游标卡尺检定装置的设计与研究
- 格式:docx
- 大小:27.33 KB
- 文档页数:2
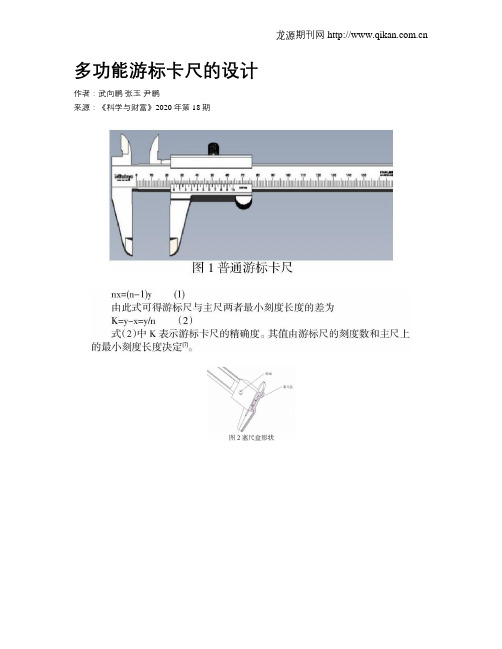
多功能游标卡尺的设计作者:武向鹏张玉尹鹏来源:《科学与财富》2020年第18期摘要:在形形色色的计量器具家族中工具较多的,游标卡尺作为一种被广泛使用的高精度测量工具,它是刻线直尺的延伸和拓展。
针对目前加工与装配中问题,本文提出了一种多功能游标卡尺的设计,其主要功能是将塞尺盒集成到游标头和增加折叠尺增加测量长度其量程为0到900mm,解决了游标卡尺测量尺寸固定且功能单一的问题。
关键词:游标卡尺;测量;塞尺;设计一、传统游标卡尺游标卡尺,是一种测量长度、内外径、深度的量具。
传统游标卡尺是由主尺和依附在主尺上的游标两部分组成。
主尺一般以毫米为单位,而游标尺会进行分格。
图1为普通游标卡尺[6]。
游标卡尺上n个刻度的总长度与主尺(n-1)个刻度的总长度相等,如果游标尺的最小刻度的长为x,相应主尺上的每个最小刻度的长度为y,则有由此式可得游标尺与主尺两者最小刻度长度的差为式(2)中K表示游标卡尺的精确度。
其值由游标尺的刻度数和主尺上的最小刻度长度决定[7]。
通过分析普通游标卡尺,可以发现普通游标卡尺最大量程是固定的,游标尺为固定长度,而且功能单一。
针对上面问题本文通过对现有游标卡尺进行改进设计了一种新型游标卡尺[8]。
二、多功能游标卡尺设计在外观上面,多功能游标卡尺尺寸与量程为480mm的普通游标卡尺外观类似,只是在部分结构上面有所改变[9]。
通过对普通游标卡尺观察与分析发现,整个卡尺能够开发的空间还有很多,为了不影响游标卡尺的测量功能,对于游标卡尺卡爪测量部分结构没有进行改变,从而保证了其测量的准确度与精准性,经过仔细观察发现普通的游标卡尺在量爪上方为实心结构,而且此处体积较大,通过Creo三维建模对方案经行分析确定[10]。
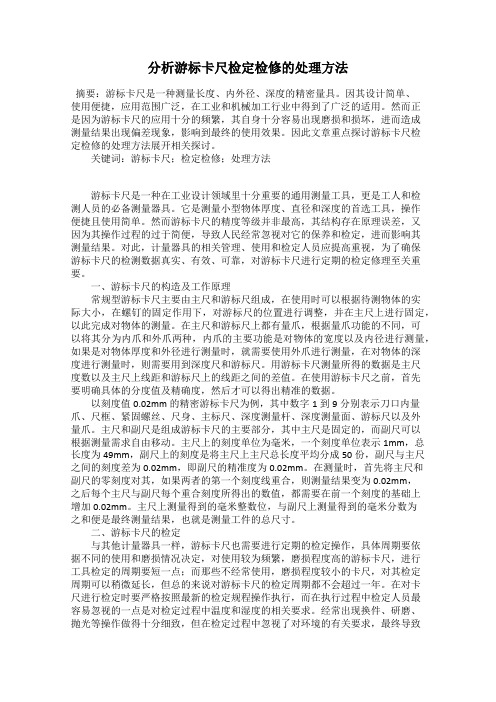
游标尺背部的空间开发将不会影响到游标卡尺的功能,同时考虑到为了集成更多的功能,将游标尺背部经行掏空,设计了一个空腔结构,在空腔结构中将塞尺盒嵌入其中[11]。
如图2塞尺盒安装在卡尺内部,设置释放用力按下按钮后可以弹出,塞尺盒弹出以后可将塞尺拿出进行测量使用弹出的塞尺测量,使用完成以后将塞尺盒塞入,以便下次使用[12]。

卡尺量具检定装置技术报告
一、建立计量标准的目的
计量标准在计量检定系统中起着传递量值承上启下的作用,是将各项
计量基准复现的单位量值传递到生产贸易和科学技术等使用第一线的纽带,是实现量值统一的基础。
因此为了保证量值准确可靠必须建立计量标准。
二、计量标准的工作原理及其组成
游标类量具标准器组检定装置,采用比较测量法,测量时,将标准器
组于被测量具的量爪之间,调整量爪与标准器两工作面接触,从被测尺读
出数据与标准的尺寸比较,从而计算出被测量具的示值误差。

游标卡尺检定调修时的技术处理探讨游标卡尺是工业界常用的一种测量工具,通常用于测量物体的长度、宽度、高度和深度等尺寸。
然而,由于长时间的使用和保养不当,游标卡尺的测量准确度可能会降低。
为了确保游标卡尺的准确度和可靠性,需要进行定期的检定和调修。
本文将探讨游标卡尺检定调修时的技术处理。
一、检定游标卡尺的准确度检定游标卡尺准确度的一种方法是使用检定块。
检定块是具有精确尺寸的金属块,可用于确定游标卡尺的读数误差。
将检定块的尺寸与游标卡尺进行比较,计算游标卡尺的误差。
如果发现误差超出标准范围,则需要进行调修。
另一种方法是使用显微镜检查游标卡尺的刻度线和橡皮制品的材质。
通过显微镜可以确定游标卡尺的刻度线是否清晰,是否有划痕或磨损现象,是否符合国家标准。
同时,还可以检查橡皮制品的结构和弹性,确保游标卡尺的可靠性和稳定性。
二、调修游标卡尺的方法1. 清洗游标卡尺游标卡尺需要定期清洗,以消除灰尘、污垢和其它杂质。
通常使用丙酮或乙酸丙酯清洗游标卡尺的表面和刻度线。
这些溶剂不会对游标卡尺的材质造成损害,但是需要注意安全操作和通风。
游标卡尺需要有适量的润滑剂,以减少磨损和摩擦。
