铸造工艺图
- 格式:doc
- 大小:322.00 KB
- 文档页数:10
铸造工艺图及设计实例汇报人:日期:•铸造工艺图概述•铸造工艺图绘制技巧•铸造工艺图设计实例目录•铸造工艺图优化建议与展望01铸造工艺图概述铸造工艺图是用于描述铸造生产过程中各项工艺参数、设备、材料等信息的图纸。
定义指导铸造生产过程,确保产品质量,提高生产效率,降低生产成本。
作用定义与作用确保图纸上的数据和信息准确无误,符合实际生产情况。
图纸应包含所有必要的工艺参数、设备、材料等信息,不遗漏任何细节。
图纸应清晰易懂,方便操作人员理解和执行。
遵循行业标准和规范,确保图纸的可读性和可操作性。
准确性完整性清晰性标准化确定生产工艺流程根据产品结构和材料,确定铸造生产的工艺流程,包括造型、浇注、冷却、落砂等环节。
绘制铸造工艺图在零件图的基础上,绘制铸造工艺图,包括造型方法、浇注系统、冒口、冷铁、浇口等工艺参数的设计和布置。
输出和归档将审核通过的铸造工艺图输出并归档,以备后续生产和检验使用。
确定产品结构和材料根据产品设计和材料要求,确定铸造产品的结构和材料。
绘制零件图根据产品设计和材料要求,绘制铸造产品的零件图,包括零件的结构、尺寸、材料等信息。
审核和修改对绘制好的铸造工艺图进行审核和修改,确保图纸的准确性和完整性。
01020304050602铸造工艺图绘制技巧零件结构分析分析零件的结构,包括形状、尺寸、壁厚等,以确定铸造工艺的可行性。
铸造工艺性评估根据零件的结构特点,评估铸造工艺的可行性,包括是否能够满足铸造工艺的要求。
根据零件的使用要求和铸造工艺的要求,选择合适的材料。
对所选材料进行性能分析,包括化学成分、力学性能、热处理性能等,以确保材料能够满足使用要求。
材料选择与性能分析材料性能分析材料选择根据零件的结构和铸造工艺的要求,进行模具设计。
模具设计制定模具制造工艺流程,包括模具材料的选择、加工方法、热处理等,以确保模具能够满足使用要求。
制造工艺流程对制造完成的模具进行调试和修正,以确保模具能够满足铸造工艺的要求。
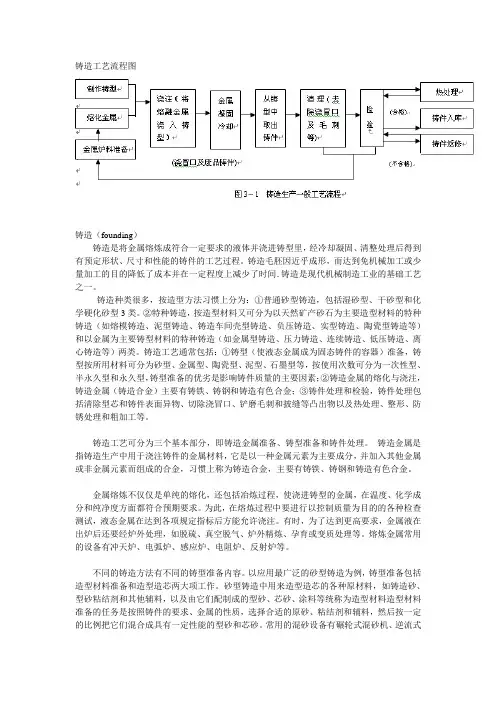
铸造工艺流程图铸造(founding)铸造是将金属熔炼成符合一定要求的液体并浇进铸型里,经冷却凝固、清整处理后得到有预定形状、尺寸和性能的铸件的工艺过程。
铸造毛胚因近乎成形,而达到免机械加工或少量加工的目的降低了成本并在一定程度上减少了时间.铸造是现代机械制造工业的基础工艺之一。
铸造种类很多,按造型方法习惯上分为:①普通砂型铸造,包括湿砂型、干砂型和化学硬化砂型3类。
②特种铸造,按造型材料又可分为以天然矿产砂石为主要造型材料的特种铸造(如熔模铸造、泥型铸造、铸造车间壳型铸造、负压铸造、实型铸造、陶瓷型铸造等)和以金属为主要铸型材料的特种铸造(如金属型铸造、压力铸造、连续铸造、低压铸造、离心铸造等)两类。
铸造工艺通常包括:①铸型(使液态金属成为固态铸件的容器)准备,铸型按所用材料可分为砂型、金属型、陶瓷型、泥型、石墨型等,按使用次数可分为一次性型、半永久型和永久型,铸型准备的优劣是影响铸件质量的主要因素;②铸造金属的熔化与浇注,铸造金属(铸造合金)主要有铸铁、铸钢和铸造有色合金;③铸件处理和检验,铸件处理包括清除型芯和铸件表面异物、切除浇冒口、铲磨毛刺和披缝等凸出物以及热处理、整形、防锈处理和粗加工等。
