典型铸铁件铸造工艺设计与实例
- 格式:docx
- 大小:11.16 KB
- 文档页数:3
各种典型铸造技术的原理和方法根据铸型特点分类,有一次型铸造(砂型铸造、熔模铸造、石膏型铸造、实型铸造等)、半永久型铸造(陶瓷型铸造、石墨型铸造等)、永久型铸造(金属型铸造、压力铸造、挤压铸造、离心铸造等);根据浇注时金属液的驱动力及压力状态分类,有重力作用下的铸造和外力作用下的铸造。
金属液在重力驱动下完成浇注称自由浇注或常压浇注。
金属液在外力作用下实现充填和补缩,如压力铸造、挤压铸造、离心铸造和反重力铸造等。
本章介绍的铸造技术有:属于重力充型的有砂型铸造、金属型铸造和熔模铸造;属于外力充型的有压力铸造、离心铸造和挤压铸造;属于反重力铸造的有低压铸造和差压铸造/真空吸铸等。
铸造业中砂型铸造约占80%。
型砂中粘土砂、水玻璃砂和树脂砂等又占了90%的份额。
三种型砂间的比例视各国具体情况而异,平均来看,大致为5:3:2。
以型砂铸造与其它铸造方法相比,其缺点是:劳动条件较差,铸件外观质量欠佳;铸型只能使用一次,生产率低。
优点是:不受零件形状、大小、复杂程度及合金种类的限制;造型材料来源广,生产准备周期短,成本低。
因此,砂型铸造是铸造生产中应用最广泛的一种方法,世界各国用砂型铸造生产的铸件占总产量的80%~90%。
本章的重点在砂型铸造。
而铸造用砂型的种类及制造是重中之重。
第1节砂型铸造一、铸造用砂型的种类及制造(一)概述1.砂型铸造的特征及工艺流程配制型砂—造型—合型—浇注—冷却—落砂—清理—检查—热处理—检验—获得铸件特征:使用型砂构成铸型并进行浇注的方法,通常指在重力作用下的砂型铸造过程。
名词:型砂——将原砂或再生砂+粘结剂+其它附加物等所混制成的混合物;铸型——形成铸件外观轮廓的用型砂制成的空腔称为铸型;砂芯——形成铸件内腔的用芯砂制成的实体(用于制做砂芯的型砂称为芯砂);造型——制造砂型的工艺过程;制芯——制造砂芯的工艺过程。
造型(芯)方法按机械化程度可分为手工造型(芯)和机器造型(芯)两大类。
选择合适的造型(芯)方法和正确的造型(芯)工艺操作,对提高铸件质量、降低成本、提高生产率有极重要的意义。

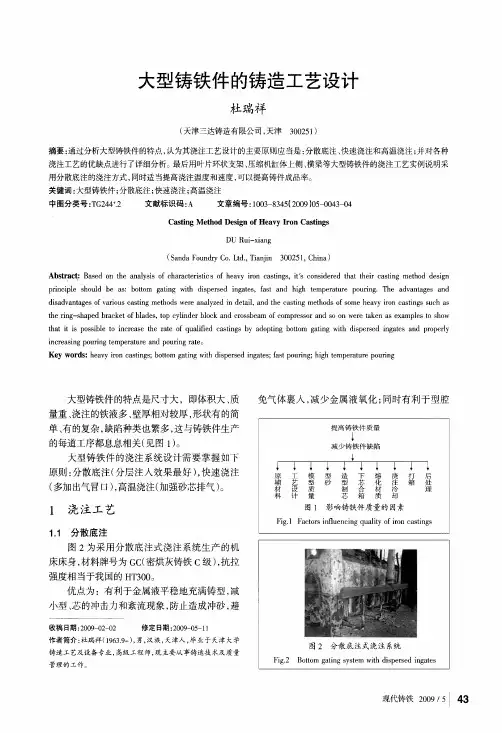
大型铸铁件的铸造工艺设计杜瑞祥(天津三达铸造有限公司,天津300251)摘要:通过分析大型铸铁件的特点,认为其浇注工艺设计的主要原则应当是:分散底注、快速浇注和高温浇注;并对各种浇注工艺的优缺点进行了详细分析。
最后用叶片环状支架、压缩机缸体上侧、横梁等大型铸铁件的浇注工艺实例说明采用分散底注的浇注方式,同时适当提高浇注温度和速度,可以提高铸件成品率。
关键词:大型铸铁件;分散底注;快速浇注;高温浇注中图分类号:T G 244+-2文献标识码:A文章编号:1003—8345(2009)05—0043—04C as t i ngM et hodD es i g n of I I ea vy I r on C a s t i ngs D U R ui —xi ang(S anda Foundry Co .Lt d .,Ti anji n300251,C hi n a)A bs t r ac t :Bas edont he anal ys i s ofchar act e r i s t i c s ofhea vy i ID n cast i ngs ,i t7sco nsi d er e d t h att hei r cast i n g m et ho d des i gnpr i nci pl e sho ul dbea s :bo t t o m gat i ngw i t hdi sper sed i ngat es ,f a s t a ndhi gh t e m pe r at ur epo ur i n g .T head vant age sanddi sadV ant ages of V ar i ou s cast i n g m et ho ds w e r eana l yz ed i n det ai l ,and t he cast i n g met ho ds of s o m e hea vy i ron cas t i ngs su ch ast he r i ng —s haped br a cket of bl ades ,t op cyl i nder bl ock a nd c r oss be am of com pr es sor a nds oonw e r e t a kenasexa m pl e st o showt hatiti s pos s i bl et oi ncr eas et her a teof qual i 矗ed cas t i ngsby ad opt i n g bo t t o m gat i ng w i t h di sper sed i ngat e s a nd pr ope r l yi ncr e asi ng po ur i ng t e m pe r at ur e a nd po ur i ngra t e 。
典型铸铁件铸造工艺设计铸造工艺是制造铸铁件的关键环节之一,其设计直接影响到铸件的质量和性能。
本文将以典型铸铁件的铸造工艺设计为主题,对铸造工艺的设计要点和流程进行详细介绍,以期能够为相关从业人员提供一定的参考和指导。
一、典型铸铁件的特点铸铁件是一种常见的铸造件,其主要特点是具有良好的铸造性能、低成本和高强度。
铸铁件通常被广泛应用于机械制造、汽车工业、农机具等领域,如汽车发动机缸体、机床床身等。
二、铸造工艺设计的要点铸造工艺设计的关键是确定合适的铸造工艺参数,以实现铸件的准确成型和优良性能。
以下是铸造工艺设计的要点:1.铸型设计:根据铸件的形状和尺寸,确定合适的铸型结构和尺寸。
铸型的设计应考虑到铸件的收缩和变形,以避免出现缺陷和不合格品。
2.熔炼工艺:根据铸件的材料要求,确定合适的熔炼工艺参数,包括炉温、熔化时间、炉中温度等。
同时,还需要考虑铁水的质量和成分控制,以保证铸件的化学成分符合要求。
3.浇注系统设计:根据铸件的形状和尺寸,确定合适的浇注系统,包括浇杯、导流冒、浇口等。
浇注系统的设计应考虑到浇注过程中的液态金属流动和气体排出,以避免铸件内部的气孔和夹杂物。
4.冷却系统设计:根据铸件的形状和尺寸,确定合适的冷却系统,包括冷却水道、冷却器等。
冷却系统的设计应考虑到铸件的冷却速度和收缩形变,以避免出现裂纹和变形。
5.铸造工艺参数设计:根据铸件的形状和尺寸,确定合适的铸造工艺参数,包括浇注温度、浇注速度、浇注压力等。
铸造工艺参数的设计应考虑到铸件的凝固过程和收缩变形,以保证铸件的准确成型和良好性能。
三、铸造工艺设计流程铸造工艺设计的流程一般包括以下几个步骤:1.确定铸件的形状和尺寸,以及材料要求。
2.根据铸件的形状和尺寸,设计合适的铸型结构和尺寸。
3.根据铸件的材料要求,确定合适的熔炼工艺参数。
4.根据铸件的形状和尺寸,设计合适的浇注系统和冷却系统。
5.根据铸件的形状和尺寸,确定合适的铸造工艺参数。

典型铸铁件铸造工艺设计与实例
叙述铸造生产中典型铸铁件一一气缸类铸件、圆筒形铸件、环形铸件、球墨铸铁曲轴、盖类铸件、箱体及壳体类铸件、阀体及管件、轮形铸件、锅形铸件及平板类铸件的铸造实践。