通常使用同轴油或润滑脂。
先将游标卡尺的表面清洁干净,然后在刻度线和测量杆上涂上一层薄薄的润滑剂。
避免使用过多的润滑剂,以免影响测量精度。
3. 矫正游标卡尺的误差如果游标卡尺的误差超出标准范围,需要进行矫正。
可以使用游标卡尺校验器进行调节,或者使用磨削方法更改游标卡尺的形状。
在进行矫正前,需要先测量误差的大小和方向,然后采取相应的措施进行调整。
如果游标卡尺的材质或结构严重受损,或者经过多次矫正依然无法达到准确度要求,需要更换新的游标卡尺。
在更换时,需要选择材质优良的游标卡尺,同时严格按照国家标准进行选择和使用。
总的来说,检定调修游标卡尺需要技术含量较高,需要具备一定的技术知识和经验。
游标卡尺的准确度和可靠性对于工业生产至关重要,应当重视其检定调修的工作。
分析游标卡尺检定检修的处理方法摘要:游标卡尺是一种测量长度、内外径、深度的精密量具。
因其设计简单、使用便捷,应用范围广泛,在工业和机械加工行业中得到了广泛的适用。
然而正是因为游标卡尺的应用十分的频繁,其自身十分容易出现磨损和损坏,进而造成测量结果出现偏差现象,影响到最终的使用效果。
因此文章重点探讨游标卡尺检定检修的处理方法展开相关探讨。
关键词:游标卡尺;检定检修;处理方法游标卡尺是一种在工业设计领域里十分重要的通用测量工具,更是工人和检测人员的必备测量器具。
它是测量小型物体厚度、直径和深度的首选工具,操作便捷且使用简单。
然而游标卡尺的精度等级并非最高,其结构存在原理误差,又因为其操作过程的过于简便,导致人民经常忽视对它的保养和检定,进而影响其测量结果。
对此,计量器具的相关管理、使用和检定人员应提高重视,为了确保游标卡尺的检测数据真实、有效、可靠,对游标卡尺进行定期的检定修理至关重要。
一、游标卡尺的构造及工作原理常规型游标卡尺主要由主尺和游标尺组成,在使用时可以根据待测物体的实际大小,在螺钉的固定作用下,对游标尺的位置进行调整,并在主尺上进行固定,以此完成对物体的测量。
在主尺和游标尺上都有量爪,根据量爪功能的不同,可以将其分为内爪和外爪两种,内爪的主要功能是对物体的宽度以及内径进行测量,如果是对物体厚度和外径进行测量时,就需要使用外爪进行测量,在对物体的深度进行测量时,则需要用到深度尺和游标尺。
用游标卡尺测量所得的数据是主尺度数以及主尺上线距和游标尺上的线距之间的差值。
在使用游标卡尺之前,首先要明确具体的分度值及精确度,然后才可以得出精准的数据。
以刻度值0.02mm的精密游标卡尺为例,其中数字1到9分别表示刀口内量爪、尺框、紧固螺丝、尺身、主标尺、深度测量杆、深度测量面、游标尺以及外量爪。
主尺和副尺是组成游标卡尺的主要部分,其中主尺是固定的,而副尺可以根据测量需求自由移动。
主尺上的刻度单位为毫米,一个刻度单位表示1mm,总长度为49mm,副尺上的刻度是将主尺上主尺总长度平均分成50份,副尺与主尺之间的刻度差为0.02mm,即副尺的精准度为0.02mm。

游标卡尺的长度计量检定、调试与修理分析发布时间:2022-01-07T03:57:06.196Z 来源:《中国科技人才》2021年第23期作者:王晖[导读] 游标卡尺在机械加工等行业使用极为频繁,失准或出现故障也是常有之事,按照国家标准规定需定期检定,因此本文对游标卡尺的长度计量检定、调试与修理作了分析。
王晖广东省云浮市质量计量监督检测所广东省云浮市 527300摘要:游标卡尺在机械加工等行业使用极为频繁,失准或出现故障也是常有之事,按照国家标准规定需定期检定,因此本文对游标卡尺的长度计量检定、调试与修理作了分析。
关键词:游标卡尺;长度计量检定;调试;修理游标卡尺是用于测量长度、内外径、深度等尺寸的计量器具,在机械等行业广泛应用,频繁使用产生的示值误差影响测量结果的准确性,所以需要定期进行检定。
在游标卡尺检定前,要先修理主尺弯曲及磨损、主尺基准面平直度与平行度失准、量爪损坏、游框与主尺间隙过大等故障[1]。
因此,本文对游标卡尺的长度计量检定、调试与修理进行了分析。
1 游标卡尺长度计量的检定1.1检定依据与项目游标卡尺作为计量器具,目前适用的检定依据是《通用卡尺检定规程》(JJG 30-2012)。