铸造工艺可分为三个基本部分,即铸造金属准备、铸型准备和铸件处理。
铸造金属是指铸造生产中用于浇注铸件的金属材料,它是以一种金属元素为主要成分,并加入其他金属或非金属元素而组成的合金,习惯上称为铸造合金,主要有铸铁、铸钢和铸造有色合金。
金属熔炼不仅仅是单纯的熔化,还包括冶炼过程,使浇进铸型的金属,在温度、化学成分和纯净度方面都符合预期要求。
为此,在熔炼过程中要进行以控制质量为目的的各种检查测试,液态金属在达到各项规定指标后方能允许浇注。
有时,为了达到更高要求,金属液在出炉后还要经炉外处理,如脱硫、真空脱气、炉外精炼、孕育或变质处理等。
熔炼金属常用的设备有冲天炉、电弧炉、感应炉、电阻炉、反射炉等。
不同的铸造方法有不同的铸型准备内容。

第三节铸造工艺图铸造生产时,首先要根据铸件的结构特征、技术要求、生产批量、生产条件等因素,确定铸造工艺方案.其主要内容包括浇注位置、分型面、铸造工艺参数(机械加工余量、起模斜度、铸造圆角、收缩率、芯头等)的确定,然后用规定的工艺符号或文字绘制成铸造工艺图.铸造工艺图是指导铸造生产的技术文件,也是验收铸件的主要依据.一、浇注位置的确定【浇注位置】浇注时铸件在铸型中所处的位置称为浇注位置。
铸件的浇注位置对铸件的质量、尺寸精度、造型工艺的难易程度都有很大的影响。
通常按下列基本原则确定浇注位置。
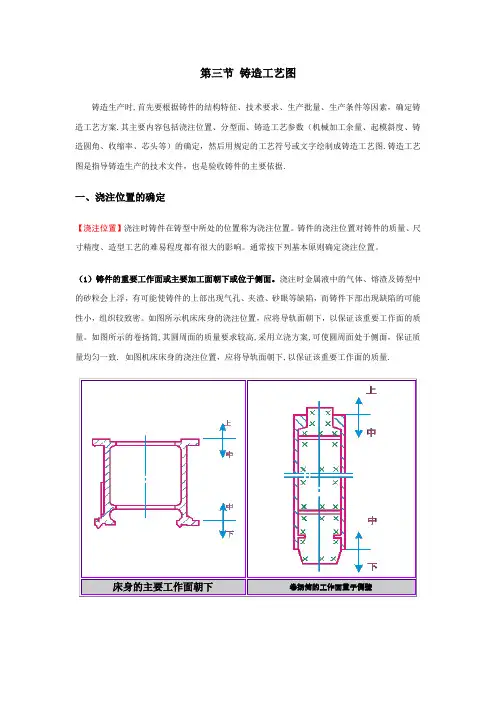
(1)铸件的重要工作面或主要加工面朝下或位于侧面。
浇注时金属液中的气体、熔渣及铸型中的砂粒会上浮,有可能使铸件的上部出现气孔、夹渣、砂眼等缺陷,而铸件下部出现缺陷的可能性小,组织较致密。
如图所示机床床身的浇注位置,应将导轨面朝下,以保证该重要工作面的质量。
如图所示的卷扬筒,其圆周面的质量要求较高,采用立浇方案,可使圆周面处于侧面,保证质量均匀一致. 如图机床床身的浇注位置,应将导轨面朝下,以保证该重要工作面的质量.床身的主要工作面朝下卷扬筒的工作面置于侧壁(2)铸件的大平面朝下或倾斜浇注。
由于浇注时炽热的金属液对铸型的上部有强烈的热辐射,引起顶面型砂膨胀拱起甚至开裂,使大平面出现夹砂、砂眼等缺陷。
大平面朝下或采用倾斜浇注的方法可避免大平面产生铸造缺陷。
下图为平板铸件的浇注位置。
大平面朝下(3)铸件的薄壁朝下、侧立或倾斜。
为防止铸件的薄壁部位产生冷隔、浇不到缺陷,应将面积较大的薄壁置于铸件的下部,或使其处于侧壁或倾斜位置,如图所示.薄壁铸件的浇注位置(4)铸件的厚大部分应放在顶部或在分型面的侧面。
主要目的是便于在厚处安放冒口进行补缩,如图阀体的冒口补缩和图卷扬筒的重要面位于侧面所示.二、分型面的选择【分型面】是铸型组元间的接合面。
为便于起模,一般分型面选择在铸件的最大截面处.分型面的选定应保证起模方便、简化铸造工艺、保证铸件的质量.确定分型面应遵循如下原则。
铸造工艺图1. 简介铸造工艺图是指在铸造过程中用来表示工艺流程、工艺参数和工艺要求的一种图形化表示方式。
它用于指导铸造工艺人员正确执行铸造操作,确保生产过程的稳定性和产品的质量。
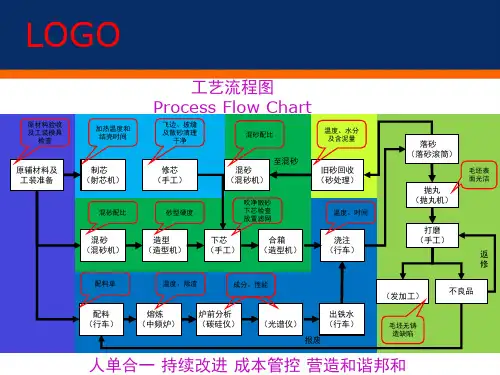
2. 构成要素铸造工艺图主要由以下几个要素组成:2.1. 工艺流程图工艺流程图是铸造工艺图的主要组成部分,它用来表示铸造过程中各个工艺环节的顺序和依赖关系。
