多功能游标卡尺的设计和应用
- 格式:doc
- 大小:311.50 KB
- 文档页数:18


游标卡尺的结构及使用方法1.引言1.1 概述概述部分的内容可以简要介绍游标卡尺是一种常用的测量工具,用于精确测量物体的长度、宽度、直径等尺寸。
游标卡尺具有简单、精确和便捷等特点,被广泛应用于制造业、机械加工、汽车维修等领域。
首先,游标卡尺由主尺、固定爪和游标爪组成。
主尺是游标卡尺的主体部分,通常呈直尺形状,用于测量物体的长度。
固定爪是主尺上固定的一侧,用于固定测量物体的一端。
游标爪是可以滑动的一侧,用于测量物体的另一端。
其次,游标卡尺的使用方法相对简单。
首先,将固定爪放置在测量物体的一端,确保固定爪与物体紧密接触。
然后,将游标爪滑动到测量物体的另一端,同时注意保持游标爪与物体表面的接触。
最后,通过读取主尺和游标尺上对齐的刻度值,可以得到物体的尺寸。
总之,游标卡尺是一种常用的测量工具,具有结构简单、使用方便和测量精确等优点。
在现代制造和工程领域中,游标卡尺被广泛使用,发挥着重要的作用。
接下来的正文部分将更详细地介绍游标卡尺的结构和使用方法。
1.2 文章结构文章结构部分内容:文章采用以下结构组织,分为引言、正文和结论三个部分。
引言部分包括概述、文章结构和目的的介绍。
正文部分分为游标卡尺的结构和使用方法两个小节。
结论部分总结了文章的主要内容,并探讨了游标卡尺的应用前景。
通过以上结构的安排,本文将全面介绍游标卡尺的结构和使用方法,让读者对游标卡尺有一个清晰的认识。
首先,引言部分将对游标卡尺的概述进行阐述,引领读者进入主题。
接着,文章结构部分将详细介绍游标卡尺的结构,包括其组成部分、原理和功能等方面的内容。
此外,还将探讨游标卡尺的使用方法,为读者提供实际操作的指导。
在结论部分,将对整篇文章进行总结,并对游标卡尺的应用前景进行展望。
通过本文的阅读,读者将全面了解游标卡尺的结构和使用方法,并能够更好地应用于实际工作中。
游标卡尺作为一种精密测量工具,在工程、制造、科研等领域具有广泛的应用前景。
它的精准度和便携性使其成为许多行业专业人士必备的工具之一。

游标卡尺的介绍及使⽤⽅法游标卡尺的介绍及使⽤⽅法游标卡尺是⼯业上常⽤的测量长度的仪器,可直接⽤来测量精度较⾼的⼯件,如⼯件的长度、内径、外径以及深度等。
游标卡尺的概述游标卡尺作为⼀种被⼴泛使⽤的⾼精度测量⼯具,它是由主尺和附在主尺上能滑动的游标两部分构成。
如果按游标的刻度值来分,游标卡尺⼜分0.1、0.05、0.02mm三种。
游标卡尺的读数⽅法游标卡尺是⼀种常⽤的量具,具有结构简单、使⽤⽅便、精度中等和测量的尺⼨范围⼤等特点,可以⽤它来测量零件的外径、内径、长度、宽度、厚度、深度和孔距等,应⽤范围很⼴。
结构组成游标卡尺由主尺和副尺(⼜称游标)组成。
主尺与固定卡脚制成⼀体;副尺与活动卡脚制成⼀体,并能在主尺上滑动。
根据游标上的分度格数,常把游标卡尺分为10分度、20分度、50分度三种.它们的精度(游标上的最⼩分度值——分别为0.1 mm、0.05mm、0.02mm),课本上只介绍了10分度游标卡尺的读数原理,实际上20分度,50分度的卡尺与它的读数原理是相同的.譬如,50分度游标尺上50个分度只有49mm长,⽐主尺上的50个分度短1mm,则游标上的每个分度⽐主尺上的每个分度短1/50mm=0.02mn,即它的测量精度为0.02 mm.游标卡尺是利⽤主尺刻度间距与副尺刻度间距读数的。
以13-2图0.02mm游标卡尺为例,主尺的刻度间距为1mm,当两卡脚合并时,主尺上49mm刚好等于副尺上50格,副尺每格长为=0.98mm。