该规程第6.2节规定,游标卡尺长度计量检定项目包括外观、各部分相互作用、各部分相对位置、标尺标记的宽度和宽度差、测量面的表面粗糙度、测量面的平面度、圆弧内量爪的基本尺寸和平行度、刀口内量爪的平行度、零值误差、示值变动性、飘移、示值误差和细分误差共12项。
首次检定要求12项全检,后续检定要求检定10项(可以不检查标尺标记的宽度和宽度差、测量面的表面粗糙度),使用中检查仅需6项(包括外观、各部分相互作用、零值误差、示值变动性、飘移、示值误差和细分误差)。
1.2游标卡尺长度计量误差的来源游标卡尺的计量误差包括尺寸线与尺身刻度线不平行、量爪磨损或游标松动产生的零位误差、测量方法不当产生的误差等。
长度测量时,外量爪夹持被测件,尺寸线与尺身刻度线之间夹角为,测量值与实际长度之间会产生误差,假如游标卡尺分度值为0.02mm,=300mm,=1°,则300-300cos1°=0.046mm,已超过示值最大允许误差±0.04mm的要求,可见尺寸线与尺身刻度线不平行对测量结果产生很大影响。
游标卡尺的三维设计与研究作者:xxx 指导老师:xxxxxx大学 11机制合肥230036下载须知:本文档是独立自主完成的毕业设计,只可用于学习交流,不可用于商业活动。
另外,有需要电子档的同学可以加我2353118036,我保留着毕设的全套资料,旨在互相帮助,共同进步,建设社会主义和谐社会。
摘要 : 游标卡尺,是一种测量长度、内外径、深度的量具。
游标卡尺由主尺和附在主尺上能滑动的游标两部分构成。
若从背面看,游标是一个整体。
主尺一般以毫米为单位,而游标上则有10、20或50个分格,根据分格的不同,游标卡尺可分为十分度游标卡尺、二十分度游标卡尺、五十分度格游标卡尺等。
游标卡尺的主尺和游标上有两副活动量爪,分别是内测量爪和外测量爪,内测量爪通常用来测量内径,外测量爪通常用来测量长度和外径。
深度尺与游标尺连在一起,可以测槽和筒的深度。
本论文内容包括游标卡尺的原理设计,精度设计,结构设计,误差分析和调修。
关键词游标卡尺长度精度误差目录第一章绪论1.1 纵观游标卡尺的发展历程 (3)1.2 游标卡尺的分类及用途 (4)1.3游标卡尺的种类规格 (4)第二章游标卡尺的设计与研究2.1游标卡尺的各部分与用途 (7)2.2用solidworks三维软件画出各个零部件 (7)2.3 游标卡尺的测量 (14)第三章游标卡尺的后续保养与维修3.1 保养方法 (19)3.2常规维修 (19)总结 (22)致谢 (22)参考文献 (23)第一章绪论1.1纵观游标卡尺的发展历程在形形色色的计量器具家族中,游标卡尺作为一种被广泛使用的高精度测量工具,它是刻在直尺的延伸和拓展,他最早起源于中国。
古代早期测量长度主要采用绳子,或用“迈步”的方法,待有了长度的单位制以后,就出现了刻线直尺。
这种刻线直尺在公元前3000年的古埃及,在公元前2000年的我国夏商时代都已有使用,当时主要是用象牙和玉石制成,直到青铜刻线直尺的出现这种“先进”的测量工具较多的应用于生产和天文测量中。
游标卡尺内校报告书摘要:本报告是关于游标卡尺内校研究的详细分析和实验结果总结。
通过对游标卡尺内校的研究,我们详细描述了游标卡尺的原理、使用方法及常见问题,并提供了具体的内校实验步骤和结果。
通过本次研究,我们得出结论:游标卡尺内校是确保精确定量位置的关键工具,同时也需要定期进行内校以保持准确度。
1.引言游标卡尺是一种常用的测量工具,用于测量物体的尺寸、长度和宽度等。
为确保精准测量结果,内校是必不可少的一项工作。
本章节主要介绍游标卡尺的原理和内校的目的。
2.游标卡尺的原理本章节详细介绍游标卡尺的原理,包括游标、主尺和测量精度等内容。
我们将阐述游标卡尺的工作原理及其对内校的影响。
3.游标卡尺的使用方法游标卡尺的使用方法对于获得准确的测量结果至关重要。
本章节将详细描述游标卡尺的正确使用方法,并提供实例和注意事项,以避免常见的使用错误。
4.游标卡尺内校步骤本章节将详细介绍游标卡尺内校的步骤,包括准备工作、实验器材和实验过程。
我们将提供具体的实验步骤,以确保内校的准确性。
5.游标卡尺内校实验结果本章节将总结游标卡尺内校实验的结果。
