铸造工艺图实例
- 格式:doc
- 大小:6.62 MB
- 文档页数:7
精密铸造(熔模铸造/失蜡铸造)工艺流程
模具设计-----磨具制造----压蜡-----修蜡-----组树-------制壳(沾浆)-----脱蜡----型壳焙烧------化性分析---浇注----清理-----热处理-------机加工-----成品入库。
名词解释:
压蜡(射蜡制蜡模)---修蜡----蜡检----组树(腊模组树)---制壳(先沾浆、淋沙、再沾浆、最后模壳风干)---脱蜡(蒸汽脱蜡)-------模壳焙烧--化性分析--浇注(在模壳内浇注钢水)----震动脱壳---铸件与浇棒切割分离----磨浇口---初检(毛胚检)---抛丸清理-----机加工-----抛光---成品检---入库
压蜡包括(压蜡、修蜡、组树)
压蜡---利用压蜡机进行制作腊模
修蜡---对腊模进行修正
组树---将腊模进行组树
制壳包括(挂沙、挂浆、风干)
后处理包括(修正、抛丸、喷砂、酸洗、)
浇注包括(焙烧、化性分析也叫打光谱、浇注、震壳、切浇口、磨浇口)后处理包括(喷砂、抛丸、修正、酸洗)
检验包括(蜡检、初检、中检、成品检)。
典型铸铁件铸造工艺设计与实例叙述铸造生产中典型铸铁件一一气缸类铸件、圆筒形铸件、环形铸件、球墨铸铁曲轴、盖类铸件、箱体及壳体类铸件、阀体及管件、轮形铸件、锅形铸件及平板类铸件的铸造实践。
内容涉及材质选用、铸造工艺过程的主要设计、常见主要铸造缺陷及对策等。
第1章气缸类铸件1.1低速柴油机气缸体1.1.1 一般结构及铸造工艺性分析1.1.2 主要技术要求1.1.3 铸造工艺过程的主要设计1.1.4 常见主要铸造缺陷及对策1.1.5 铸造缺陷的修复1.2中速柴油机气缸体1.2.1 一般结构及铸造工艺性分析1.2.2 主要技术要求1.2.3 铸造工艺过程的主要设计1.3空气压缩机气缸体1.3.1 主要技术要求1.3.2 铸造工艺过程的主要设计第2章圆筒形铸件2.1 气缸套2.1.1 一般结构及铸造工艺性分析2.1.2 工作条件2.1.3 主要技术要求2.1.4 铸造工艺过程的主要设计2.1.5 常见主要铸造缺陷及对策2.1.6 大型气缸套的低压铸造2.1.7 气缸套的离心铸造2.2冷却水套2.2.1 一般结构及铸造工艺性分析2.2.2 主要技术要求2.2.3 铸造工艺过程的主要设计2.2.4 常见主要铸造缺陷及对策2.3烘缸2.3.1 结构特点2.3.2 主要技术要求2.3.3 铸造工艺过程的主要设计2.4活塞2.4.1 结构特点2.4.2 主要技术要求2.4.3 铸造工艺过程的主要设计2.4.4 砂衬金属型铸造第3章环形铸件3.1活塞环3.1.1 概述3.1.2 材质3.1.3 铸造工艺过程的主要设计3.2 L形环3.2.1 L形环的单体铸造3.2.2 L形环的筒形铸造第4章球墨铸铁曲轴4.1 主要结构特点4.1.1曲臂与轴颈的连接结构4.1.2 组合式曲轴4.2主要技术要求4.2.1 