主尺与副尺的刻度间相关为1-0.98=0.02mm,因此它的测量精度为0.02mm(副尺上直接⽤数字刻出)游标卡尺按下列规则读数:(1)以游标零刻线位置为准,在主尺上读取整毫⽶数.(2)看游标上哪条刻线与主尺上的某⼀刻线(不⽤管是第⼏条刻线)对齐,由游标上读出毫⽶以下的⼩数.(3)总的读数为毫⽶整数加上毫⽶⼩数读数⽅法读数时⾸先以游标零刻度线为准在尺⾝上读取毫⽶整数,即以毫⽶为单位的整数部分。
多功能游标卡尺的设计作者:武向鹏张玉尹鹏来源:《科学与财富》2020年第18期摘要:在形形色色的计量器具家族中工具较多的,游标卡尺作为一种被广泛使用的高精度测量工具,它是刻线直尺的延伸和拓展。
针对目前加工与装配中问题,本文提出了一种多功能游标卡尺的设计,其主要功能是将塞尺盒集成到游标头和增加折叠尺增加测量长度其量程为0到900mm,解决了游标卡尺测量尺寸固定且功能单一的问题。
关键词:游标卡尺;测量;塞尺;设计一、传统游标卡尺游标卡尺,是一种测量长度、内外径、深度的量具。
传统游标卡尺是由主尺和依附在主尺上的游标两部分组成。
主尺一般以毫米为单位,而游标尺会进行分格。
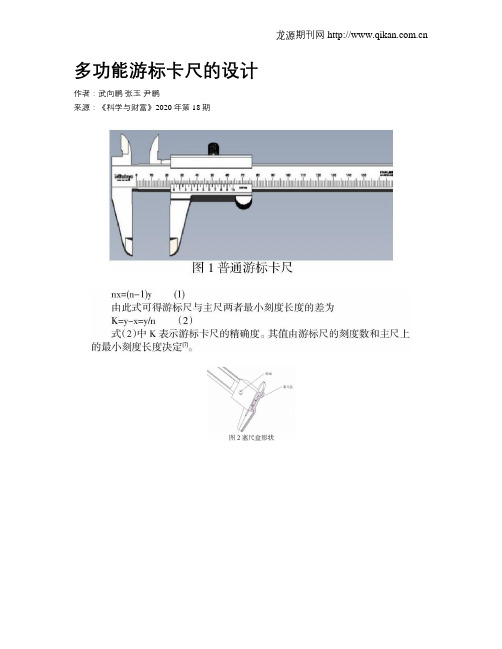
图1为普通游标卡尺[6]。
游标卡尺上n个刻度的总长度与主尺(n-1)个刻度的总长度相等,如果游标尺的最小刻度的长为x,相应主尺上的每个最小刻度的长度为y,则有由此式可得游标尺与主尺两者最小刻度长度的差为式(2)中K表示游标卡尺的精确度。
其值由游标尺的刻度数和主尺上的最小刻度长度决定[7]。
通过分析普通游标卡尺,可以发现普通游标卡尺最大量程是固定的,游标尺为固定长度,而且功能单一。
针对上面问题本文通过对现有游标卡尺进行改进设计了一种新型游标卡尺[8]。
二、多功能游标卡尺设计在外观上面,多功能游标卡尺尺寸与量程为480mm的普通游标卡尺外观类似,只是在部分结构上面有所改变[9]。
通过对普通游标卡尺观察与分析发现,整个卡尺能够开发的空间还有很多,为了不影响游标卡尺的测量功能,对于游标卡尺卡爪测量部分结构没有进行改变,从而保证了其测量的准确度与精准性,经过仔细观察发现普通的游标卡尺在量爪上方为实心结构,而且此处体积较大,通过Creo三维建模对方案经行分析确定[10]。
游标尺背部的空间开发将不会影响到游标卡尺的功能,同时考虑到为了集成更多的功能,将游标尺背部经行掏空,设计了一个空腔结构,在空腔结构中将塞尺盒嵌入其中[11]。
如图2塞尺盒安装在卡尺内部,设置释放用力按下按钮后可以弹出,塞尺盒弹出以后可将塞尺拿出进行测量使用弹出的塞尺测量,使用完成以后将塞尺盒塞入,以便下次使用[12]。


如何使用游标卡尺-游标卡尺的使用方法及应用范围如何使用游标卡尺-游标卡尺的使用方法及应用范围游标卡尺(VERNIER CALLIPER),是一种测量长度、内外径、深度的量具。
下面,店铺为大家讲讲游标卡尺的使用方法及应用范围,希望对大家有所帮助!游标卡尺的使用方法用软布将量爪擦干净,使其并拢,查看游标和主尺身的零刻度线是否对齐。
如果对齐就可以进行测量:如没有对齐则要记取零误差:游标的零刻度线在尺身零刻度线右侧的叫正零误差,在尺身零刻度线左侧的叫负零误差(这件规定方法与数轴的.规定一致,原点以右为正,原点以左为负)。
测量时,右手拿住尺身,大拇指移动游标,左手拿待测外径(或内径)的物体,使待测物位于外测量爪之间,当与量爪紧紧相贴时,即可读数,如下图所示:当测量零件的外尺寸时:卡尺两测量面的联线应垂直于被测量表面,不能歪斜。
测量时,可以轻轻摇动卡尺,放正垂直位置,图2-6所示。