内容涉及材质选用、铸造工艺过程的主要设计、常见主要铸造缺陷及对策等。
第1章气缸类铸件
1.1低速柴油机气缸体
1.1.1 一般结构及铸造工艺性分析1.1.2 主要技术要求
1.1.3 铸造工艺过程的主要设计1.1.4 常见主要铸造缺陷及对策1.1.5 铸造缺陷的修复
1.2中速柴油机气缸体
1.2.1 一般结构及铸造工艺性分析1.2.2 主要技术要求
1.2.3 铸造工艺过程的主要设计1.3空气压缩机气缸体
1.3.1 主要技术要求
1.3.2 铸造工艺过程的主要设计第2章圆筒形铸件
2.1 气缸套
2.1.1 一般结构及铸造工艺性分析2.1.2 工作条件
2.1.3 主要技术要求
2.1.4 铸造工艺过程的主要设计2.1.5 常见主要铸造缺陷及对策2.1.6 大型气缸套的低压铸造
2.1.7 气缸套的离心铸造
2.2冷却水套
2.2.1 一般结构及铸造工艺性分析2.2.2 主要技术要求
2.2.3 铸造工艺过程的主要设计2.2.4 常见主要铸造缺陷及对策2.3烘缸
2.3.1 结构特点
2.3.2 主要技术要求2.3.3 铸造工艺过程的主要设计
2.4活塞
2.4.1 结构特点
2.4.2 主要技术要求
2.4.3 铸造工艺过程的主要设计
2.4.4 砂衬金属型铸造
第3章环形铸件
3.1活塞环
3.1.1 概述
3.1.2 材质
3.1.3 铸造工艺过程的主要设计
3.2 L形环
3.2.1 L形环的单体铸造
3.2.2 L形环的筒形铸造
第4章球墨铸铁曲轴
4.1 主要结构特点
4.1.1曲臂与轴颈的连接结构
4.1.2 组合式曲轴
4.2主要技术要求
4.2.1 材质
4.2.2 铸造缺陷
4.2.3 质量检验
4.2.4 热处理
4.3铸造工艺过程的主要设计
4.3.1 浇注位置
4.3.2 模样
4.3.3 型砂及造型
4.3.4 浇冒口系统
4.3.5 冷却速度
4.3.6 熔炼、球化处理及浇注
4.4 热处理
4.4.1 退火处理
4.4.2 正火、回火处理
4.4.3 调质(淬火与回火)处理
4.4.4 等温淬火
4.5常见主要铸造缺陷及对策
4.5.1 球化不良及球化衰退
4.5.2 缩孔及缩松
4.5.3 夹渣
4.5.4 石墨漂浮
4.5.5 皮下气孔
4.6大型球墨铸铁曲轴的低压铸造
第5章盖类铸件
5.1柴油机气缸盖
5.1.1 一般结构及铸造工艺性分析
5.1.2 主要技术要求
5.1.3铸造工艺过程的主要设计
5.2空气压缩机气缸盖
5.2.1 一般结构及铸造工艺性分析
5.2.2 主要技术要求
5.2.3 铸造工艺过程的主要设计
5.3其他形式气缸盖
5.3.1 一般结构
5.3.2 主要技术要求
5.3.3铸造工艺过程的主要设计
第6章箱体及壳体类铸件
6.1大型链轮箱体
6.2增压器进气涡壳体
6.3排气阀壳体
6.4球墨铸铁机端壳体
6.5球墨铸铁水泵壳体
6.6球墨铸铁分配器壳体
第7章阀体及管件7.1灰铸铁大型阀体7.2灰铸铁大型阀盖
7.3球墨铸铁阀体
7.4管件
7.5球墨铸铁螺纹管件
7.6球墨铸铁管卡箍
7.6.1 主要技术要求
7.6.2 铸造工艺过程的主要设计7.6.3 常见主要铸造缺陷及对策第8章轮形铸件
8.1 飞轮
8.2调频轮
8.3中小型轮形铸件
8.4球墨铸铁轮盘
第9章锅形铸件
9.1大型碱锅
9.2中小型锅形铸件
第10章平板类铸件
10.1大型龙门铳床落地工作台
10.2大型立式车床工作台
10.3大型床身中段
10.4 大型底座
中国机械工业出版社精装16开定价:299元。