我们将介绍实验过程中的数据收集和分析,并将结果以图表的形式展示,以直观地说明游标卡尺的准确性和稳定性。
6.讨论与结论在这一章节中,我们将对游标卡尺内校的结果进行综合分析和讨论。
我们将讨论实验中可能存在的误差和限制,并提出改进游标卡尺内校的建议。
最后,我们将总结本文的主要发现和结论。
8.致谢在这一章节中,我们将感谢所有参与本次实验的人员和机构,并对他们的帮助和支持表示感激之情。
以上是对游标卡尺内校报告书的大致内容要求,其中还可根据具体实际情况进行调整和增删内容。
总之,这个报告旨在全面介绍游标卡尺内校的原理、方法和结果,并提供相关实验数据和分析,以确保测量结果的准确性与可靠性。
数显卡尺校验装置的结构设计数显卡尺常用的校验方法是量块测量法,用多个块量块作为基准长度,根据数显卡尺中内部程序设定好的检定点,分别用不同的量块依次校验,将显示器上的数据调整与量块相同并保存,直至所有检定点依次校准结束即达到校准的要求。
国内大多数厂家都是采用人工校验的方法,少数企业是通过容栅系统中的定栅校验来提高卡尺的精度和准确性,所以,研究自动化技术是十分必要的。
1、设计原理及技术要求1.1 阿贝原理只有当被测量轴线与基准轴线重合,或在其延长线时,由于导轨的直线度或间隙引起的测量误差为最小,这就是阿贝原理。
测量仪器按不按阿贝测长原则设计,所产生的测量误差差别较大,应用阿贝测长原则,可以显著减少测量头移动方向偏差对测量结果的影响,因此阿贝测长是精密测量中非常重要的原则。
1.2 技术要求根据各类数显卡尺测量范围和生产批量不同,经研究确定对校验装置提出如下技术要求:测量范围为0-500mm,分辨率为0.001mm;测量温度20℃±5℃,相对湿度≤80%;测量精度小于0.002mm;对校验件具有通用性,可以校验500mm以内各种长度的数显卡尺。
2、机械结构设计本设计的数显卡尺自动化校验装置主要由工作台、定位机构、夹紧机构、水平移动机构、光栅装置、计算机等组成。
总体结构如图1所示。
装置的工作过程为:①将待校验数显卡尺放在校验台面上,通过定位机构的三个定位面确定数显卡尺与装置的相对位置,用夹紧机构将数显卡尺夹紧,通过光栅装置采集数显卡尺起始位置的数据,通过数据处理判定数显卡尺起始位置并记录位置坐标,而后传递到计算机;②数显卡尺副尺保持静止,通过水平移动机构沿轴向移动数显卡尺主尺至下一个校验点,暂停移动并由光栅装置记录移动位移量传递到计算机;③重复步骤2直至光栅装置获取到所设定的最后一个校验点校验完成;④计算机将所获得的光栅数据与所有校验点数据进行综合处理、误差补偿,并判断出待测数显卡尺是否合格。
其工作原理如图2。
1022024年1月上 第01期 总第421期工艺设计改造及检测检修China Science & Technology Overview0 引言根据《中华人民共和国计量法》规定,企事业单位可建立内部使用的计量标准器具,经有关人民政府计量行政部门主持考核合格后开展量值传递工作,现设计一套用于0~300mm 游标卡尺检定的计量标准装置。
1卡尺量具检定装置组成结构、工作原理和配备条件[1]1.1主要组成(1)五等量块十二块组;(2)75mm 刀口尺1个;175mm 刀口尺1个;(3)(0~25)mm 外径千分尺;(4)Ra(6.30~0.012)μm 的表面粗糙度比较样块;(5)300mm×300mm 规格的平板1个。
1.2工作原理将被测游标卡尺与相应的标准量块做比较,从而推算出游标卡尺的示值误差。
1.3检定方法和检定规程检定采用直接测量法,依据JJG30-2012《通用卡尺检定规程》。
1.4人员配置配置至少两名具有该专业从业资格的计量员。
1.5实验室环境条件(1)温度:15~25℃。
(2)相对湿度:30%~70%。
2计量性能(1)主标准器技术指标:量块12块组;测量范围:10~291.8mm ;准确度等级:5等。
(2)标准装置技术指标:测量范围为0~300mm。