否则,量爪若在如图2-6所示的错误位置上,将使测量结果a 比实际尺寸b要大;先把卡尺的活动量爪张开,使量爪能自由地卡进工件,把零件贴靠在固定量爪上,然后移动尺框,用轻微的压力使活动量爪接触零件。
如卡尺带有微动装置,此时可拧紧微动装置上的固定螺钉,再转动调节螺母,使量爪接触零件并读取尺寸。
决不可把卡尺的两个量爪调节到接近甚至小于所测尺寸,把卡尺强制的卡到零件上去。
这样做会使量爪变形,或使测量面过早磨损,使卡尺失去应有的精度。
以上是对游标卡尺的介绍,包括其读数、使用方法以及其应用等内容,由于游标卡尺是种比较精密的量具,现已经被广泛应用于工业测量长度上,随着科学技术的发展以及行业的不断壮大,检测仪器数字化是当前及未来仪器的普遍趋势,而且对工件的测量效率也会要求越来越高。
而当前工厂内部品质检查的方法是测量一个数据后,由测量人员人工记录在纸张中,或者由一个人测量,另一个人进行记录的操作方式,当需要进行分析时,由操作人员录入到电脑的EXCEL表格中;这种传统的测量方式导致的问题是效率低,数据容易记错。
一、游标卡尺的构造游标卡尺是一种精密测量工具,主要由主尺、游标和刀片组成。
主尺分为上下两部分,上部为尺身,下部为测量刻度,游标是可以在主尺上滑动的刻度,用于精确测量物体长度,刀片则用于测量内径和凹槽等特殊形状的物体。
二、游标卡尺的原理游标卡尺的测量原理是利用主尺和游标上的刻度线相互对应,通过读数得到测量值。
在使用过程中,游标卡尺可以实现毫米和英寸的双重测量,具有高精度和灵活性的特点。
游标卡尺的精度一般可达到0.02毫米,满足工程测量的要求。
三、游标卡尺的使用方法1. 校准游标卡尺在使用游标卡尺之前,需要先进行校准。
打开游标卡尺,将游标和主尺调零,确保游标处于零刻度位置。
如果发现游标卡尺的刻度不准确,可以通过调整游标的零点位置来进行校准。
2. 测量外径将游标卡尺的测量刀片打开,将要测量的物体置于游标卡尺的两个刀片之间,轻轻旋转游标卡尺直到刀片与物体接触,记录游标和主尺上的刻度数值,即可得到物体的外径尺寸。
3. 测量内径如果需要测量物体的内径,可以将游标卡尺的刀片置于物体内部,用同样的方法来进行测量。
注意在测量内径时,需要考虑刀片的宽度对测量结果的影响,通常需要在测量结果上减去刀片的宽度。
4. 测量深度游标卡尺还可以用来测量物体的深度。
可以使用游标卡尺的刀片延伸到物体内部,再记录游标和主尺上的刻度数值,即可得到物体的深度尺寸。
5. 注意事项在使用游标卡尺时,需要注意保持测量物体与游标卡尺平行,并避免斜置或旋转,以确保测量结果的准确性。
还需要注意保护游标卡尺的刀片和刻度,避免受到损坏影响测量准确性。
四、结语游标卡尺作为一种精密测量工具,广泛应用于机械制造、汽车制造、航空航天等领域,对于精确测量物体尺寸起到了关键作用。
通过了解游标卡尺的构造、原理和使用方法,可以更好地掌握这一工具,提高测量的准确性和效率。
游标卡尺是一种精密测量工具,广泛应用于机械制造、汽车制造、航空航天等领域,对于精确测量物体尺寸起到了关键作用。
多功能游标卡尺的设计与使用
周志平
【期刊名称】《工具技术》
【年(卷),期】2009(43)2
【总页数】4页(P103-106)
【关键词】多功能游标卡尺;设计;工艺结构;交点位置;相交直线;机械零件;形位误差;工作经验
【作者】周志平
【作者单位】空军航空维修技术学院机械制造工程系
【正文语种】中文
【中图分类】TH821;TN722.75
【相关文献】
1.《游标卡尺的使用》教学设计 [J], 黄岩
2.多功能家具的使用现状与设计 [J], 黄婷;周珊;刘洪海