材质4.2.2 铸造缺陷4.2.3 质量检验4.2.4 热处理4.3铸造工艺过程的主要设计4.3.1 浇注位置4.3.2 模样4.3.3 型砂及造型4.3.4 浇冒口系统4.3.5 冷却速度4.3.6 熔炼、球化处理及浇注4.4 热处理4.4.1 退火处理4.4.2 正火、回火处理4.4.3 调质(淬火与回火)处理4.4.4 等温淬火4.5常见主要铸造缺陷及对策4.5.1 球化不良及球化衰退4.5.2 缩孔及缩松4.5.3 夹渣4.5.4 石墨漂浮4.5.5 皮下气孔4.6大型球墨铸铁曲轴的低压铸造第5章盖类铸件5.1柴油机气缸盖5.1.1 一般结构及铸造工艺性分析5.1.2 主要技术要求5.1.3铸造工艺过程的主要设计5.2空气压缩机气缸盖5.2.1 一般结构及铸造工艺性分析5.2.2 主要技术要求5.2.3 铸造工艺过程的主要设计5.3其他形式气缸盖5.3.1 一般结构5.3.2 主要技术要求5.3.3铸造工艺过程的主要设计第6章箱体及壳体类铸件6.1大型链轮箱体6.2增压器进气涡壳体6.3排气阀壳体6.4球墨铸铁机端壳体6.5球墨铸铁水泵壳体6.6球墨铸铁分配器壳体第7章阀体及管件7.1灰铸铁大型阀体7.2灰铸铁大型阀盖7.3球墨铸铁阀体7.4管件7.5球墨铸铁螺纹管件7.6球墨铸铁管卡箍7.6.1 主要技术要求7.6.2 铸造工艺过程的主要设计7.6.3 常见主要铸造缺陷及对策第8章轮形铸件8.1 飞轮8.2调频轮8.3中小型轮形铸件8.4球墨铸铁轮盘第9章锅形铸件9.1大型碱锅9.2中小型锅形铸件第10章平板类铸件10.1大型龙门铳床落地工作台10.2大型立式车床工作台10.3大型床身中段10.4 大型底座中国机械工业出版社精装16开定价:299元。
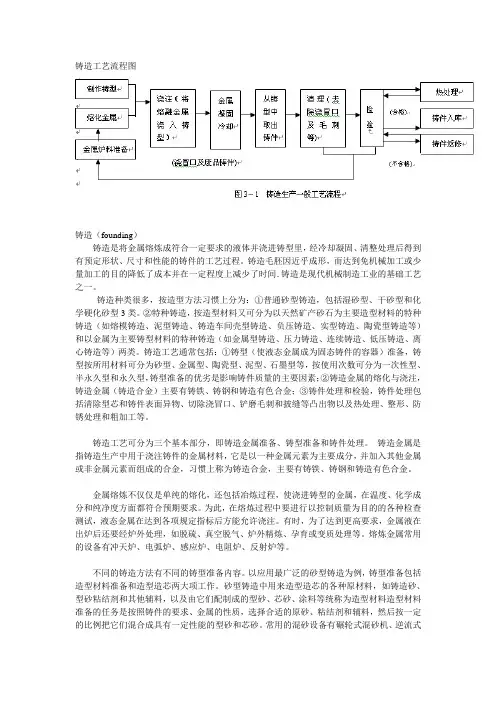
铸造工艺流程图铸造(founding)铸造是将金属熔炼成符合一定要求的液体并浇进铸型里,经冷却凝固、清整处理后得到有预定形状、尺寸和性能的铸件的工艺过程。
铸造毛胚因近乎成形,而达到免机械加工或少量加工的目的降低了成本并在一定程度上减少了时间.铸造是现代机械制造工业的基础工艺之一。
铸造种类很多,按造型方法习惯上分为:①普通砂型铸造,包括湿砂型、干砂型和化学硬化砂型3类。
②特种铸造,按造型材料又可分为以天然矿产砂石为主要造型材料的特种铸造(如熔模铸造、泥型铸造、铸造车间壳型铸造、负压铸造、实型铸造、陶瓷型铸造等)和以金属为主要铸型材料的特种铸造(如金属型铸造、压力铸造、连续铸造、低压铸造、离心铸造等)两类。
铸造工艺通常包括:①铸型(使液态金属成为固态铸件的容器)准备,铸型按所用材料可分为砂型、金属型、陶瓷型、泥型、石墨型等,按使用次数可分为一次性型、半永久型和永久型,铸型准备的优劣是影响铸件质量的主要因素;②铸造金属的熔化与浇注,铸造金属(铸造合金)主要有铸铁、铸钢和铸造有色合金;③铸件处理和检验,铸件处理包括清除型芯和铸件表面异物、切除浇冒口、铲磨毛刺和披缝等凸出物以及热处理、整形、防锈处理和粗加工等。