通常采用流程图的形式,用图形和箭头表示各个环节及其之间的连接关系。
工艺流程图可以帮助工艺人员清晰地了解整个铸造过程,从而能够有序地进行操作。
2.2. 工艺参数表工艺参数表用来记录每个工艺环节的相关参数,包括温度、压力、速度等。
这些参数直接影响到铸造过程的稳定性和产品的质量。
工艺参数表可以帮助工艺人员准确地控制每个环节的参数,以达到预期的效果。
2.3. 工艺要求说明工艺要求说明是对每个工艺环节的要求进行详细描述,包括操作规程、注意事项和质量标准等。
工艺要求说明可以帮助工艺人员正确理解和遵守相关要求,确保生产过程的合规性和产品的质量。
3. 编制方法编制铸造工艺图一般需要按照以下步骤进行:3.1. 收集资料收集与铸造工艺相关的资料和数据,包括产品设计图纸、工艺标准和工艺工程师的指导意见等。
这些资料是编制铸造工艺图的基础,有助于准确地描述工艺流程和要素。
3.2. 绘制流程图根据收集到的资料和数据,绘制工艺流程图。
在绘制过程中要考虑各个环节之间的逻辑关系和依赖关系,确保流程图能够清晰地表示整个铸造过程的顺序和要素。
3.3. 填写参数表和要求说明在绘制工艺流程图的同时,填写对应的工艺参数表和工艺要求说明。
工艺参数表要准确记录每个环节的相关参数,工艺要求说明要详细描述每个环节的要求和标准。
3.4. 审核和调整完成铸造工艺图后,需要由工艺工程师进行审核和调整。
工艺工程师要仔细检查每个环节的参数和要求是否准确无误,并根据实际情况进行调整和优化。
4. 应用与效益铸造工艺图的应用可以带来以下几个方面的效益:4.1. 提高生产效率铸造工艺图能够对整个铸造过程进行规范化管理,减少因操作不规范而导致的错误和返工。
第三节铸造工艺图
铸造生产时,首先要根据铸件的结构特征、技术要求、生产批量、生产条件等因素,确定铸造工艺方案。
其主要内容包括浇注位置、分型面、铸造工艺参数(机械加工余量、起模斜度、铸造圆角、收缩率、芯头等)的确定,然后用规定的工艺符号或文字绘制成铸造工艺图。
铸造工艺图是指导铸造生产的技术文件,也是验收铸件的主要依据。
一、浇注位置的确定
【浇注位置】浇注时铸件在铸型中所处的位置称为浇注位置。
铸件的浇注位置对铸件的质量、尺寸精度、造型工艺的难易程度都有很大的影响。
通常按下列基本原则确定浇注位置。
(1)铸件的重要工作面或主要加工面朝下或位于侧面。
浇注时金属液中的气体、熔渣及铸型中的砂粒会上浮,有可能使铸件的上部出现气孔、夹渣、砂眼等缺陷,而铸件下部出现缺陷的可能性小,组织较致密。
如图所示机床床身的浇注位置,应将导轨面朝下,以保证该重要工作面的质量。
如图所示的卷扬筒,其圆周面的质量要求较高,采用立浇方案,可使圆周面处于侧面,保证质量均匀一致。
如图机床床身的浇注位置,应将导轨面朝下,以保证该重要工作面的质量。
床身的主要工作面朝下卷扬筒的工作面置于侧壁
(2)铸件的大平面朝下或倾斜浇注。
由于浇注时炽热的金属液对铸型的上部有强烈的热辐射,引起顶面型砂膨胀拱起甚至开裂,使大平面出现夹砂、砂眼等缺陷。
大平面朝下或采用倾斜浇注的方法可避免大平面产生铸造缺陷。
下图为平板铸件的浇注位置。
大平面朝下
(3)铸件的薄壁朝下、侧立或倾斜。
为防止铸件的薄壁部位产生冷隔、浇不到缺陷,应将面积较大的薄壁置于铸件的下部,或使其处于侧壁或倾斜位置,如图所示。
薄壁铸件的浇注位置
(4)铸件的厚大部分应放在顶部或在分型面的侧面。