3.多功能组合木偶表演舞台的设计使用 [J], 林友忠;黄文生
4.一种配合交通乘运设备使用的多功能手环方案设计 [J], 张晴;邓军;张娟;张妤婕;杨丹妮;闫梦真
5.电子手环配套使用的多功能书包设计构思 [J], 曹星月;刘欢欢;蓝晓玉;刘颖;田旭龙;田印红
因版权原因,仅展示原文概要,查看原文内容请购买。
生活中的万花尺原理及应用1. 什么是万花尺万花尺是一种用于测量物体长度和角度的工具,也被称为万向尺或游标卡尺。
它的设计灵感来自于绘画中的万花尺,因此得名。
万花尺通常由一个主尺和一个会动的指针组成,用于测量直线、曲线和角度。
2. 万花尺的原理万花尺的原理基于几何学和力学原理。
它利用两个可移动的腿和一个固定的中央点来测量物体的长度和角度。
通过调整两个腿之间的距离,可以测量直线的长度。
通过调整腿之间的角度,可以测量角度。
3. 万花尺的应用3.1 测量直线长度万花尺最常见的应用是测量直线的长度。
通过将两个腿放在直线两端,然后调整腿之间的距离,就可以准确地测量出直线的长度。
这在家庭装修、制作家具等需要准确测量长度的场景中非常有用。
3.2 测量曲线长度除了测量直线长度,万花尺还可以用于测量曲线的长度。
当需要测量曲线形状的长度时,可以将万花尺的腿沿着曲线形状移动,并调整腿之间的距离,以便跟随曲线形状。
通过标记移动腿的位置,并测量两个标记点之间的距离,就可以得到曲线的长度。
3.3 测量角度万花尺还可以用于测量角度。
通过调整腿之间的角度,使其与待测角度相同,就可以测量角度。
这在木工、建筑等需要准确测量角度的领域中常常被使用。
例如,制作倾斜的支架或切割角度精确的木料等。
3.4 绘图辅助工具除了测量,万花尺还可以作为绘图的辅助工具。
它可以用来绘制直线、曲线和角度。
通过固定一个腿,并通过另一个腿来画出直线或曲线,可以帮助艺术家和设计师绘制精确的图形。
4. 如何使用万花尺使用万花尺需要一定的技巧和注意事项。
以下是一些使用万花尺的基本步骤:1.打开万花尺,使两个腿保持在同一平面上。
2.将万花尺的腿放在待测的物体上,并通过调整腿之间的距离来测量长度。
3.若要测量角度,可以将一个腿放在其中一条线上,然后转动另一个腿,使其与待测角度相同。
4.当测量完成时,记得将万花尺放在正确的存放位置上,以防止损坏。
5. 万花尺的优缺点万花尺作为一种测量工具,有其优点和缺点:5.1 优点•万花尺具有较高的测量准确性,可以提供精确的测量结果。
河南科技大学毕业设计(论文)说明书题目:多功能游标卡尺的设计和应用类别:专科年级专业:10级机电一体化函授教学站点:平高函授教学站姓名:牛晓勇河南科技大学毕业设计(论文)任务书一、题目:多功能游标卡尺的设计和应用二、时间:自2012年3月3日至2012 年5月20日止三、要求:1、3月3日—3月5日:确定论文题目2、3月6日—5月6日:阅读文献、收集相关资料,撰写论文完成第一稿3、5月5日—5月15日:论文初审、修改4、5月16日—5月20日:定稿、提交论文指导教师:孙慧峰下达时间:2012年3月3日多功能游标卡尺的设计和应用【摘要】针对用普通游标卡尺检测特殊尺寸非常困难这一棘手问题,对普通游标卡尺的结构进行了必要的改进,使之能准确、方便、快速地对特殊尺寸进行测量,并在理论上进行了论证,同时提出了方便的检测方法。
改进后的游标卡尺具有多功能的特点,非常实用。
