注塑工艺表
- 格式:xlsx
- 大小:35.87 KB
- 文档页数:2
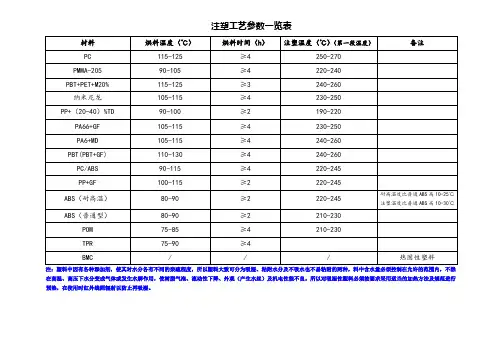
常用塑料注塑工艺参数表:常用塑料注塑工艺参数(2)2010-06-16 20:02:13| 分类:个人日记| 标签:|字号大中小订阅聚甲醛加工参数聚甲醛的成型收缩率聚甲醛的后收缩九、PC注塑工艺特性与工艺参数的设定1、聚集态特性属于无定型塑料,Tg为149~150℃;Tf为215~225℃;成型温度为250~310℃; 2、热稳定性较好,并随分子量的增大而提高。
但PC高温下遇水易降解,成型时要求水分含量在0.02%以下。
高温下水分对PC特别有害。
在成型前,PC树脂必须进行充分干燥(并且应当充分注意防止干燥过的物料再吸湿)。
干燥效果的快速检验法,是在注塑机上采用“对空注射”。
3、熔体粘度高,流动性较差,其流动特性接近于牛顿流体,熔体粘度受剪切速率影响较小,而对温度的变化十分敏感,在适宜的成型加工温度范围内调节加工温度,能有效地控制PC的粘度。
4、由于粘度高,注射压力较高,一般控制在80~120MPa。
对于薄壁长流程、形状复杂、浇口尺寸较小的制品,为使熔体顺利、及时充模,注射压力要适当提高至120~150MPa。
保压压力为80~100MPa。
5、成型时,冷却固化快,为延迟物料冷凝,需控制模温为80~120℃。
6、PC分子主链中有大量苯环,分子链的刚性大,注塑中易产生较大的内应力,使制品开裂或影响制品的尺寸稳定性;(在100℃以上作长时间热处理,它的刚硬性增加,内应力降低)。
PC的典型干燥曲线台湾奇美典型牌号加工参数:十、PA及玻纤增强PA注塑工艺特性与工艺参数设定 1、常用品种及其熔点:q 品种:尼龙-66;尼龙-610;尼龙-1010;尼龙-1212;尼龙-46尼龙-6;尼龙-7;尼龙-9;尼龙-11;尼龙-12;尼龙-66/6、尼龙-66/610;尼龙-6∕66∕1010;尼龙-66/6/610q 熔点:尼龙n系列:尼龙-6 215~220℃;尼龙-12为178℃;尼龙m,n系列:尼龙-46 295 ℃;尼龙-66 255~265℃;尼龙-610 215~223℃;尼龙-1010 200℃;共缩聚尼龙:由于分子链的规整性较差,结晶性和熔点一般较低,如尼龙-6∕66∕1010的熔点仅为155~175℃,但其有较好的透明性和弹性。
常用塑料注塑工艺参数表:常用塑料注塑工艺参数(2)2010-06-16 20:02:13| 分类:个人日记| 标签:|字号大中小订阅聚甲醛加工参数聚甲醛的成型收缩率聚甲醛的后收缩九、PC注塑工艺特性与工艺参数的设定1、聚集态特性属于无定型塑料,Tg为149~150℃;Tf为215~225℃;成型温度为250~310℃; 2、热稳定性较好,并随分子量的增大而提高。
