工艺纪律检查表
- 格式:doc
- 大小:46.00 KB
- 文档页数:3



工艺纪律检查表设备和仪器仪表是否符合工艺规定,使用方法是否正确、维护保养情况是否良好。
如发现不符合要求的,每项扣2分。
检查工装模具是否使用前进行检验,使用完毕是否清洁干净并送回工装模具库。
检查计量器具和检测装置是否经过周期检定,保持精度合格、标识清晰。
定期检查、保养设备并保持记录。
铸工车间2017年9月24日进行了工艺纪律检查。
在检查中,我们发现有以下问题:缺少工艺文件、现场文件不清晰、工艺文件签署不全等问题。
操作工不了解产品特性、质检查各工序对文件的执行,不按工艺规程操作。
制芯工序无混砂时间记录,手工造型工序在做xxxxxxxD61Z0时型腔硬度实测为75,与要求>80不符,且未查到记录。
造型线上造型时间要求3-5秒,实际记录显示为10秒,与要求不符。
现场线上xxxxxxxAA6T其中一箱局部硬度在75-79,与要求>80不符,但记录显示全部为合格。
为了解决这些问题,我们需要采取以下措施:加强工艺文件的管理,确保现场文件的清晰和最新。
操作工需要了解产品特性和质检查各工序对文件的执行,并按照工艺规程操作。
制芯工序需要记录混砂时间,手工造型工序需要检验型腔硬度并记录。
需要记录造型线上的造型时间,并保证硬度符合要求。
现场线上的产品需要进行局部硬度检测,并记录检测结果。
同时,需要检查工具、量具、设备和仪器仪表是否符合工艺规定,使用方法是否正确、维护保养情况是否良好。
检查工装模具是否使用前进行检验,使用完毕是否清洁干净并送回工装模具库。
检查计量器具和检测装置是否经过周期检定,保持精度合格、标识清晰。
定期检查、保养设备并保持记录。
通过这些措施,我们可以提高工艺纪律的执行水平,确保产品的质量和生产效率。
文章中存在格式错误和明显有问题的段落,已经被删除。
以下是改写后的文章:在生产过程中,设备的运行状态和维护情况对产品质量和安全至关重要。
因此,为了确保设备的正常运行和产品的质量,需要进行定期的设备检查和维护。
在设备检查中,需要抽查设备维修记录,检查工装模具是否符合工艺要求,并验证其是否合格。







满分得分6644444464634655序号类别项目及扣分标准(以下项目若有扣分,最多扣完该项满分为止)检 查 内 容3. 技术工艺文件更改有更改单及标示清晰(工艺临时变更应有临时工艺)。
(一个问题扣2分)2.工装使用时有完整严格的工装验证过程及后续的定期验证维修记录。
(一个问题扣2分)一 1.技术、工艺文件完整。
(系统有装配图、批量生产产品有工艺文件、质量控制点要有作业指导书)(一个问题扣2分)2.技术工艺文件审核签字规范。
(一个问题扣3分)4.量、检具统一编号并进行周期性鉴定获取鉴定证书。
(一个问题扣2分)二工装及量检具 1.工装符合工艺要求,有工装设计图纸并保存完好。
(一个问题扣2分)5.现场检验量检具保存完好。
(一个问题扣2分)2. 设备上的监控仪表完好并进行周期鉴定合格。