主要目的是便于在厚处安放冒口进行补缩,如图阀体的冒口补缩和图卷扬筒的重要面位于侧面所示。
二、分型面的选择
【分型面】是铸型组元间的接合面。
为便于起模,一般分型面选择在铸件的最大截面处。
分型面的选定应保证起模方便、简化铸造工艺、保证铸件的质量。
确定分型面应遵循如下原则。
(1)分型面应选择在模样最大截面处,以便于起模。
如图所示。
分型面选在最大直径处
(2)尽量减少分型面。
分型面少则容易保证铸件的精度,并可简化造型工艺。
对机器造型来说,一般只能有一个分型面,下图所示的绳轮铸件,大批量生产时,为便于机器造型,可按a分型方案,采用环状型芯,将二个分型面减少为一个分型面。
当然在单件生产时,采用手工造型时,为减少工装的制造,采用b方案,三箱造型,二个分型面也是合理的。
(a)(b)
绳轮铸件的分型面
(3)尽量使分型面平直。
为了使模样制造和造型工艺简便,如图所示弯曲连杆的分型面,不应采用弯曲的分型面(b方案),而应采用平直的分型面(a方案)。
弯曲连杆的分型面
(4)尽量使铸件的全部或大部分位于同一砂箱中。
铸件处于同一砂箱中,既便于合型,又可避免错型,以保证铸件的精度。
下图水管堵头的二种分型方案,图中a分型方案较合理,使基准面与加工面位于同一砂箱中,铸件的精度易保证。
水管堵头的分型面
(5)尽量使型芯位于下箱,并注意减低砂箱的高度。
这样可简化造型工艺、方便下芯和合型、便于起模和修型。
如图缩示机床立柱的分型方案,采用Ⅱ方案比较合理,可使型腔和型芯大部分处于下箱中,便于起模、下芯、合型。
机床立柱的分型面
三、工艺参数的选定
(1)机械加工余量和公差
【机械加工余量】是指铸件加工面上预留的、准备切除的金属层厚度。
加工余量取决于铸件的精度等级,与铸件材料、铸造方法、生产批量、铸件尺寸、浇注位置等因素有关。
铸件的尺寸公差 CT,其精度等级从高到低有1、2、3......16共16个等级;加工余量等级MA,从精到粗可分为A、B、C、D、E、F、G、H、J共9个级别。
下表为砂型铸造常用铸造合金单件和小批生产时公差等级及与之配套的加工余量等级。
铸件的公差等级和加工余量等级确定后,加工余量数值可根据 GB/T11350-1989选取;公差的数值可按GB6414—86 选取。
为简化铸造工艺,铸件上的小孔和槽可以不铸出,而采用机械加工。
一般铸铁件上直径
<30mm、铸钢件上直径<40mm的孔可以不铸出。
(2)起模斜度
【起模斜度】为使模样(或型芯)易从铸型(或芯盒)中取出,在模样(或芯盒)上与起模方向平行的壁的斜度称为起模斜度,可用角度α 或宽度 a表示,提倡使用宽度a。
模样的起模斜度可采用增加壁厚、加减壁厚、减小壁厚三种取法,如图所示。
对于需要机械加工的壁必须采用增加壁厚法。
起模斜度需要增减的数值可按有关标准选取,采用粘土砂造型时的起模斜度可按
JB/T5105—1991确定。
一般木模的斜度α =0.3°~3°,a=0.6~3.0mm;金属模的斜度
α=0.2°~2°,a=0.4~2.4mm。
模样越高,斜度越小。
当铸件上的孔高度与直径之比小于1(H/D<1)时,可用自带芯子的方法铸孔,用自带芯子的起模斜度一般应大于外壁斜度。
(a) 增加铸件厚度(b)加减铸件厚度(c)减小铸件厚度
(壁厚<8mm)(壁厚:8mm~12mm)(壁厚>12mm)
起模斜度的取法
(3)收缩率