但PC高温下遇水易降解,成型时要求水分含量在0.02%以下。
高温下水分对PC特别有害。
在成型前,PC树脂必须进行充分干燥(并且应当充分注意防止干燥过的物料再吸湿)。
干燥效果的快速检验法,是在注塑机上采用“对空注射”。
3、熔体粘度高,流动性较差,其流动特性接近于牛顿流体,熔体粘度受剪切速率影响较小,而对温度的变化十分敏感,在适宜的成型加工温度范围内调节加工温度,能有效地控制PC的粘度。
4、由于粘度高,注射压力较高,一般控制在80~120MPa。
对于薄壁长流程、形状复杂、浇口尺寸较小的制品,为使熔体顺利、及时充模,注射压力要适当提高至120~150MPa。
保压压力为80~100MPa。
5、成型时,冷却固化快,为延迟物料冷凝,需控制模温为80~120℃。
6、PC分子主链中有大量苯环,分子链的刚性大,注塑中易产生较大的内应力,使制品开裂或影响制品的尺寸稳定性;(在100℃以上作长时间热处理,它的刚硬性增加,内应力降低)。
PC的典型干燥曲线台湾奇美典型牌号加工参数:十、PA及玻纤增强PA注塑工艺特性与工艺参数设定 1、常用品种及其熔点:q 品种:尼龙-66;尼龙-610;尼龙-1010;尼龙-1212;尼龙-46尼龙-6;尼龙-7;尼龙-9;尼龙-11;尼龙-12;尼龙-66/6、尼龙-66/610;尼龙-6∕66∕1010;尼龙-66/6/610q 熔点:尼龙n系列:尼龙-6 215~220℃;尼龙-12为178℃;尼龙m,n系列:尼龙-46 295 ℃;尼龙-66 255~265℃;尼龙-610 215~223℃;尼龙-1010 200℃;共缩聚尼龙:由于分子链的规整性较差,结晶性和熔点一般较低,如尼龙-6∕66∕1010的熔点仅为155~175℃,但其有较好的透明性和弹性。
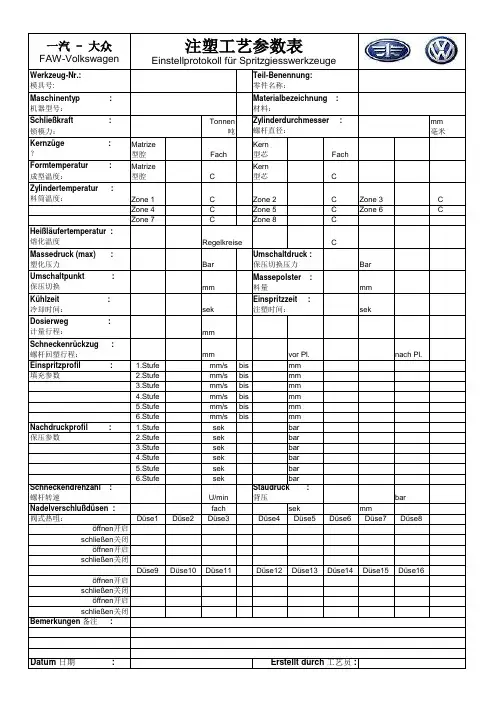
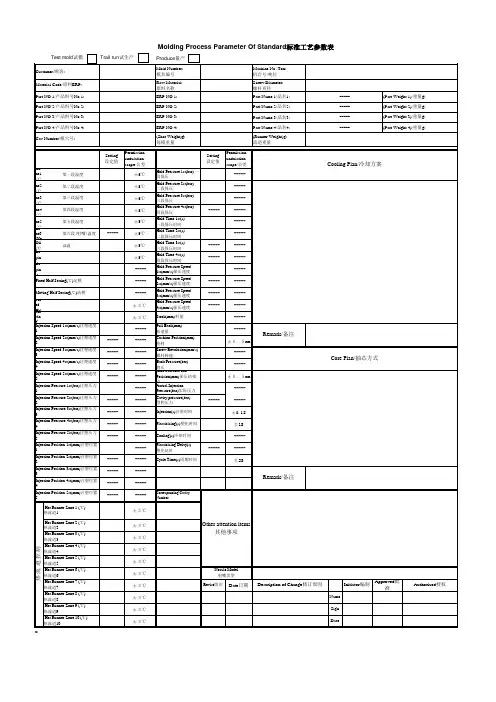
一汽 - 大众FAW-VolkswagenWerkzeug-Nr.:模具号:Maschinentyp :机器型号:Schließkraft :锁模力:Tonnen吨mm 毫米Kernzüge :?Matrize 型腔Fach Kern 型芯Fach Formtemperatur :成型温度:Matrize 型腔 °C Kern 型芯 °C Zylindertemperatur :料筒温度:Zone 1 °C Zone 2 °C Zone 3°C Zone 4 °C Zone 5 °C Zone 6°C Zone 7°C Zone 8°C Heißläufertemperatur :熔化温度°CMassedruck (max) :塑化压力Bar Bar Umschaltpunkt :保压切换mm mm Kühlzeit :冷却时间:sek sek Dosierweg :计量行程:mm