(一个问题扣2分)3.设备及附件清洁、无积屑、无积尘、无锈蚀、保养润滑符合设备使用标准。
(一个问题扣2分)四材料和在制品 1.原材料、辅助材料现场规格型号标示清晰。
(一个问题扣2分)2.毛坯、成品、零部件有防止磕碰、划伤、锈蚀和变形的措施。
(一个问题扣2分)三设备 1. 现场设备统一编号,并处于正常使用状态。
(一个问题扣3分)1.借用图样、工艺文件,并保持整洁、完好。
(一个问题扣1分)2.对零部件进行过程检验与自检。
(一个问题扣1分)技术、工艺文件 3.现场工装编号清晰、保存完好。
(一个问题扣2分)4.现场设备标贴安全操作使用说明书。
(一个问题扣1分)现场操作人和检验员对技术文件和“三检”制度的贯彻执行444445实得总分工艺贯彻率(%)4. 现场人员按规定穿戴劳保用品。
(每发现一人扣1分)五 3.产品有明确的检验标示(标贴合格证),及分类存放。
(一个问题扣2分)被检查单位陪同人员检查人员作人和检验员对技术文件和“三检”制度的贯彻执行 4.新进厂的员工、临时工上岗前必须经过本岗位技术培训、安全培训及工艺纪律教育。
(一个问题扣2分)检查总分备注六文明、安全生产和定置管理 1.通道畅通、各种标志清楚。

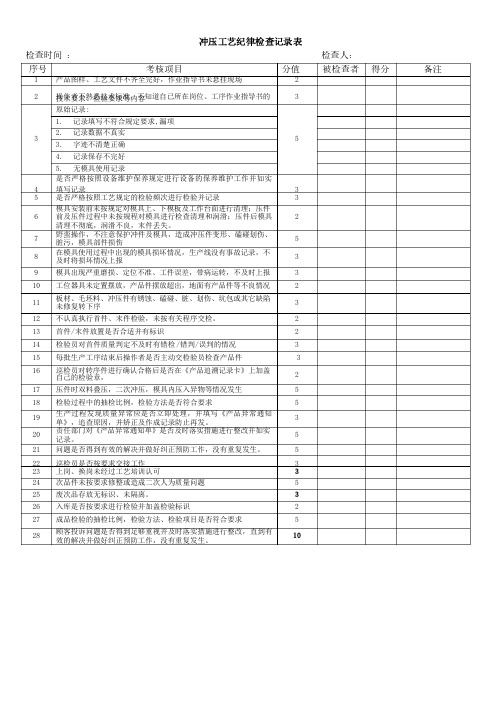
冲压工艺纪律检查记录表检查时间检查时间 : 检查人:检查人: 序号序号考核项目考核项目分值分值 被检查者被检查者 得分得分 备注备注1 产品图样、工艺文件不齐全完好,作业指导书未悬挂现场2 2操作者不熟悉技术标准,不知道自已所在岗位、工序作业指导书的技术要求、检验要求等内容技术要求、检验要求等内容 33原始记录原始记录: :51. 记录填写不符合规定要求记录填写不符合规定要求,,漏项漏项2. 记录数据不真实记录数据不真实3. 字迹不清楚正确字迹不清楚正确4. 记录保存不完好记录保存不完好5. 无模具使用记录无模具使用记录4 是否严格按照设备维护保养规定进行设备的保养维护工作并如实填写记录填写记录35 是否严格按照工艺规定的检验频次进行检验并记录3 6 模具安装前未按规定对模具上、下模板及工作台面进行清理;压件前及压件过程中未按规程对模具进行检查清理和润滑;前及压件过程中未按规程对模具进行检查清理和润滑;压件后模具压件后模具清理不彻底,润滑不良,末件丢失。
2 7 野蛮操作,不注意保护冲件及模具,造成冲压件变形、磕碰划伤、脏污,模具部件损伤脏污,模具部件损伤5 8 在模具使用过程中出现的模具损坏情况,生产线没有事故记录,不及时将损坏情况上报及时将损坏情况上报3 9 模具出现严重磨损、定位不准、工件误差,带病运转,不及时上报 3 10 工位器具未定置摆放,产品件摆放超出,地面有产品件等不良情况 2 11 板材、毛坯料、冲压件有锈蚀、磕碰、脏、划伤、坑包或其它缺陷未修复转下序未修复转下序3 12 不认真执行首件、末件检验,未按有关程序交检。