关键词:多功能游标卡尺;结构;改进;检测;特殊尺寸【Abstract】It is a vary difficult problem that using common multifunction callioer to measure some especial demensions. So common multifunction calliper must be improved. Marking it possible for more accurater, more covenienter and more rapider for measuring some rspecied demensions. It’s principle can be testified. At the same time tit has convenient method of measuring.Keywrods:Multifuction-calliper;Construction;Improvement;Measuri ng;Especial demensions目录前言 ............................................................................................................................. - 1 - 第一章多功能游标卡尺的结构特点....................................................................... - 1 - 第二章游标卡尺的校验.......................................................................................... - 3 - 第三章使用方法及计算.......................................................................................... - 6 - 结束语....................................................................................................................... - 10 - 参考文献................................................................................................................... - 11 - 鸣谢 ........................................................................................................................... - 12 -前言机械零件型面两相交直线交点处在通常情况下根据工艺结构性要求往往制成圆弧形或内球状,因此在检测其交点位置尺寸时比较困难,根据多年的生产一线的工作经验,我设计了一种测量较为准确、结构简单、使用方便,且一尺多功能卡尺。
较好地解决了以上问题。
针对用普通游标卡尺检测特殊尺寸非常困难这一棘手问题,对普通游标卡尺的结构进行了必要的改进,使之能准确、方便、快速地对特殊尺寸进行测量,并在理论上进行了论证,同时提出了方便的检测方法。
改进后的游标卡尺具有多功能的特点,非常实用。
第一章多功能游标卡尺的结构特点基本外形与普通300mm长的测量卡尺相同,只是在部分构件结构上进行了适当改进,如图1-1主尺5端头由夹框3取代原先主尺量爪,夹框用两个夹框螺钉4紧固,夹框内部加工成截面为长方形通槽,可安装各种Ⅰ型量杆13~16。