Schneckenrückzug :螺杆回塑行程:mm vor Pl.nach Pl.Einspritzprofil : 1.Stufe mm/s bis mm 填充参数2.Stufe mm/s bis mm3.Stufe mm/s bis mm4.Stufe mm/s bis mm5.Stufe mm/s bis mm6.Stufe mm/s bismm Nachdruckprofil : 1.Stufe sek bar 保压参数2.Stufe sek bar3.Stufe sek bar4.Stufe sek bar5.Stufe sek bar6.Stufesek barSchneckendrehzahl :螺杆转速U/min barNadelverschlußdüsen :fach sekmm 阀式热咀:Düse1Düse2Düse3Düse4Düse5Düse6Düse7Düse8öffnen 开启schließen 关闭öffnen 开启schließen 关闭Düse9Düse10Düse11Düse12Düse13Düse14Düse15Düse16öffnen 开启schließen 关闭öffnen 开启schließen 关闭Bemerkungen 备注 :注塑工艺参数表Einstellprotokoll für SpritzgiesswerkzeugeTeil-Benennung:零件名称:Regelkreise Umschaltdruck :保压切换压力Massepolster :料量Einspritzzeit :注塑时间:Zylinderdurchmesser :螺杆直径:Materialbezeichnung :材料:Staudruck :背压。
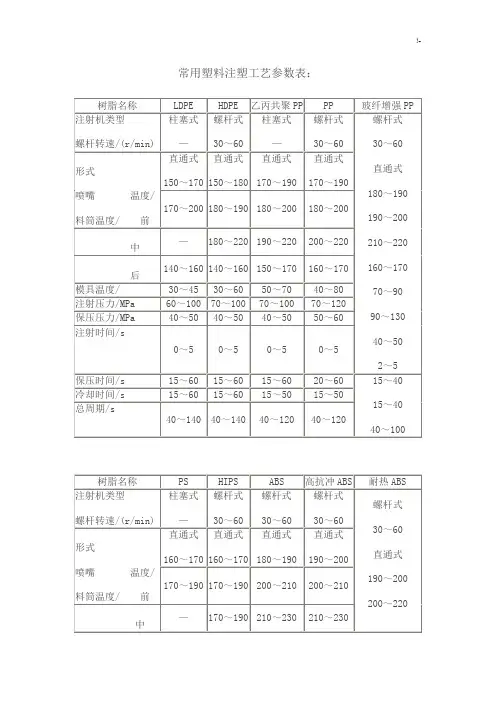
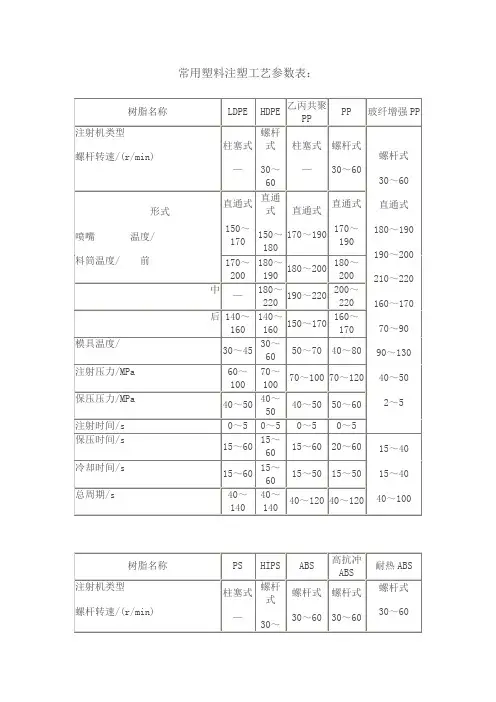
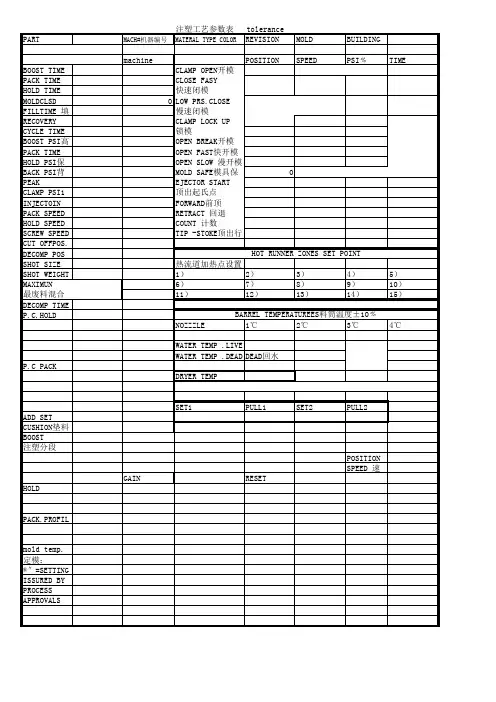
常用塑料注塑工艺参数表:常用塑料注塑工艺参数表:树脂名称LDPE HDPE 乙丙共聚PPPP 玻纤增强PP注射机类型螺杆转速/(r/min)柱塞式—螺杆式30~60柱塞式—螺杆式30~60螺杆式30~60直通式180~190190~200210~220160~17070~9090~13040~502~5形式喷嘴温度/ 料筒温度/ 前直通式150~170直通式150~180直通式170~190直通式170~190 170~200180~190180~200180~200中—180~220190~220200~220 后 140~160140~160150~170160~170模具温度/30~45 30~6050~70 40~80注射压力/MPa 60~100 70~10070~100 