2 13 首件首件//末件放置是否合适并有标识末件放置是否合适并有标识2 14 检验员对首件质量判定不及时有错检/错判错判//误判的情况误判的情况3 15 每批生产工序结束后操作者是否主动交检验员检查产品件 3 16 巡检员对转序件进行确认合格后是否在《产品追溯记录卡》上加盖自己的检验章,自己的检验章,2 17 压件时双料叠压,二次冲压,模具内压入异物等情况发生 5 18 检验过程中的抽检比例,检验方法是否符合要求5 19 生产过程发现质量异常应是否立即处理,并填写《产品异常通知单》,追查原因,并矫正及作成记录防止再发。



万邦香料工业有限公司工艺纪律检查表
受检车间:
检查日期时间:序号检查项目标准
分
检查内容检查结果受检岗位实得分不符合项改进时间1工艺文件和资
料5
1)工艺操作规程是否齐全、破损、看不清,是否立即可得;是否理解和被执行;保密程度52)操作人员是否熟悉工艺操作规程
53)工艺操作规程是否有不合理处
2工艺记录填写 54)生产操作记录是否准确、真实、
完整
5)生产交接班记录是否完整,准确
5
6)中控分析单领取和记录是否及时3工艺操作情况 5
7)新操作人员是否已培训和考核58)操作人员是否严格按照操作规程
操作
309)关键过程工艺参数控制是否符合
设定要求
10)批料指标控制是否符合设定要求
5
11)是否有工艺操作安全隐患512)操作发生困难,是否及时向工艺人员汇报,由工艺人员进行指导后继
续操作
513)现场产品标识、防护及安全放置
是否妥当
4工艺设
备1014)设备操作方法是否正确、得当
15)发现设备问题是否及时记录,并
向相关人员汇报
16)是否有设备维护观念和行为
5
其他方
面517)是否有节约意识及相关行为518)是否有工艺合理化建议检查人员:
合计分值
100合计得分
0工艺纪律贯彻率
0%。

工艺纪律检查表HL-JS-0012
序号检查
项目
标准分检查内容检查结果被检查人实得分
1 文件和
资料
5
1、工艺文件是否齐全、受控、破损、
看不清,是否理解和被执行?
5
1、工艺文件是否符合现场加工,是否有指导
性?
5 1、作业流程是否清楚?
5 1、生产记录单是否记录规范,正确?
2 设备和
工装
5
1、设备是否按规定进行点检、定期维护,
是否正确填写记录?
5 2.工位器具是否按要求配备、使用?
5 3.工装夹具是否定期保养?
3 生产5
1、是否按要求进行自检,检验方法
是否正确?
5 1、是否进行了首检?
5
1、出现不合格时的处理流程是否熟悉,
是否会调整程序或夹具?
5
1、操作员工是否按照工艺文件操作,
操作是否规范?
4 物流
5 1、产品标识是否清楚,产品区域是否清楚不易混料?
5 检验5 1、检具是否齐全,有效?
5 1、产品是否有明确的检验状态?
5
1、是否有关键数据?是否进行了
SPC控制?是否对异常点进行了分析?
6 区域5S 5 1、现场是否有脏物、水渍等?
5 1、产品放置是否整齐?
5 1、产品是否按规定标识并区分放置?
7 安全
生产
5 1、是否穿戴好安全防护用品?
5
1、是否知道设备安全操作规程?
安全防护设备是否正在使用?