铸造工艺可分为三个基本部分,即铸造金属准备、铸型准备和铸件处理。
铸造金属是指铸造生产中用于浇注铸件的金属材料,它是以一种金属元素为主要成分,并加入其他金属或非金属元素而组成的合金,习惯上称为铸造合金,主要有铸铁、铸钢和铸造有色合金。
金属熔炼不仅仅是单纯的熔化,还包括冶炼过程,使浇进铸型的金属,在温度、化学成分和纯净度方面都符合预期要求。
为此,在熔炼过程中要进行以控制质量为目的的各种检查测试,液态金属在达到各项规定指标后方能允许浇注。
有时,为了达到更高要求,金属液在出炉后还要经炉外处理,如脱硫、真空脱气、炉外精炼、孕育或变质处理等。
熔炼金属常用的设备有冲天炉、电弧炉、感应炉、电阻炉、反射炉等。
不同的铸造方法有不同的铸型准备内容。
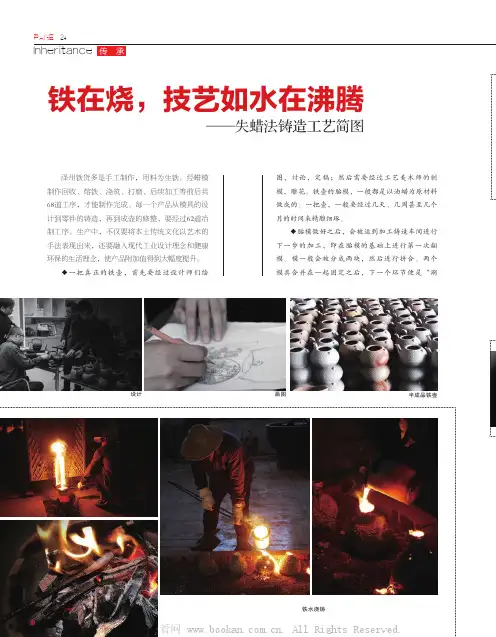
PAGE24泽州铁货多是手工制作,用料为生铁。
经蜡模制作回收、熔铁、浇筑、打磨、后续加工等前后共68道工序,才能制作完成。
每一个产品从模具的设计到零件的铸造,再到成壶的修整,要经过62道冶制工序。
生产中,不仅要将本土传统文化以艺术的手法表现出来,还要融入现代工业设计理念和健康环保的生活理念,使产品附加值得到大幅度提升。
◆一把真正的铁壶,首先要经过设计师们绘铁在烧,技艺如水在沸腾——失蜡法铸造工艺简图图,讨论,定稿;然后需要经过工艺美术师的制模,雕花。
铁壶的胎模,一般都是以油蜡为原材料做成的。
一把壶,一般要经过几天、几周甚至几个月的时间来精雕细琢。
◆胎模做好之后,会被运到加工铸造车间进行下一步的加工,即在胎模的基础上进行第一次翻模。
模一般会被分成两块,然后进行拼合。
两个模具合并在一起固定之后,下一个环节便是“涮设计画图半成品铁壶铁水浇铸PAGE25科学之友 2016.08蜡”。
溶解后的蜡液,具有一定的流动性,必须在短时间内把它们充分地摇匀。
◆蜡模做好之后,便需要做铸件用的沙壳。
制沙壳,需要裹灰浆、沾沙粒等一系列连续工序,依旧需要熟练工的操作才行。
◆化蜡是注浆前的另一道工序,然后便是开炉、铸铁。
铁壶的铁水,是用铁锭来做原料的。
烧铁水的炉内温度可以达到1 800 ℃。
挑去铁炉里可以看到的渣滓,两个工人师傅分别从两边抬起烧热的坩埚,抬一锅铁水,分别注入放在沙堆里的模具里。
这时,沙做的模具需要加热到和铁水几乎一样的温度。
◆铁水缓缓流淌,散发出滚烫的热量,再经过一些时间冷却,一把铁壶就算成型了,但这远远不够,抛光、打磨、包装等一系列的后续工作依旧要许多人来做,一样不可少。
制模、雕花后期打磨修整手工雕刻制作沙壳修复蜡膜。

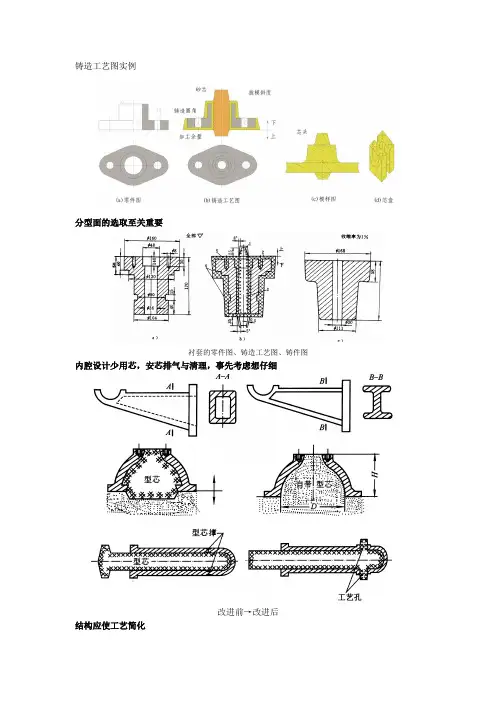
铸造工艺图实例
分型面的选取至关重要
衬套的零件图、铸造工艺图、铸件图内腔设计少用芯,安芯排气与清理,事先考虑想仔细
改进前→改进后
结构应使工艺简化