3主要技术特点[2]3.1测量不确定度评定[3]根据JJF1059.1-2012《测量不确定度评定与表示》,首先找到影响测量不确定度的因素,并计算各测量不确定度分量的值,再合成标准测量不确定度,最终确定扩展测收稿日期:2023-09-10作者简介:张文博(1988—),男,江西樟树人,工程师,研究方向:电学计量和专用测试设备计量。
一种卡尺量具检定装置的研究张文博 张 婷 段晓倩(航空工业计算所,陕西西安 710065)摘 要:企业研发生产活动中需要大量使用游标卡尺类量具,可以建立卡尺量具检定装置,以节省经济成本,并保证量值传递准确性。
[基金项目]黑龙江省大学生创新训练项目(202110225073)收稿日期:2022-01-13;修回日期:2022-03-07作者简介:刘珂(2001—),女,安徽六安人,在读本科,主要从事工业工程研究,E-m ai l :1520025349@ 。
刘珂姜雪松黄达林贤和邹湖映月潘荣晴文章编号:1674-9146(2022)11-094-031研究背景游标卡尺是一种比较精密的量具在测量中用得最多[1]通常用来测量精度较高的工件它可测量工件的外直线尺寸宽度和高度有的还可用来测量槽的深度[2]在工业生产领域涉及金属零部件的尺寸测量过程中工人常需要通过变换量具对零件的角度长度深度等尺寸进行测量或通过传统量具间接测量[3]过程繁琐浪费时间效率低不符合动作经济原则为解决上述问题本文设计了一种在满足传统游标卡尺的功能情况下可以实现对特定盲孔深度测量及角度测量的新型游标卡尺2盲孔深度测量及角度测量的新型游标卡尺设计2.1新型游标卡尺设计理念考虑到金属零部件的尺寸测量过程中工人常需要通过变换量具对零件的角度长度深度等尺寸进行测量的问题现设计一种可实现对直径在3~90m m 深度在0~200m m 的盲孔的深度测量以及角度在0~180的工件外角的测量的新型游标卡尺整体设计图见图1该游标卡尺主要由锁紧机构测距机构角度测量机构深度测量机构数值显示机构组成[4]2.2新型游标卡尺各结构设计2.2.1锁紧机构设计锁紧机构主要由紧固螺钉和弹簧片组成当需要固定动测量爪时只需旋转紧固螺钉使弹簧片与主尺紧贴即可见图22.2.2测距机构设计测距机构主要由主尺数显机构动测量爪组成主尺上沿其长度方向标有长度刻度单位为m m 量程为300m m 如图3所示方向自左向右第一个刻度为0共有300个分度每个分度长度为1m m 每隔10个分度依次标有102030300主尺内部中间有沿其长度测量方向开的放置副尺的矩形尺槽主尺表面贴有容栅定栅数显机构和动测量爪组成游标游标在主尺上滑动数显机构电路板内贴有动栅锁紧结构的弹簧片两端各有一个M 1.5的螺纹孔锁紧结构通过M 1.5的六角螺丝与游标固定进行测距时本文所设计的新型游标卡尺可测得工件最大长度或外径为300m m 通过在主尺上滑动游标以钳住工件工件固定后旋转紧固螺钉使其沿其螺杆长度方向压住弹簧片以使得弹图1新型游标卡尺整体结构示意图9811032411761—数显机构;2—主尺;3—显示屏;4—动测量爪;6—副尺;7—盖帽;8—卡扣;9—尺槽;10—紧固螺钉;11—卡锁图2锁紧机构10—紧固螺钉;20—弹簧片2010簧片与主尺紧贴在一起增大摩擦力固定住游标通过测量容栅的定栅与动栅之间的电容量并利用单片机将其转换成数字显示在显示屏上见图42.2.3角度测量机构设计角度测量机构主要由数显机构主尺旋转编码器副尺盖帽卡锁半圆量角器卡扣8卡扣支撑12尺槽9组成半圆量角器21沿其圆周方向标有角度刻度[5]单位为量程为180如图5所示方向逆时针第一个刻度为0共有360个分度每个分度角度为0.5每隔10个分度依次标有51015180旋转编码器与半圆量角器通过M 3内六角自锁螺丝固定固定前采用EV A 海绵胶保护电路板盖帽与主尺通过M 3内六角自锁螺丝固定盖帽上具有矩形槽如图6所示旋转编码器上具有矩形槽如图7所示副尺通过穿过留在旋转编码器和盖帽上的矩形槽与旋转编码器和盖帽连接盖帽和主尺上具有圆孔卡锁通过定点自锁与盖帽和主尺连接图8为卡锁放大示意图进行角度测量时本文所设计的新型游标卡尺可测得工件最大外角度为180将副尺沿主尺的长度方向从尺槽中抽出被副尺压住的卡扣弹起副尺与半圆量角器的上端平行面共同夹住工件外角如图9所示旋转编码器测得角位移并显示在显示屏上同时也可通过肉眼读取副尺对准的半圆量角器上的刻度2.2.4深度测量机构设计深度测量机构主要由主尺副尺盖帽卡锁卡扣卡扣支撑尺槽组成所述副尺上沿其长度方向标有长度刻度单位为m