注塑成型工艺表
- 格式:xls
- 大小:26.50 KB
- 文档页数:33
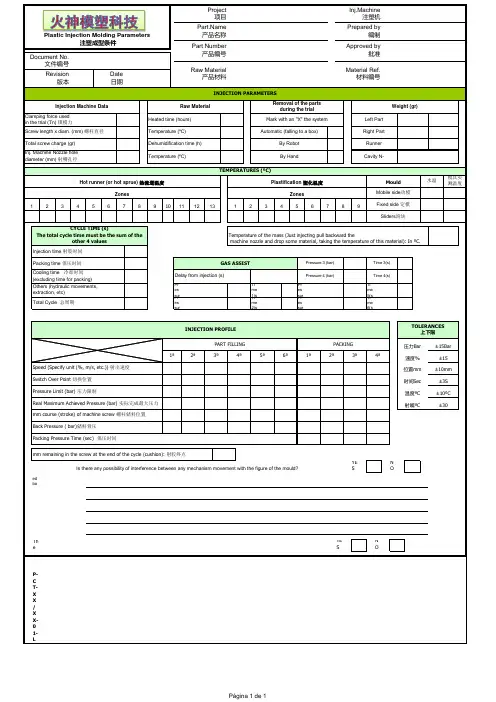
Pr es sur Ti me 1(s Pr es sur Ti me 5(s Pr es surTi me 2(sPr es surTi me 6(sYE S N OFe ed baTh eYE S N OP-C T-X X /X X-01-LProject 项目Inj.Machine注塑机 产品名称Prepared by编制Plastic Injection Molding Parameters注塑成型条件Part Number产品编号Approved by批准Document No.文件编号Raw Material产品材料Material Ref.材料编号Revision版本Date 日期INJECTION PARAMETERSInjection Machine DataRaw MaterialRemoval of the partsduring the trial Weight (gr)Clamping force used in the trial (Tn) 锁模力Heated time (hours)Mark with an "X" the system Left Part Screw length x diam. (mm) 螺杆直径Temperature (ºC)Automatic (falling to a box)Runner Right Part Temperature (ºC)By HandTotal screw charge (gr)Dehumidification time (h)By Robot Cavity N-TEMPERATURES (ºC)Hot runner (or hot sprue) 热流道温度Plastification 塑化温度Mould 水温模具实测温度Inj. Machine Nozzle hole diameter (mm) 射嘴孔径ZonesZones Mobile side 动模12345678910111213123456789Fixed side 定模Sliders 滑块CYCLE TIME (s)The total cycle time must be the sum of theother 4 values Temperature of the mass (Just injecting pull backward themachine nozzle and drop some material, taking the temperature of this material): In ºC.Injection time 射胶时间Packing time 保压时间GAS ASSISTPressure 3 (bar)Time 3(s)Cooling time 冷却时间(excluding time for packing)Delay from injection (s)Pressure 4 (bar)Time 4(s)Others (hydraulic movements,extraction, etc)Total Cycle 总周期INJECTION PROFILETOLERANCES上下限PART FILLINGPACKING压力Bar ±15Bar 1ª2ª3ª4ª5ª6ª1ª2ª3ª4ª速度%±15Speed (Specify unit (%, m/s, etc.)) 