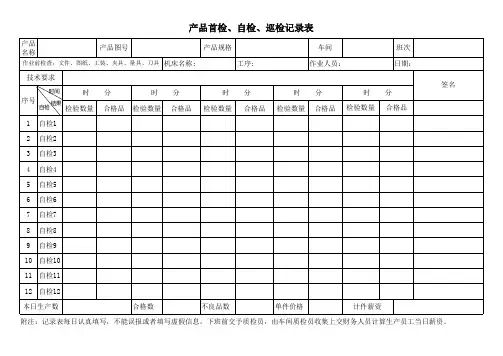
生产首检记录表
- 格式:doc
- 大小:301.50 KB
- 文档页数:2
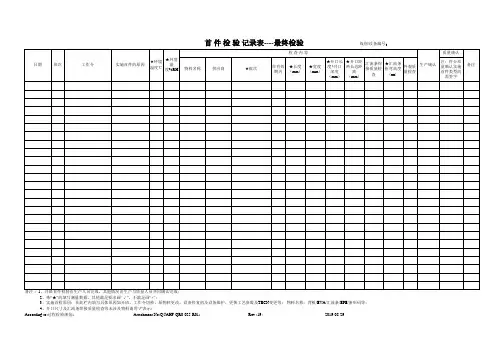
线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;物料名称:背板/EVA/汇流条/EPE/条形码等;4、开口尺寸及汇流条焊接质量检查等未涉及物料请用“/”表示;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01; Rev.:19; 2019-08-29首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、未涉及部分用“/”;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:3; 2020-03-31记录表----最终检验线别/设备编号:2020-03-31首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:备注:1、开班首件检验由生产人员完成,其他情况由生产与质量人员共同确认完成;2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、未涉及部分用“/”;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:20; 2019-08-29Rev.:20; 2019-08-29线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:23; 