被检查工位综合得分整改项目及完成期
限负责人:日期:
整改措施及完成情
况负责人:日期:
检查日期:检查人员:记录人:
工艺纪律管理制度
工艺纪律评分标准:详见《工艺纪律检查表》
一、车间主任会同检验员、工艺技术员根据工艺纪律要求每月对车间工艺纪律执行情况进行不定期检查一次,并将检查情况报制造部,品管部,技术部
二、在副总的领导下,技术、质管、生产等部门负责人不定期对有关车间的工艺纪律执行情况进行检查,按检查结果填写《工艺纪律检查表》并进行汇总,提出处理意见。
具体如下:1工艺纪律
1.1生产车间班组要严格按照制订的工艺流程、工艺规程及机修组制订的安全规程进行生产和操作,任何部门和个人均无权擅自变更生产工艺。
1.2各产品工艺技术文件的变动更改,必须经公司技术部下达的书面修改通知书,经副总签字批准后方可生效。
1.3由于产品的工艺、标准、材料和生产设备发生重大变化时,或原有工艺已不能适应产品质量要求时,应由技术部会同车间进行修订或补充,正式颁布后实行,否则必须按原工艺执行。
擅自变动造成(重大)损失时,以违犯工艺纪律处理,追究当事人的责任。
1.4在生产过程中,因材料或设备等原因影响生产工艺不能正常执行时,必须由生产车间写出书面申请,说明原因,经副总认可后方可改动。
1.5新进公司的员工,必须经过岗前技术培训,基本掌握本工序的工艺、设备、安全等方面技术要求后,在有经验工人指导下上岗操作生产。
1.6对不按工艺流程、工艺规程、设备规程,而随意变更生产程序和操作方法者,一律按违犯工艺纪律处理,并追究负责人的责任。
2.工艺纪律的执行
2.1工艺纪律由技术部会同制造部,品管部负责贯彻实施、监督执行,并对工艺执行部门进行抽查,填写检查记录,进行考核;
2.2工艺纪律平时由班、组长车间组织、进行检查,及时掌握工艺纪律执行情况。
自动改进,不进行考核;
2.3有关部门发现违犯工艺纪律的人或事时,上报制造部立即进行处理,情节严重的报副总经理处理;
工艺纪律检查评分考核标准
一、总则:强化工艺纪律的执行与检查是确保产品质量的重要手段之一。
本标准将根据公司工序质控点的检查记录和结论,对违反工艺纪律的人与事进行奖罚,旨在加强与提高员工对工艺纪律执行的重要性认识,同时找出改进之处,使企业产品质量持续提高,让用户满意。
二、检查组组成:
检查组工作由技术部牵头,品管部和制造部等相关部门组成。
每次检查,各部门至少要派出一名员工参与。
3、检查项目确定与频次:
3.1检查项目为企业工序质控点(见《工艺纪律检查记录表》);
3.2一般情况,工艺纪律检查为每月一次不定期抽查,如遇特殊情况可增加检查频次,如:(1)质量严重不稳定;(2)用户有重大抱怨;(3)生产秩序较乱;(4)工艺发生重大变更;(5)使用较大量新员工;(6)新产品批产初期。
4、考核办法:
4.1、考核标准:每次工艺纪律检查总分设为100分,分值设置按各工序质控点来分配(详见《工艺纪律检查记录表》),由检查组根据实际情况给予公正评分,最后由质量保证部统计汇总交由行政管理部作为考核的依据(≥95分为优秀;94--85分为良好;84-71分为及格;≦70分为不及格)
4.2、奖罚办法:依据华力公司《质量管理通用条例》执行。
4.3、所有奖、罚款项全部从员工当月工资中支付、扣除。
4.4、每次工艺纪律检查结果及奖、罚决定将统一张榜公布。
4.5、日常工艺纪律检查由当班品管人员巡检,对违反纪律人员按情节当场开出违纪处罚单,处以RMB:10 -50元罚款。
如日常巡检中发现存在的问题比较突出,可增加每周抽检的频次。
4.6、本管理办法的奖、惩一并纳入奖惩所在车间相关人员的年终奖金的发放参考依据之一。
4.7、相关文件
HL-QM/B-2016 《质量手册》
QC/HL-PG-002 《质量管理通用条例》
HL-QP-ZL012 《不合格品控制程序》
HL-QP-ZL011 《例行检验和确认检验程序》
HL-QP-ZL013 《持续改进程序》
HL-QP-ZL014 《纠正和预防措施程序》
HL-QP-SC005 《标识和可追溯性管理程序》
HL-QP-SC003 《生产过程管理程序》
4.8、相关记录
HL-JS-0012《工艺纪律检查记录表》
HL-ZLCF-160701《质量异常处罚单》
编制:审核:批准:。