70~120保压压力/MPa40~50 40~5040~50 50~60注射时间/s 0~5 0~5 0~5 0~5保压时间/s15~60 15~6015~60 20~60 15~4015~4040~100冷却时间/s15~60 15~6015~50 15~50总周期/s 40~140 40~14040~120 40~120树脂名称PS HIPS ABS 高抗冲ABS耐热ABS注射机类型螺杆转速/(r/min) 柱塞式—螺杆式螺杆式30~60螺杆式30~60螺杆式30~60 30~60 直通式 190~200 200~220 220~240 190~200 60~8585~12050~803~5形式喷嘴 温度/ 料筒温度/ 前 直通式 160~170 直通式 160~170 直通式 180~190直通式 190~200 170~190 170~190 200~210200~210 中 — 170~190 210~230210~230 后 140~160 140~160 180~200 180~200 模具温度/ 20~60 20~50 50~70 50~80 注射压力/MPa 60~100 60~100 70~90 70~120保压压力/MPa 30~40 30~40 50~70 50~70注射时间/s 0~3 0~3 3~5 3~5保压时间/s 15~40 15~40 15~30 15~30 15~3015~3040~70 冷却时间/s 15~30 15~40 15~30 15~30 总周期/s 40~90 40~9040~70 40~70常用塑料注塑工艺参数(2)2010-06-16 20:02:13| 分类: 个人日记 | 标签: |字号大中小 订阅聚甲醛加工参数聚甲醛的成型收缩率聚甲醛的后收缩九、PC 注塑工艺特性与工艺参数的设定1、聚集态特性属于无定型塑料,Tg 为149~150℃;Tf 为215~225℃;成型温度为250~310℃; 2、热稳定性较好,并随分子量的增大而提高。
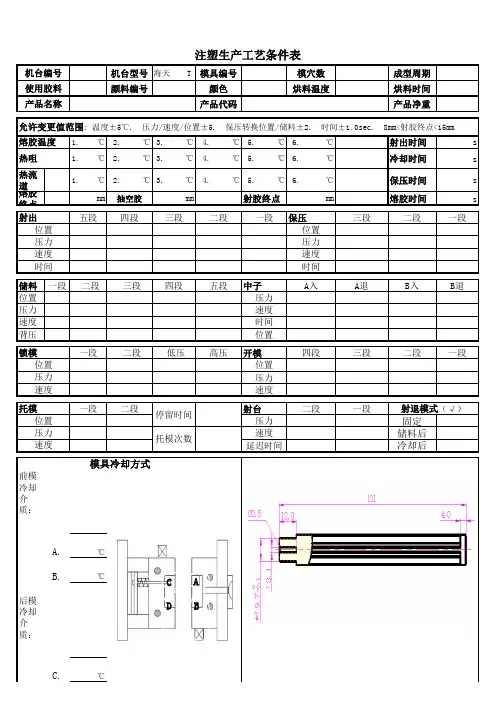
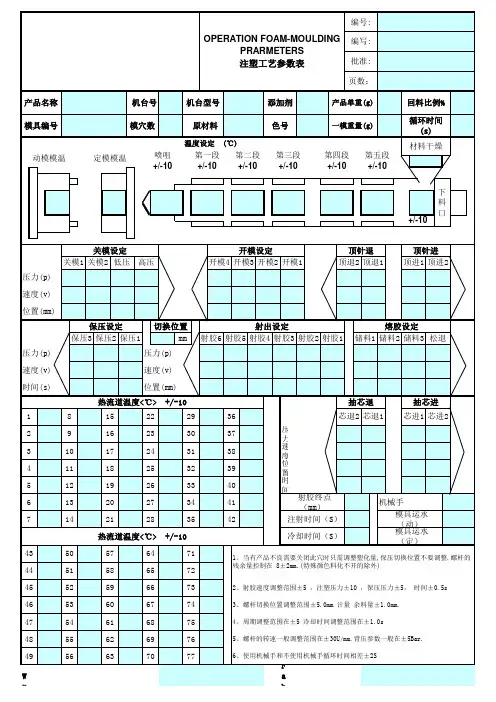
机台型号海天 T 模具编号模穴数成型周期颜料编号
颜色烘料温度
烘料时间产品代码
产品净重
1. ℃
2. ℃
3. ℃
4. ℃
5. ℃
6. ℃射出时间s 1. ℃ 2. ℃ 3. ℃ 4. ℃ 5. ℃ 6. ℃冷却时间s 热流道 1. ℃ 2. ℃ 3. ℃
4. ℃
5. ℃
6. ℃
保压时间s 熔胶终点mm
抽空胶
mm
射胶终点
mm
熔胶时间
s
五段四段三段
二段
一段
保压
三段
二段
一段
位置压力速度时间
储料一段
二段 三段四段五段
中子A入
A退B入B退
位置压力压力速度速度时间背压
位置一段 二段 低压高压开模四段三段二段一段