思考题:
为防止铸件缺陷产生,试修改图示铸钢机架的
结构。
(孔的尺寸、形状不能变)
便于起模实例
凸肋设计避活块
焊缝的布置
焊缝分散布置的设计焊缝对称布置的设计
焊缝避开最大应力集中位置的设计焊缝远离机械加工表面的的设计
焊缝位置便于手弧焊的设计便于自动焊的设计
便于点焊及缝隙焊的设计
铣削零件结构工艺性
减少走刀次数
加工面在同一高度上
改进前改进后
键槽同
向,减少
二次装夹
定位
问题:材料为碳素钢的圆柱销轴如图所示,试将Φ35、Φ55圆柱面及键槽的最终加工方法及设备?
Φ35圆柱面:磨
削,磨床;
Φ55圆柱面:车
削,车床;
键槽:铣削,铣
床
减少换刀次数和内孔沟槽的加工
改进前:加
工退刀槽、
过渡圆弧、
锥面和键槽
时需要多把
刀具,并增
加了换刀和
对刀次数。
改进后:即
可减少刀具
的种类,又
可节省换刀
和对刀等的
辅助时间。
同类结构参数尽量统一留有足够的退刀槽、空刀槽和越程槽
避免砂轮与工件相碰
磨孔的越程槽
为了避免刀具或砂轮与工
件的某个部分相碰,有时
要留出退刀槽、空刀槽和
越程槽等。
尽量减少加工余量
减少加工面积
即可减少加工面积,又能保证装配时零件间很好地接合。
减少加工面积。
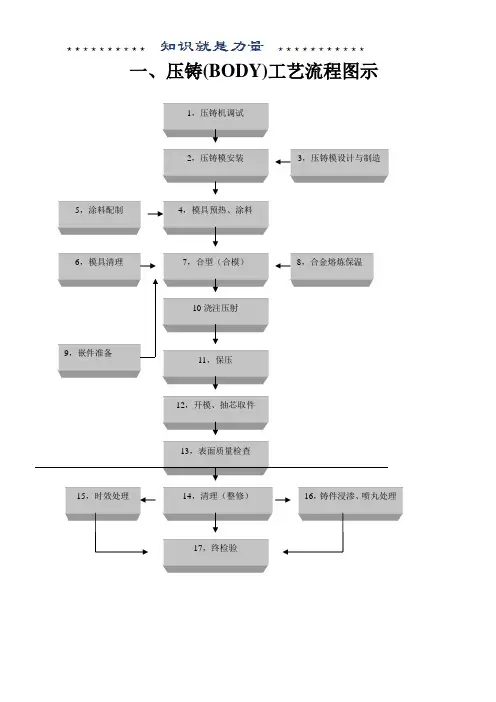
一、压铸(BODY)工艺流程图示1,压铸机调试2,压铸模安装4,模具预热、涂料7,合型(合模)10浇注压射11,保压12,开模、抽芯取件14,清理(整修)17,终检验3,压铸模设计与制造5,涂料配制6,模具清理8,合金熔炼保温9,嵌件准备13,表面质量检查15,时效处理16,铸件浸渗、喷丸处理二、压射压力P2P1 P2P1T1 t2 t3 t4 保压时间升压充填增压注:t1 金属液在压室中未承受压力的时间;P1为一级(慢速)t2 金属液于压室中在压射冲头的作用下,通过内浇口充填型腔的时间;P2为二级(快速)t3 充填刚刚结束时的舜间;P3为三级(增压)t4 最终静压力;P4为补充压实铸件4P yP b=Лd2式中:P b 比压(Mpa); Py 机器的压射力(N);(压射力=压射缸直径×蓄压器压射时间最小压力)d 压室(冲头)直径(MM)选择比压考虑的的主要因素上海旭东压铸技术咨询培训资料压铸工艺参数比压因素选择条件高低壁厚薄壁厚壁压铸件结构形状复杂简单工艺性差些好些结晶温度范围大小压铸合金特性流动性差好密度大小比强度大小阻力大小浇注系统散热速度快慢公布合理不太合理排溢系统截面积大小内浇口速度快慢温度合金与压铸模具温度大小●压铸各种合金常用比压表(Mpa)铸件壁厚≤3(mm) 铸件壁厚>3(mm)合金结构简单结构复杂结构简单结构复杂锌合金20-30 30-40 40-50 50-60铝硅、铝铜合金25-35 35-45 45-60 60-70铝、镁合金30-40 40-50 50-65 65-75镁合金30-40 40-50 50-65 65-80铜合金40-50 50-60 60-70 