为补偿铸件在冷却过程中产生的收缩,使冷却后的铸件符合图样的要求,需要放大模样的尺寸,放大量取决于铸件的尺寸和该合金的线收缩率。
一般中小型灰铸铁件的线收缩率约取 1%;非铁金属的铸造收缩率约取1.5%;铸钢件的铸造收缩率约取2%。
( 4)铸造圆角
【铸造圆角】模样壁与壁的连接和转角处要做成圆弧过渡,称为铸造圆角。
铸造圆角可减少或避免砂型尖角损坏,防止产生粘砂、缩孔、裂纹。
但铸件分型面的转角处不能有圆角。
铸造内圆角的大小可按相邻两壁平均壁厚的 1/3~1/5选取,外圆角的半径取内圆角的一半。
(5)芯头
【芯头】是指砂芯的外伸部分,用来定位和支承砂芯。
如图所示。
芯头有垂直和水平芯头两种。
芯座是指铸型中专为放置芯头的空腔。
芯头和芯座尺寸主要有芯头长度 L(高度H)、芯头斜度α 、芯头与芯座装配隙s等,其数值与型芯的长度(高度)和直径有关,应查阅相关资料后确定(本书略)。
(a)垂直芯头(b)水平芯头
芯头的结构
四、浇注系统
【浇注系统】是为填充型腔和冒口而开设于铸型中的一系列通道。
(1)浇注系统的组成与作用通常有浇口杯、直浇道、横浇道、内浇道和冒口等组成。
合理地设计浇注系统,可使金属液平稳地充满铸型型腔;控制金属液的流动方向和速度;调节铸件上各部分的温度,控制冷却凝固顺序;阻挡夹杂物进入铸型型腔。
冒口起补缩、排气和集渣作用。
(2)浇注系统的类型按金属液导入型腔的位置,浇注系统可分为底注式、顶注式、中注式、阶梯式等,见下图。
浇注系统的类型
五、铸造工艺图绘制举例
【铸造工艺图】是表示分型面、浇注位置、型芯结构和尺寸、浇注系统、工艺参数等的图样,可按规定工艺符号或文字标注在铸件图上或另绘工艺图。
例:下图为衬套零件图,材料为HT200,采用砂型铸造,年生产量200件,试绘出铸造工艺图。
(1)结构分析、确定造型方法、浇注位置和分型面。
零件上φ 48mm的孔要铸出,但内孔的小台阶不铸出,故采用简单的圆棒型芯;为简化铸造工艺,φ8mm的小孔和铸件侧壁的小台阶和小凹槽均不铸出。
铸件高度不大,可采用两箱整体模造型、垂直浇注。
分型面选在φ160mm的端面处,采用二箱整体模造型。
(2)工艺参数确定。
加工余量铸件各个面都要加工,故都应有余量。
砂型铸造灰铸铁件的公差及配套的加工余量等级为14/H。
顶面和孔的加工余量等级降一级(取J级),加工余量数值可查GB/T11350-1989选取,φ160mm和φ104mm圆周面双侧加工,每侧余量为6.0mm,底面的加工余量为6.0mm,顶面的加工余量为7.0mm,内孔的每侧的加工余量为6.0mm。
起模斜度在垂直于分型面处(平行于起模方面),按增厚法确定起模斜度。
取宽度a=1.0mm。
图9-21b中“7/6”表示考虑了加工余量和起模斜度后,上端与下端的余量。
线收缩率由于是小批生产,铸件各尺寸方向的铸造收缩率可取相同的数值,取铸造收缩率为1%。
芯头该芯头为垂直芯头。
查有关手册(本书略)得芯头尺寸,如铸造工艺图所示。
铸造圆角铸造圆角按(1/3~1/5)壁厚的方法,取R内为8mm;R外为4mm。
(3)绘出铸造工艺图。
如下图所示(不含浇注系统)。
六、铸件图
【铸件图】是反映铸件实际尺寸、形状和技术要求的图形,是铸造生产验收和检验的主要依据。
铸件图应在完成铸造工艺图的基础上绘制,下图为衬套的铸件图。
零件图铸造工艺图铸件图
衬套零件图、铸造工艺图、铸件图。