位置压力速度一段二段
射台二段一段压力固定速度储料后延迟时间
冷却后
前模冷却介质:
A.℃
B.
℃
后模冷却介质:
C.℃
D.
℃
编制: 审核: 批准:日期:
日期:
日期:
射出
射退模式(√)
模具冷却方式
参考尺寸
速度
托模
位置熔胶温度热咀文件编号:HZ-ZS-14-007/A1
速度锁模
位置时间注塑生产工艺条件表
机台编号产品名称
使用胶料允许变更值范围: 温度±5℃. 压力/速度/位置±5. 保压转换位置/储料±2. 时间±1.0sec. 8mm<射胶终点<15mm 位置压力速度停留时间压力托模次数
压力A
B
D
C。

常用塑料注塑工艺参数表:常用塑料注塑工艺参数(2)2010-06-16 20:02:13|分类:个人日记 |标签: |字号大中小订阅聚甲醛加工参数聚甲醛的成型收缩率聚甲醛的后收缩九、PC注塑工艺特性与工艺参数的设定1、聚集态特性属于无定型塑料,Tg为149~150℃;Tf为215~225℃;成型温度为250~310℃;2、热稳定性较好,并随分子量的增大而提高。
但PC高温下遇水易降解,成型时要求水分含量在0.02%以下。
高温下水分对PC特别有害。
在成型前,PC树脂必须进行充分干燥(并且应当充分注意防止干燥过的物料再吸湿)。
干燥效果的快速检验法,是在注塑机上采用“对空注射”。
3、熔体粘度高,流动性较差,其流动特性接近于牛顿流体,熔体粘度受剪切速率影响较小,而对温度的变化十分敏感,在适宜的成型加工温度范围内调节加工温度,能有效地控制PC的粘度。
4、由于粘度高,注射压力较高,一般控制在80~120MPa。
对于薄壁长流程、形状复杂、浇口尺寸较小的制品,为使熔体顺利、及时充模,注射压力要适当提高至120~150MPa。
保压压力为80~100MPa。
5、成型时,冷却固化快,为延迟物料冷凝,需控制模温为80~120℃。
6、PC 分子主链中有大量苯环,分子链的刚性大,注塑中易产生较大的内应力,使制品开裂或影响制品的尺寸稳定性;(在100℃以上作长时间热处理,它的刚硬性增加,内应力降低)。
PC的典型干燥曲线台湾奇美典型牌号加工参数:十、PA及玻纤增强PA注塑工艺特性与工艺参数设定1、常用品种及其熔点:q品种:尼龙-66;尼龙-610;尼龙-1010;尼龙-1212;尼龙-46尼龙-6;尼龙-7;尼龙-9;尼龙-11;尼龙-12;尼龙-66/6、尼龙-66/610;尼龙-6∕66∕1010;尼龙-66/6/610q熔点:尼龙n系列:尼龙-6215~220℃;尼龙-12为178℃;尼龙m,n系列:尼龙-46295℃;尼龙-66255~265℃;尼龙-610215~223℃;尼龙-1010200℃;共缩聚尼龙:由于分子链的规整性较差,结晶性和熔点一般较低,如尼龙-6∕66∕1010的熔点仅为155~175℃,但其有较好的透明性和弹性。