
三个变形区3、切屑的形成及变形特点1)第一变形区(近切削刃处切削层产生的塑性变形区)金属的剪切滑移变形切削层受刀具的作用,经过第一变形区的塑性变形后形成切屑。
切削层受刀具前刀面与切削刃的挤压作用,使近切削刃处的金属先产生弹性变形,继而塑性变形,并同时使金属晶格产生滑移。
切屑形成过程在图(a)中,切削层上各点移动至AC线均开始滑移、离开AE线终止滑移,在沿切削宽度围,称AC是始滑移面,AE是终滑移面。
AC、AE之间为第一变形区。
由于切屑形成时应变速度很快、时间极短,故AC、AE面相距很近,一般约为0.02-0.2mm,所以常用AB滑移面来表示第一变形区,AB面亦称为剪切面。
nextpage剪切面AB与切削速度Vc之间的夹角φ称为剪切角。
作用力Fr与切削速度Vc之间的夹角ω称为作用角。
第一变形区就是形成切屑的变形区,其变形特点是切削层产生剪切滑移变形。
2)第二变形区(与前刀面接触的切屑层产生的变形区)金属的挤压磨擦变形经过第一变形区后,形成的切屑要沿前刀面方向排出,还必须克服刀具前刀面对切屑挤压而产生的摩擦力。
此时将产生挤压摩擦变形。
应该指出,第一变形区与第二变形区是相互关联的。
前刀面上的摩擦力大时,切屑排出不顺,挤压变形加剧,以致第一变形区的剪切滑移变形增大。
3)第三变形区(近切削刃处已加工表面产生的变形区)金属的挤压磨擦变形已加工表面受到切削刃钝圆部分和后刀面的挤压摩擦,造成纤维化和加工硬化。
二、切削变形程度的度量方法相对滑移1、相对滑移ε相对滑移ε是用来量度第1变形区滑移变形的程度。
如上图,设切削层中A'B'线沿剪切面滑移至A"B"时的距离为△y,事实上△y很小,故可认为滑移是在剪切面上进行,其滑移量为△s。
则相对滑移ε表示为:2、变形系数∧h变形系数∧h是表示切屑的外形尺寸变化大小的一个参数。
如下图所示,切屑经过剪切变形、又受到前刀面摩擦后,与切削层比较,它的长度缩短、厚度增加,这种切屑外形尺寸变化的变形现象称为切屑的收缩。
变形系数∧h表示切屑收缩的程度,即nextpage从上图可知,剪切角φ变化对切屑收缩的影响,φ增大剪切面AB减短,切屑厚度h ch 减小,故∧h变小。
它们之间的关系如下:从上面两个公式可知,剪切角φ与前角γ0是影响切削变形的两个主要因素。
如果增大前角γ0和剪切角φ,使相对滑移ε、变形系数∧h减小,则切削变形减小。