m 量程为200m m 如图3所示方向自上向下第一个刻度为0共有400个分度每个分度长度为0.5m m 每隔10个分度依次标有51015200深图3新型游标卡尺前视图图6盖帽放大示意图7—盖帽7图7旋转编码器放大示意图5—旋转编码器5图8卡锁放大示意图13—卡锁按键;14—弹簧;15—控制柱;16—卡锁偏向片;17—卡柱;18—弹簧垫;19—后盖1917181416151314图4新型游标卡尺测量工件长度的示意图22—工件122图5新型游标卡尺后视图8—卡扣12—卡扣支撑21—半圆量角器12218图9测量工件角度示意图23—工件223Copyright ©博看网. All Rights Reserved.度测量机构与角度测量机构通过M 3六角自锁螺丝与主尺固定数值显示机构主要由数显机构和显示屏组成进行深度测量时本文所设计的新型游标卡尺可用于测量直径在3~90m m 深度在0~200m m 的盲孔的深度将副尺沿主尺的长度方向从尺槽中抽出后被副尺压住的卡扣弹起当副尺旋转至与半圆量角器的上端平行面垂直时如图3所示卡锁控制柱与卡锁偏向片接触手动按压卡锁按键实现盖帽的固定此时将半圆量角器的上端平行面架于被测深度两侧上下移动副尺进行深度测量如图10所示2.3新型游标卡尺的优点本文所设计的盲孔深度测量及角度测量的新型游标卡尺不仅具备了传统游标卡尺测量工件长度半径的功能同时可对直径在3~90m m 深度在0~200m m 的盲孔的深度进行测量以及角度在0~180的工件外角进行测量使得工人只需使用一个量具就可以对一个零件的长度外角度盲孔深度半径进行测量减少了变换量具时消耗的时间提高了测量效率3结束语本文所设计的两款游标卡尺结构精巧除具备传统游标卡尺的功能外还解决了零件测量过程中对盲孔深度测量零件外角度测量的问题缩短了测量时间提高了测量效率参考文献:[1]李晓东,李晓玲,姜阿利.如何正确使用游标卡尺[J ].农业机械,2006(6):144.[2]姜洪利,李永利,王守光.常用量具及其使用(四)[J ].山东农机化,2002(3):20.[3]周志平.利用普通游标卡尺检测特殊零件尺寸的几种方法[J ].机械设计与制造,2003(1):111-112.[4]袁培耀.游标卡尺123[J ].物理教师,2011,32(8):30-31.[5]罗太景,吴杰.多功能游标卡尺的改进设计[J ].煤矿机械,2012,33(2):180-181.(责任编辑王雯)图10测量工件盲孔深度的示意图24—工件3AA 24A -AIm proved D esi gn ofV erni er C al i persL IU K e,JI A N G X ue-song,H U A N G D a,L IN X i an-he,Z O U H u-yi ng-yue,PA N R ong-qi ng(N ort heas t Fores t ry U ni vers i t y,H arbi n 150040C hi na)A bs t ract :V er ni er cal i per s ar e of t en us ed t o m eas ur e t he out er l engt h,w i dt h,hei ght ,gr oove dept h and ot her di m ens i ons of t he w or kpi ece,but m os t of t he ver ni er cal i per s cannot m eas ur e t he ext er nal angl e and bl i nd hol e dept h of t he par t .To s ol ve t hi s pr obl em ,a new t ype of ver ni er cal i per i s des i gned,w hi ch can m eas ur e l engt h,angl e and bl i nd hol e dept