2020-03-31记录表----最终检验线别/设备编号:mm)2020-03-31线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:备注:1、开班首件检验由生产人员完成,其他情况由生产与质量人员共同确认完成;2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、中间电池片距汇流条距离仅适用半片电池组件(未涉及半片电池组件用“/”)According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:19; 2019-08-29。
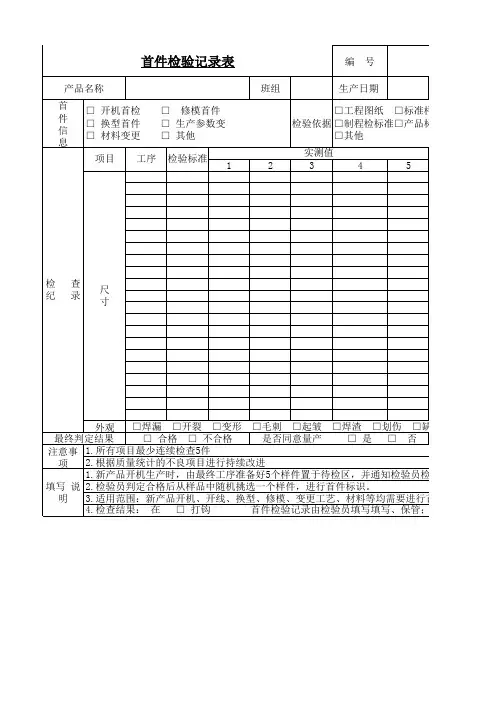
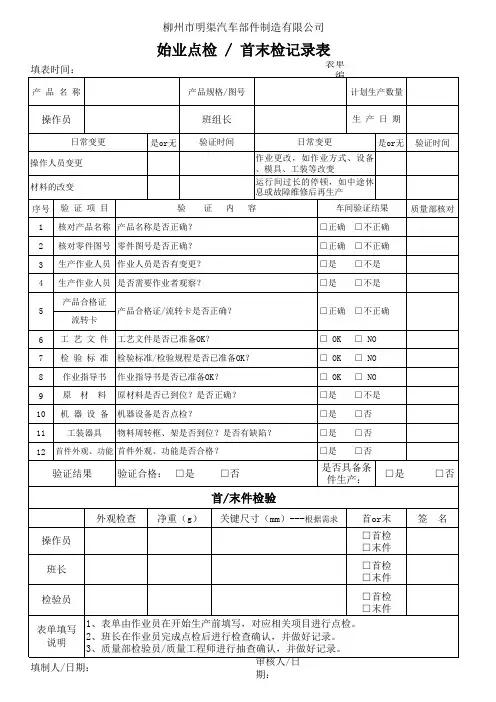
首件检验记录表填写说明
制造部:填写一部或二部或三部
车间:(即所属车间)
首件类型:一般在新产品或换班中打钩。
如第二天生产的产品与第一天的相同也要首检并在换班框中打钩。
特殊情况下选择相应的类型。
序号:即1、2、3、4、5、6、7、8、9
订单号:为营管部下发的订单制程确认表中的订单号。
客户名称:为客户的公司名称(例如STACK-ON,AMSEC,JVN等等)
产品型号:即技术要求中的型号(例如SC1717E-935-01)
零部件名称:即在加工单填写的名称(例如防撬挡板,锁安装板,外壳,门板等等)
检验内容:()内填写工序名称。
(例如冲孔折弯磷化喷塑焊接等)钣金车间一般填写数据和外观(例如孔距23±0.5,折弯尺寸57.6
±0.4,冲孔尺寸45±1.0。
板面弯曲情况,材质)
焊接车间一般填写焊接零部件齐全,牢固;摇杆焊接尺寸(例如摇杆
焊接尺寸59±0.5),清理杂质
涂装车间一般填写磷化情况,刮灰情况,打磨情况,塑粉型号,喷塑
表面质量等。
检验结果:根据检验内容记录检验的结果,有数据的必须填写数据。
判定:以下情况在判定时为X,即不合格
1首件1件至3件发现有严重的A类不合格
2首件5件时有相同的B类或C类不合格(批量)
备注:填写出现不合格的处理措施或质量状况
首检人/日期:填写检验人和制作当天的日期
审核/日期:由车间主管或车间主任和制作当天的日期
会签/日期:所在品质部检验员和签署的日期
A类不合格、B类不合格、C类不合格的定义请参照2012年IPQC检验报表。
