11
课堂问题?
三个变形区如何划分及特点?
1.2.2 切削变形
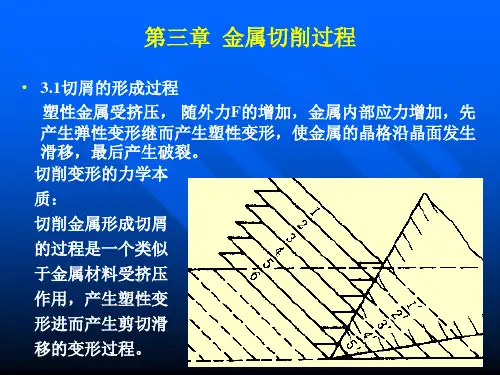
二、切削变形 1.切屑形成过程:对塑性金属进行切削时,切屑 的形成过程就是切削层金属的变形过程。
•当工件受到刀具的挤压以后,切削层金属在始滑 移面OA以左发生弹性变形。 在OA面上,应力达到材料 的屈服强度,则发生 塑性变形,产生 滑移现象。
38
1.2.5 积屑瘤的形成及其对切削过程的影响
积屑瘤的形成原因
1)工件材料的塑性; 2)切削速度; 3)刀具前角; 4)冷却润滑条件。
39
1.2.5 积屑瘤的形成及其对切削过程的影响
(3)积屑瘤对切削过程的影响: a. 实际刀具前角增大 • 刀具前角γo指前刀面与基面之间的夹角。如图所 示,由于积屑瘤的粘附,刀具前角增大了一个γb 角度,如把切屑瘤看成是刀具一部分的话,无疑 实际刀具前角增大,现为γo + γb 。 • 刀具前角增大可减小切削力,对 切削过程有积极的作用。而且, 切削瘤的高度Hb 越大,实际刀 具前角也越大,切削更容易。
1.2.5 积屑瘤的形成及其对切削过程的影响
(1)积屑瘤的概念
在切削速度不高而又能形成连续切屑 的情况下,加工塑性材料时,常常在前刀面 处粘着一块剖面有时呈三角状的硬块。它的 硬度很高,通常是工件 材料的2—3倍,在处于 比较稳定的状态时,能 够代替刀刃进行切削。 这块冷焊在前刀面上的 金属称为积屑瘤或刀瘤。
此变形区的变形是造成前刀面磨损和产生积屑瘤的主要原因。
10
1.2.1 概述
3. 第三变形区
在已加工表面上与刀具后面挤压、摩擦形成 的变形区域称为第三变形区(Ⅲ)。 由于刀具刃口不可能绝对锋利, 钝圆半径的 存在使切削层参数中公称切削厚度不可能完全切 除,会有很小一部分被挤压到已加工表面,与刀 具后刀面发生摩擦,并进一步产生弹、塑性变形, 从而影响已加工表面质量。 刃前区:三个变形区汇集在切削刃附近,此处的应 力集中而复杂,被切削层在此与工件本体材料分离