h of s peci al s i ze.K ey w ords :m eas ur em ent ;cal i per ;ver ni er cal i per D esi gn ofH om e M ul t i f unct i onalFi t ness C hai r w i t h A dj ust abl e FootB arM A C hao-yu,T IA N Z hen-yang,W A N G W ei(Y angzhou Pol yt echni c I ns t i t ut e,Y angzhou 225127C hi na)A bs t ract :I n or der t o s ol ve t he pr obl em s such as t he cum ber s om e and i nconveni ent oper at i on,w ast i ng t i m e and ener gy,poor adj us t m ent accur acy,and di f f i cul t y i n accur at el y cont r ol l i ng t he m ovi ng di s t ance of t he f oot bar of t he exi s t i ng f i t nes s chai r ,t hi s paper des i gns a m ul t i f unct i onal f i t nes s chai r w i t h adj us t abl e f oot bar bas ed on m echani cal pr i nci pl e and ot her pr of es s i onal know l edge,and anal yzes t he over al l s t r uct ur e,f unct i on r eal i zat i on pr oces s and advant ages of t he f i t nes s chai r .Pr act i ce has pr oved t hat t he f i t nes s chai r can m eet t he needs of peopl e t o exer ci s e at hom e and i m pr ove t he user exper i ence.K ey w ords :m ul t i f unct i onal f i t nes s chai r ;f oot bar ;r egul at i on pr eci s i on;hom e f i t nes s(上接第93页)。
游标卡尺检定装置的设计与研究
摘要:游标卡尺是一种常见的计量器具,被广泛应用于制造业、安装业和科研
院所等国民经济的各个领域,游标卡尺检定结果的准确可靠是最关心的问题,本
文研制了一款游标卡尺检定装置,它解决了传统的手工检定的方式存在的工作量大、效率低、精度低等缺点,整个检定过程可自动操作,节省人力,提高了检定
效率,本游标卡尺检定装置可在计量检定机构广泛推广使用。
关键词:游标卡尺;检定装置;设计
1 概述
游标卡尺(简称卡尺)是一种测量长度、内外径、深度的量具,它是机械工
业中使用最广泛、最重要的量具之一,被广泛应用于制造业、安装业和科研院所
等国民经济的各个领域。
游标卡尺由主尺和附在主尺上能滑动的游标两部分构成。
游标卡尺的主尺和游标上有两副活动量爪,分别是内测量爪和外测量爪,内测量
爪通常用来测量内径,外测量爪通常用来测量长度和外径;深度尺与游标尺连在
一起,可以测槽和筒的深度。
常用游标卡尺按其精度可分为 3 种:即 0.1毫米、0.05 毫米和 0.02 毫米的游标卡尺。
因此,开展对游标卡尺的检定具有重要的经济
效益和社会效益。
2 传统游标卡尺的检定问题及检定意义
游标卡尺的生产企业或计量检定部门需要对游标卡尺按照游标卡尺检定规程
进行检定或校准。
传统的游标卡尺检定方法是由检定人员手工完成的,检定人员