射出速度位置mm ±10mm Switch Over Point 切换位置时间Sec ±3S Pressure Limit (bar) 压力限制温度ºC ±10ºC Real Maximum Achieved Pressure (bar) 实际完成最大压力射嘴ºC±30mm course (stroke) of machine screw 螺杆储料位置Back Pressure ( bar)储料背压Packing Pressure Time (sec) 保压时间mm remaining in the screw at the end of the cycle (cushion): 射胶终点Is there any possibility of interference between any mechanism movement with the figure of the mould?Página 1 de 1。

注塑成型工艺流程及工艺参数塑件的注塑成型工艺过程主要包括填充——保压——冷却——脱模等4个阶段,这4个阶段直接决定着制品的成型质量,而且这4个阶段是一个完整的连续过程.1、填充阶段填充是整个注塑循环过程中的第一步,时间从模具闭合开始注塑算起,到模具型腔填充到大约95%为止。
理论上,填充时间越短,成型效率越高,但是实际中,成型时间或者注塑速度要受到很多条件的制约。
高速填充。
如图1—2所示,高速填充时剪切率较高,塑料由于剪切变稀的作用而存在粘度下降的情形,使整体流动阻力降低;局部的粘滞加热影响也会使固化层厚度变薄。
因此在流动控制阶段,填充行为往往取决于待填充的体积大小。
即在流动控制阶段,由于高速填充,熔体的剪切变稀效果往往很大,而薄壁的冷却作用并不明显,于是速率的效用占了上风。
λ低速填充。
如图1—3所示,热传导控制低速填充时,剪切率较低,局部粘度较高,流动阻力较大。
由于热塑料补充速率较慢,流动较为缓慢,使热传导效应较为明显,热量迅速为冷模壁带走。
加上较少量的粘滞加热现象,固化层厚度较厚,又进一步增加壁部较薄处的流动阻力。
λ由于喷泉流动的原因,在流动波前面的塑料高分子链排向几乎平行流动波前。
因此两股塑料熔胶在交汇时,接触面的高分子链互相平行;加上两股熔胶性质各异(在模腔中滞留时间不同,温度、压力也不同),造成熔胶交汇区域在微观上结构强度较差。
在光线下将零件摆放适当的角度用肉眼观察,可以发现有明显的接合线产生,这就是熔接痕的形成机理。
熔接痕不仅影响塑件外观,同时由于微观结构的松散,易造成应力集中,从而使得该部分的强度降低而发生断裂。
一般而言,在高温区产生熔接的熔接痕强度较佳,因为高温情形下,高分子链活动性较佳,可以互相穿透缠绕,此外高温度区域两股熔体的温度较为接近,熔体的热性质几乎相同,增加了熔接区域的强度;反之在低温区域,熔接强度较差。
2、保压阶段保压阶段的作用是持续施加压力,压实熔体,增加塑料密度(增密),以补偿塑料的收缩行为。
注塑成型工艺流程及工艺参数
注塑成型是一种常见的塑料加工工艺,广泛应用于各种塑料制品的生产中。
注塑成型工艺流程主要包括原料准备、熔融注射、注射成型、冷却固化和脱模等环节。
在整个注塑成型过程中,掌握合适的工艺参数对产品的质量和生产效率至关重要。
首先,在注塑成型工艺中,原料的选择和准备是首要考虑的因素之一。