70-80●压力损失折算系数K直浇道导入口截面F1,K值与内浇铸口截面F2之比>1 =1 <1立式冷室压铸机0.66-0.70 0.72-0.74 0.76-0.78卧式冷室压铸机0.88●压射速度浇注金属液量占压室容积百分数(%) 压射速度(cm/s)≤30 30-4030-60 20-30>60 10-20●高压速度计算公式:VVh= ×[1+(n-1)×0.1]1/4Лd2T式中:Vh 高速压射速度(CM/S);V 型腔容积(CM3);N 型腔数;D 冲头直径(CM);T 适当的充填时间。
第三节铸造工艺图铸造生产时,首先要根据铸件的结构特征、技术要求、生产批量、生产条件等因素,确定铸造工艺方案。
其主要内容包括浇注位置、分型面、铸造工艺参数(机械加工余量、起模斜度、铸造圆角、收缩率、芯头等)的确定,然后用规定的工艺符号或文字绘制成铸造工艺图。
铸造工艺图是指导铸造生产的技术文件,也是验收铸件的主要依据。
一、浇注位置的确定【浇注位置】浇注时铸件在铸型中所处的位置称为浇注位置。
铸件的浇注位置对铸件的质量、尺寸精度、造型工艺的难易程度都有很大的影响。
通常按下列基本原则确定浇注位置。
(1)铸件的重要工作面或主要加工面朝下或位于侧面。
浇注时金属液中的气体、熔渣及铸型中的砂粒会上浮,有可能使铸件的上部出现气孔、夹渣、砂眼等缺陷,而铸件下部出现缺陷的可能性小,组织较致密。
如图所示机床床身的浇注位置,应将导轨面朝下,以保证该重要工作面的质量。
如图所示的卷扬筒,其圆周面的质量要求较高,采用立浇方案,可使圆周面处于侧面,保证质量均匀一致。
如图机床床身的浇注位置,应将导轨面朝下,以保证该重要工作面的质量。
床身的主要工作面朝下卷扬筒的工作面置于侧壁(2)铸件的大平面朝下或倾斜浇注。
由于浇注时炽热的金属液对铸型的上部有强烈的热辐射,引起顶面型砂膨胀拱起甚至开裂,使大平面出现夹砂、砂眼等缺陷。
大平面朝下或采用倾斜浇注的方法可避免大平面产生铸造缺陷。
下图为平板铸件的浇注位置。
大平面朝下(3)铸件的薄壁朝下、侧立或倾斜。
为防止铸件的薄壁部位产生冷隔、浇不到缺陷,应将面积较大的薄壁置于铸件的下部,或使其处于侧壁或倾斜位置,如图所示。
薄壁铸件的浇注位置(4)铸件的厚大部分应放在顶部或在分型面的侧面。
主要目的是便于在厚处安放冒口进行补缩,如图阀体的冒口补缩和图卷扬筒的重要面位于侧面所示。
二、分型面的选择【分型面】是铸型组元间的接合面。
为便于起模,一般分型面选择在铸件的最大截面处。
分型面的选定应保证起模方便、简化铸造工艺、保证铸件的质量。
连续铸造1 基本原理、工艺特点及应用范围1.1 连续铸造的基本过程连续铸造是一种先进的铸造方法,其原理是将熔融的金属,不断浇入一种叫做结晶器的特殊金属型中,凝固(结壳)了的铸件,连续不断地从结晶器的另一端拉出,它可获得任意长或特定的长度的铸件。
连续铸锭的工艺过程如图1所示,在结晶器的下端插入引锭,形成结晶器的底,当浇入的金属液面达一定高度后,开动拉锭装置,使铸锭随引锭下降,上面不断浇入金属,下面连续拉出铸锭。