一般使用标准量块进行检定,这种手工检定的方式存在着工作量大、效率低、精
度低等缺点,并受人为误差影响导致其最终检定结果不够精确。
因此,有必要研
制一款游标卡尺自动检定装置,它可以提高计量检定机构的硬件水平,也可以提
升计量检定行业的自动化水平,还可以减少落后检定设备的误差和实时监测环境
的误差,最大限度地减少检定方法和检测人员造成的误差。
3 游标卡尺检定装置的设计
游标卡尺检定装置如图1-2所示,其中图1为游标卡尺检定装置的结构示意图,图2为游标卡尺检定装置的俯视图。
图中:1-基座;2-移动平台;21-托架;22-第一驱动装置;31-夹持块;32-第二驱动装置;41-侧推气缸;42-挡块;43-下
压气缸;5-光栅尺;6-图像采集装置;7-导向套;8-尺身;9-游标。
图1 游标卡尺检定装置的结构示意图
图2为本文一种文的俯视图
如图1和图2所示,本文的游标卡尺检定装置包括基座以及滑动设置在基座
上的移动平台和设置在移动平台上用于固定游标卡尺尺身的第一夹具、设置在基
座上用于固定游标卡尺游标的第二夹具、设置在基座上用于采集游标卡尺刻度图
像的图像采集装置和作为检定标准的光栅尺。
其中光栅尺包括滑动配合的指示光
栅和标尺光栅,其中指示光栅固定在基座上,标尺光栅固定在移动平台上。
基座
上开设有凹槽,凹槽两侧形成凸台,图像采集装置为CCD(电荷耦合)摄像头,
安装在凸台上的支撑柱上,处于凹槽的上方;沿凹槽的边缘设置有指示光栅。
移
动平台与基座滑动配合,安装在基座上的凹槽内,包括以下几个部分:与基座滑
动配合用于放置游标卡尺的托架、固定于基座上的第一驱动装置以及与第一驱动
装置相连以驱动托架滑动的第一传动装置,第一驱动装置驱动托架在凹槽内往复
移动。
托架上安装有第一夹具,包括:滑动安装在托架导向孔内的两个夹持块、
固定于托架上的第二驱动装置以及与第二驱动装置相连以驱动两个夹持块相对滑
动的第二传动装置,第二驱动装置驱动两个夹持块相向往复移动,两个夹持块可
分别夹持尺身的头部和尾部,使尺身固定在托架上且平行于指示光栅的布置方向。
本文中第一驱动装置和第二驱动装置为步进电机,第一传动装置和第二传动装置
为丝杆。
为了便于尺身的固定,托架上还设置有卡尺导向套,在放置卡尺时,将尺身
穿过导向套,由两个夹持块固定;托架上设置有用于检定尺身与指示光栅平行度
的定位刻度线,各个相互平行的刻度线设置成不同的颜色,便于尺身平行度的测定。
基座上还设置有第二夹具,用于固定游标卡尺的游标,使游标处于 CCD 摄像
头的下方。
第二夹具包括一个侧推气缸以及与侧推气缸相配合的挡块,侧推气缸41与挡块设置在基座的凸台上,且分别位于游标的两侧,挡块上还安装有两个下
压气缸。
启动气缸,游标被气缸和挡块夹持在基座上。
当移动平台在基座上滑动时,尺身和游标相对移动,游标指示一定的刻度,被CCD摄像头采集。
4 游标卡尺检定装置的工作原理
首先,将尺身尾部穿过导向套,放置在托架上,开启侧推气缸和下压气缸,
压紧游标,再开启第二驱动装置,驱动两个夹持块相向移动,夹持固定尺身;开
启第一驱动装置,驱动移动平台带动尺身移动,由 CCD 摄像头采集游标卡尺的图
像数据,将尺身与定位刻度线对比,对尺身相对于指示光栅的平行度分析,进行
平行度误差补偿;再往复移动移动平台,使游标处于尺身的不同刻度位,读取游
标的示数,与光栅尺的示数进行对比,检定游标卡尺是否合格,完成了游标卡尺
的检定。
5 结语
综上所述,本文采用精准度高的光栅尺代替检定用标准量块作为检定标准,
提高了游标卡尺检定装置的精准度,并且整个检定过程可自动操作,节省人力,
提高了检定效率,具有一定的推广价值和使用价值。
参考文献:
[1] 李志专.游标卡尺测量误差的解决方法[J].现代技能开发,2010.
[2] 谭可.游标卡尺的使用、检定和修理注意事项[J].工业计量,2012.
[3] 周千敏.出口英制游标卡尺示值误差检定的方法[J].工具技术,1998.
[4] 徐珊、肖志伟.分析游标卡尺检定检修的处理方法[J].工业设计,2015.
作者简介:
张素珍,1973年09月,沭阳县综合检验检测中心,申报高级工程师,研究
方向:定量包装检测,长度三大类检测。