塑料颗粒经过烘干处理后,要保持干燥,并根据生产要求添加相应的添加剂,确保塑料材料的性能稳定。
在熔融注射阶段,通过加热和熔融塑料颗粒,使其变成流动状态,以便于注射成型。
其次,注塑成型的关键环节是注射成型阶段。
在这个阶段,需要控制好注塑机的温度、压力和注射速度等工艺参数。
温度的控制直接影响着塑料的熔融和流动性能,而压力则决定了塑料充填模具的速度和充填完整性。
注射速度的合理设置可以避免产生缺陷,提高产品的表面质量。
接着是冷却固化阶段,产品在成型后需要进行冷却固化以确保产品尺寸的稳定性和形状的完整性。
通常会采用冷却水或风冷方式进行快速冷却,同时根据产品的特点和要求制定合理的冷却时间。
过长或过短的冷却时间都可能导致产品质量问题。
最后,脱模是注塑成型的最后一步,也是至关重要的一步。
正确的脱模方式可以有效避免产品变形或受损,并提高生产效率。
在脱模时,操作人员需要注意脱模力度和脱模速度,以免对产品造成损坏。
总的来说,注塑成型工艺流程中的每个环节都需要合理设定和控制相应的工艺参数,以确保最终产品的质量和生产效率。
只有不断优化工艺流程,加强生产管理,才能更好地应用注塑成型技术,生产出更优质的塑料制品。
1。
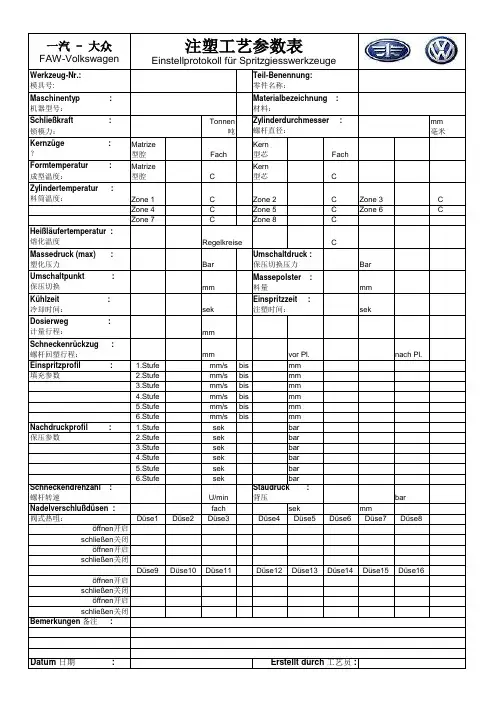
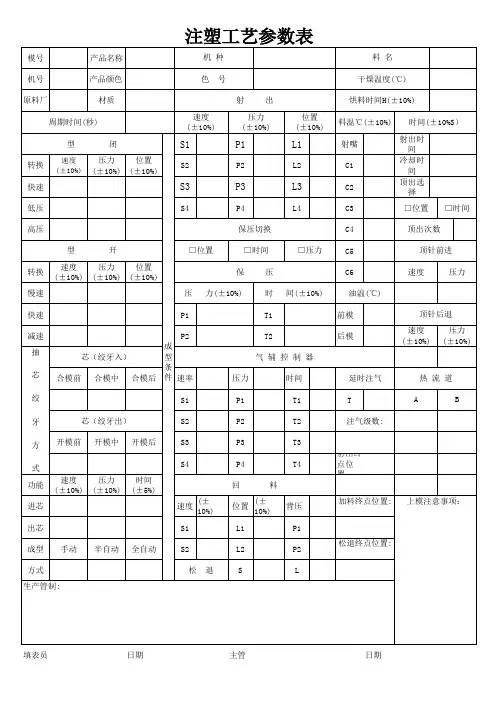
一汽 - 大众FAW-VolkswagenWerkzeug-Nr.:模具号:Maschinentyp :机器型号:Schließkraft :锁模力:Tonnen吨mm 毫米Kernzüge :?Matrize 型腔Fach Kern 型芯Fach Formtemperatur :成型温度:Matrize 型腔 °C Kern 型芯 °C Zylindertemperatur :料筒温度:Zone 1 °C Zone 2 °C Zone 3°C Zone 4 °C Zone 5 °C Zone 6°C Zone 7°C Zone 8°C Heißläufertemperatur :熔化温度°CMassedruck (max) :塑化压力Bar Bar Umschaltpunkt :保压切换mm mm Kühlzeit :冷却时间:sek sek Dosierweg :计量行程:mm Schneckenrückzug :螺杆回塑行程:mm vor Pl.nach Pl.Einspritzprofil : 1.Stufe mm/s bis mm 填充参数2.Stufe mm/s bis mm3.Stufe mm/s bis mm4.Stufe mm/s bis mm5.Stufe mm/s bis mm6.Stufe mm/s bismm Nachdruckprofil : 1.Stufe sek bar 保压参数2.Stufe sek bar3.Stufe sek bar4.Stufe sek bar5.Stufe sek bar6.Stufesek barSchneckendrehzahl :螺杆转速U/min barNadelverschlußdüsen :fach sekmm 阀式热咀:Düse1Düse2Düse3Düse4Düse5Düse6Düse7Düse8öffnen 开启schließen 关闭öffnen 开启schließen 