连续铸管的工艺与此相似,只是在结晶器的中央加——内结晶器,以形成铸管的内孔。
图1 连续铸锭示意图1-浇包 2-浇口杯 3-结晶器 4-铸锭 5-引锭1.2 连续铸造的特点和应用连续铸造在国内外已被广泛采用,例如连续铸锭(钢或有色金属锭),连续铸管等。
连续铸造和普遍铸造法比较有下述优点:1.由于金属被迅速冷却,结晶致密,组织均匀,机械性能较好;2.连续铸造时,铸件上没有浇注系统的冒口,故连续铸锭在轧制时不用切头去尾,节约了金属,提高了收得率;3.简化了工序,免除造型及其它工序,因而减轻了劳动强度;所需生产面积也大为减少;4.连续铸造生产易于实现机械化和自动化,铸锭时还能实现连铸连轧,大大提高了生产效率。
2 连续铸铁管连续铸管目前已成为我国生产铸铁管的主要方法。
铸铁管的品种有承插管(自来水管及煤气管),法兰管(农业排灌及工业用管)薄壁管及小直管等。
各种管的形状如图2所示。
图2 连续铸造结构图a-承插管 b-法兰管 c-薄壁管 d一小直管目前国内生产的连铸管内直径由30~1200mm;一般普通压力管出厂前要进行大于15atm的水压试验。
连续铸管的方法是将铁水浇入内外结晶器之间的间隙中(间隙大小即铸管的壁厚)结晶器上下振动,从结晶器下方,下断地拉出管子。
在拉管过程中,管子通过结晶器下口时,必须有一定厚度的凝固层(图3),使能承受拉力、和内部铁水的压力,否则将会造成拉漏的现象。
上述这些工艺要求,都应由连续铸管机加以实现。
铸造工艺图实例
分型面的选取至关重要
衬套的零件图、铸造工艺图、铸件图内腔设计少用芯,安芯排气与清理,事先考虑想仔细
改进前→改进后
结构应使工艺简化
思考题:
为防止铸件缺陷产生,试修改图示铸钢机架的
结构。
(孔的尺寸、形状不能变)
便于起模实例
凸肋设计避活块
焊缝的布置
焊缝分散布置的设计焊缝对称布置的设计
焊缝避开最大应力集中位置的设计焊缝远离机械加工表面的的设计
焊缝位置便于手弧焊的设计便于自动焊的设计
便于点焊及缝隙焊的设计
铣削零件结构工艺性
减少走刀次数
加工面在同一高度上
改进前改进后
键槽同
向,减少
二次装夹
定位
问题:材料为碳素钢的圆柱销轴如图所示,试将Φ35、Φ55圆柱面及键槽的最终加工方法及设备?
Φ35圆柱面:磨
削,磨床;
Φ55圆柱面:车
削,车床;
键槽:铣削,铣
床
减少换刀次数和内孔沟槽的加工
改进前:加
工退刀槽、
过渡圆弧、
锥面和键槽
时需要多把
刀具,并增
加了换刀和
对刀次数。
改进后:即
可减少刀具
的种类,又
可节省换刀
和对刀等的
辅助时间。
同类结构参数尽量统一留有足够的退刀槽、空刀槽和越程槽
避免砂轮与工件相碰
磨孔的越程槽
为了避免刀具或砂轮与工
件的某个部分相碰,有时
要留出退刀槽、空刀槽和
越程槽等。
尽量减少加工余量
减少加工面积
即可减少加工面积,又能保证装配时零件间很好地接合。
减少加工面积。