德信诚培训网
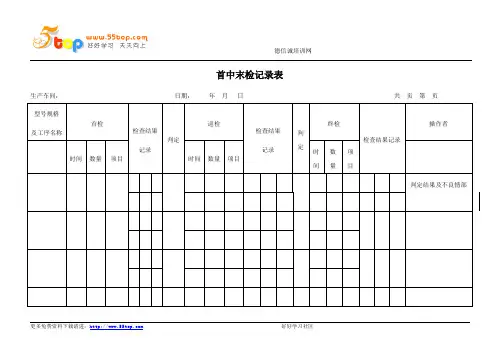
首中末检记录表
生产车间:日期:年月日共页第页型号规格
及工序名称
首检
检查结果
记录
判定
巡检
检查结果
记录
判
定
终检
检查结果记录
操作者
时间数量项目时间数量项目
时
间
数
量
项
目
判定结果及不良情部
德信诚培训网
德信诚培训网
备注
1.检查数量超过一行时,其记录可继续写至第二行。
2.判定结果为合格时划“√”,不合格划“×”,不合格须注明不良情况和处理情况。
3.操作者栏只在检查抽测后判定为“×”时才写出操作者姓名。
4.首检、巡检发现不合格时,应立即进行分析改善。
5.首检数量超过“6”时,其检查结果栏只须记录“6”只具代表性的检查结果。
检验员质管部。
WORD格式可以编辑
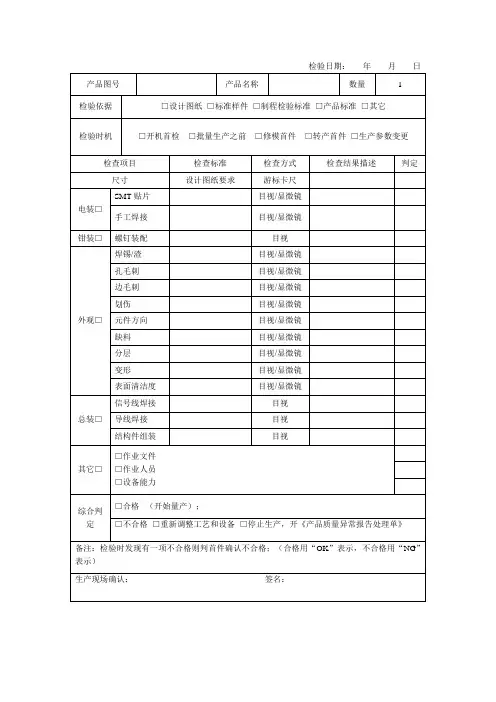
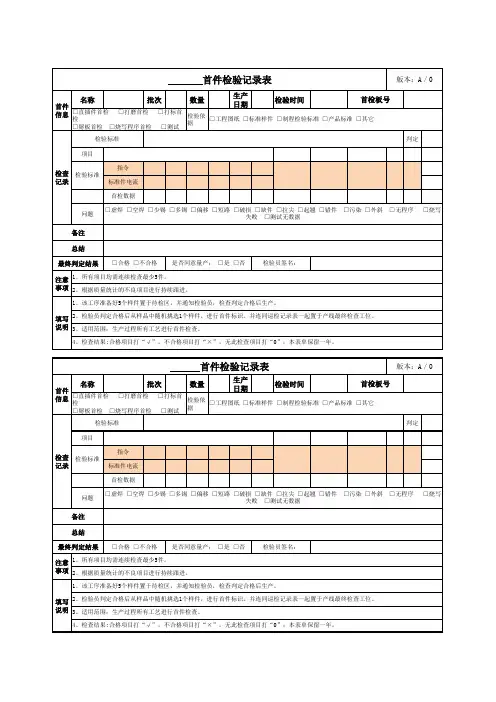
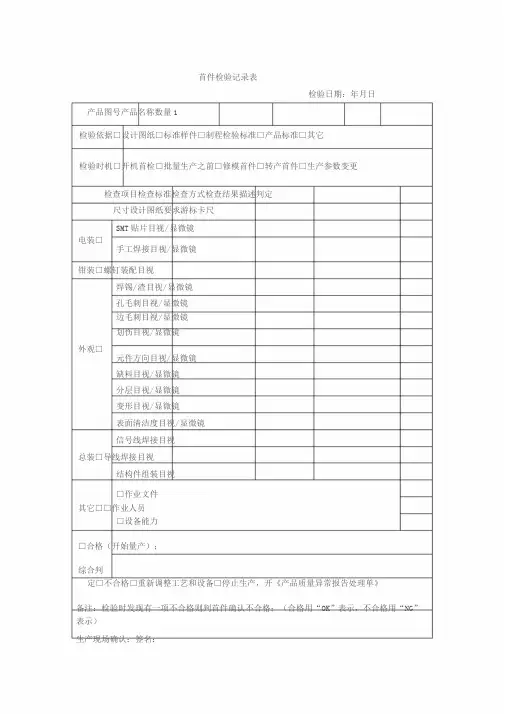
首件检验记录表
检验日期:年月日
产品图号产品名称数量1
检验依据□设计图纸□标准样件□制程检验标准□产品标准□其它
检验时机□开机首检□批量生产之前□修模首件□转产首件□生产参数变更
检查项目检查标准检查方式检查结果描述判定
尺寸设计图纸要求游标卡尺
SMT贴片目视/显微镜
电装□
手工焊接目视/显微镜
钳装□螺钉装配目视
焊锡/渣目视/显微镜
孔毛刺目视/显微镜
边毛刺目视/显微镜
划伤目视/显微镜
外观□
元件方向目视/显微镜
缺料目视/显微镜
分层目视/显微镜
变形目视/显微镜
表面清洁度目视/显微镜
信号线焊接目视
总装□导线焊接目视
结构件组装目视
□作业文件
其它□□作业人员
□设备能力
□合格(开始量产);
综合判
定□不合格□重新调整工艺和设备□停止生产,开《产品质量异常报告处理单》
备注:检验时发现有一项不合格则判首件确认不合格;(合格用“OK”表示,不合格用“NG”表示)
生产现场确认:签名:
专业资料整理。