关闭Düse9Düse10Düse11Düse12Düse13Düse14Düse15Düse16öffnen 开启schließen 关闭öffnen 开启schließen 关闭Bemerkungen 备注 :注塑工艺参数表Einstellprotokoll für SpritzgiesswerkzeugeTeil-Benennung:零件名称:Regelkreise Umschaltdruck :保压切换压力Massepolster :料量Einspritzzeit :注塑时间:Zylinderdurchmesser :螺杆直径:Materialbezeichnung :材料:Staudruck :背压。

20种塑料注塑工艺1.ABS 丙烯腈-丁二烯-苯乙烯共聚物典型应用范围:汽车(仪表板,工具舱门,车轮盖,反光镜盒等),电冰箱,大强度工具(头发烘干机,搅拌器,食品加工机,割草机等),电话机壳体,打字机键盘,娱乐用车辆如高尔夫球手推车以及喷气式雪撬车等。
注塑模工艺条件:干燥处理:ABS材料具有吸湿性,要求在加工之前进行干燥处理。
建议干燥条件为80~90℃下最少干燥2小时。
材料温度应保证小于0.1%。
熔化温度:210~280℃;建议温度:245℃。
模具温度:25~70℃。
(模具温度将影响塑件光洁度,温度较低则导致光洁度较低)。
注射压力:500~1000bar。
注射速度:中高速度。
化学和物理特性:ABS是由丙烯腈、丁二烯和苯乙烯三种化学单体合成。
每种单体都具有不同特性:丙烯腈有高强度、热稳定性及化学稳定性;丁二烯具有坚韧性、抗冲击特性;苯乙烯具有易加工、高光洁度及高强度。
从形态上看,ABS是非结晶性材料。
三中单体的聚合产生了具有两相的三元共聚物,一个是苯乙烯-丙烯腈的连续相,另一个是聚丁二烯橡胶分散相。
ABS的特性主要取决于三种单体的比率以及两相中的分子结构。
这就可以在产品设计上具有很大的灵活性,并且由此产生了市场上百种不同品质的ABS材料。
这些不同品质的材料提供了不同的特性,例如从中等到高等的抗冲击性,从低到高的光洁度和高温扭曲特性等。
ABS材料具有超强的易加工性,外观特性,低蠕变性和优异的尺寸稳定性以及很高的抗冲击强度。
2.PA6 聚酰胺6或尼龙6典型应用范围:由于有很好的机械强度和刚度被广泛用于结构部件。
由于有很好的耐磨损特性,还用于制造轴承。
注塑模工艺条件:干燥处理:由于PA6很容易吸收水分,因此加工前的干燥特别要注意。
如果材料是用防水材料包装供应的,则容器应保持密闭。
如果湿度大于0.2%,建议在80℃以上的热空气中干燥16小时。
如果材料已经在空气中暴露超过8小时,建议进行105℃,8小时以上的真空烘干。
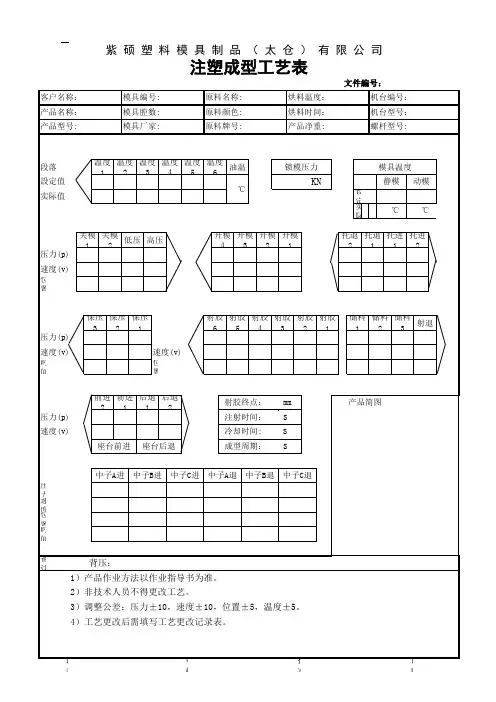
192021222324123456压力速度位置1段2段193段204段211段222段233段244段11段22段33段44段561段2段3段1段2段3段1段2段3段前模后模点检人审核1、口框生产工艺:1)、模具温度:模芯和模腔的温度必须控制在50——70℃,两者温差要小于6 ℃,且模腔温度较高。
模具温度未达到要求不允许生产。
(需现场测试)2)、注塑压力:控制在70——90MPa (通常),根据实际情况可放宽至125MPa ,但不允许超过125MPa 。
3)、保压:保压时间控制在5——20s ,尽量控制在8s;根据注塑机的类型,最高保压压力控制在50——70MPa 内。
(注意:注射压力和液压系统的压力是两个不同的概念,注射压力是指螺杆或柱塞端面处作用于机筒内熔融塑料单位面积上的力。
我们通过压力表和设备操作屏检测到的实际为液压系统的压力)。
2、端盖生产工艺:1)、模具温度:模芯和模腔的温度必须控制在50——70℃,两者温差要小于6 ℃,且模腔温度较高。
模具温度未达到要求不允许生产。
(需现场测试)2)、注塑压力:控制在70——90kg/cm2(通常),根据实际情况可放宽至100kg/cm2,但不允许超过100kg/cm2。
3)、保压:保压时间控制在5——20s ,尽量控制在8s;根据注塑机的类型,最高保压压力控制在50——70kg/cm2内。
(注意:注射压力和液压系统的压力是两个不同的概念,注射压力是指螺杆或柱塞端面处作用于机筒内熔融塑料单位面积上的力。
我们通过压力表和设备操作屏检测到的实际为液压系统的压力)。
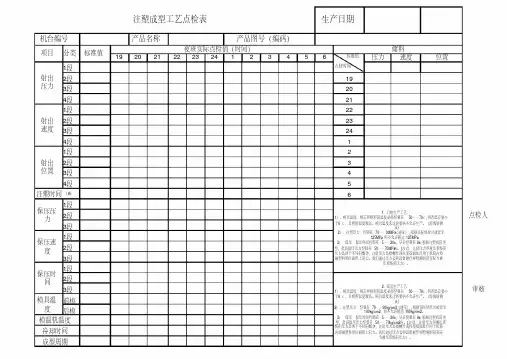
保压压力保压速度保压时间模具温度分类标准值夜班实际点检值(时间)储料注塑时间(S )模温机温度冷却时间成型周期项目射出压力射出速度射出位置注塑成型工艺点检表生产日期机台编号产品名称产品图号(编码)标准值点检时间。
常用塑料注塑工艺参数表:常用塑料注塑工艺参数(2)2010-06-16 20:02:13|分类:个人日记 |标签: |字号大中小订阅聚甲醛加工参数聚甲醛的成型收缩率聚甲醛的后收缩九、PC注塑工艺特性与工艺参数的设定1、聚集态特性属于无定型塑料,Tg为149~150℃;Tf为215~225℃;成型温度为250~310℃;2、热稳定性较好,并随分子量的增大而提高。
但PC高温下遇水易降解,成型时要求水分含量在0.02%以下。
高温下水分对PC特别有害。
在成型前,PC树脂必须进行充分干燥(并且应当充分注意防止干燥过的物料再吸湿)。
干燥效果的快速检验法,是在注塑机上采用“对空注射”。
3、熔体粘度高,流动性较差,其流动特性接近于牛顿流体,熔体粘度受剪切速率影响较小,而对温度的变化十分敏感,在适宜的成型加工温度范围内调节加工温度,能有效地控制PC的粘度。
4、由于粘度高,注射压力较高,一般控制在80~120MPa。
对于薄壁长流程、形状复杂、浇口尺寸较小的制品,为使熔体顺利、及时充模,注射压力要适当提高至120~150MPa。
保压压力为80~100MPa。
5、成型时,冷却固化快,为延迟物料冷凝,需控制模温为80~120℃。
6、PC 分子主链中有大量苯环,分子链的刚性大,注塑中易产生较大的内应力,使制品开裂或影响制品的尺寸稳定性;(在100℃以上作长时间热处理,它的刚硬性增加,内应力降低)。
PC的典型干燥曲线台湾奇美典型牌号加工参数:十、PA及玻纤增强PA注塑工艺特性与工艺参数设定1、常用品种及其熔点:q品种:尼龙-66;尼龙-610;尼龙-1010;尼龙-1212;尼龙-46尼龙-6;尼龙-7;尼龙-9;尼龙-11;尼龙-12;尼龙-66/6、尼龙-66/610;尼龙-6∕66∕1010;尼龙-66/6/610q熔点:尼龙n系列:尼龙-6215~220℃;尼龙-12为178℃;尼龙m,n系列:尼龙-46295℃;尼龙-66255~265℃;尼龙-610215~223℃;尼龙-1010200℃;共缩聚尼龙:由于分子链的规整性较差,结晶性和熔点一般较低,如尼龙-6∕66∕1010的熔点仅为155~175℃,但其有较好的透明性和弹性。