其伸长量可自由调节,调节好后,用止动螺钉2固紧。
在游标尺框7下部卡脚端面加工一通孔,以便安装各种Ⅱ型量杆17~20,测量杆可上下移动调节长度,调节好后,然后用游标量杆止动螺钉10通过其内部楔块锁紧机构锁紧。
图1-1 结构原理图1 Ⅰ型测量杆2 止动螺钉3 夹框4 夹框螺钉5 主尺6 螺钉7 游标尺框8 游标9 游标止动螺钉10 游标量杆止动螺钉11 游标卡脚12 Ⅱ型游标测量杆13 I型钩式顶尖测量杆14 球头测量杆15 刃口测量杆16 Ⅰ型外向钩式球头测量杆17 Ⅱ型钩式顶尖测量杆18 锥头定心测量杆19 Ⅱ型外向钩式球头测量杆20 Ⅱ型刃口测量杆对于普通游标卡尺,其游标、游杆框、卡脚之间由螺钉固定连接形成一个整体。
由于本卡尺的测量功能较多,为便于卡尺校验、读数、测量、尺寸计算,游标与卡脚之间须能进行适当的相对移动,为保证其移动的准确性,在卡脚11、游标8配合面处设计出一与键槽相类似的结构,卡脚上加工一通槽,游标底面加工一凸台,二者通过侧面相配合。
另外在游标8上加工出两腰形槽,便于安装游标止动螺钉9。
当需要游标0刻线与主尺某一整数刻线对齐时,先将两个止动螺钉9松开,轻推游标调节,然后拧紧两个螺钉就可定位。
结构见图1-2。
图1-2 游标卡脚结构图以上各种量杆及量头的大小、形式,应根据工件结构特点配备。
当测量凹进部分厚度尺寸时,采用钩式顶尖测量杆如图1中的13和17,当测量凹槽多台阶内不同圆弧、不同深度与中心孔的同轴尺寸时,或者测量不等高零件两孔中心距尺寸时,夹框内可安装测量杆14或刃口测量杆15,卡脚孔内安装锥头定心测量杆18.当测量工件内圆弧直径时采用两个外向钩式球头测量杆,如图1中16和19,当测量燕尾槽底面两相交直线交点间距离尺寸时,也可用两个外向钩式球头测量杆16和19测量。
第二章游标卡尺的校验一、使用两个外向钩式球头测量杆测量工件尺寸前,其卡尺的校验如图2-1。
图2-1 外向钩式球头测量尺校验首先,用平行垫铁校验两测量头平行度;用V型槽检验双量头同轴度,调整好后将两测量杆坚固。
然后,校验量具千分尺固定某一整数刻度,记下该数值H1,将卡尺两量头置入千分尺两侧头之间,保持平行贴合。
再将游标0刻线调至与主尺某一整数刻度值相对齐,记下游标卡尺数值H2。
从而完成卡尺校验工作。
测量工件后,将测得值H加上原千分尺读数H1减去施标调数H2便得工件尺寸。
即:工件尺寸= H + H1 + H2例如:千分尺固定某一整数值为50mm。
双球贴合千分尺侧头后,游标0刻线调至主尺10mm刻线,测得工件数值为60mm。
则实际尺寸为:60+50-10=100mm二、使用两个内向钩式球头测量杆测量工件尺寸时,检验二量头平行、用平行垫铁校验。
双量头同轴度用V型槽检验。
然后两量头贴合,如图2-2。
将游标0线调至与主尺某一整数刻度对齐,记下数值,再将实测数值减去上述数值,即为实际尺寸。
图2-2 内向钩式球头测量尺图2-3 凸台法兰三、当采用一球头测量杆或一刃口测量杆与一锥头定心测量杆测量如图2-3中R1、R2与中心孔的同轴尺寸时,卡尺校验方法如图2-4、如图2-5。
将量头或刃口外背面贴合卡脚,同时调整好两测量杆长度,将游标0刻线调至主尺某一整数刻线,记下读书。
测量工件,将测得值减去或加上原记下读数便是工件实际尺寸。
图2-4 球头、刃口测量尺图2-5 卡脚测量尺四、使用钩式顶尖测量杆测量凹进部分尺寸(如测量截面呈工字形的尺寸厚度),其卡尺校验如图2-6。
将两顶尖对齐、靠紧放置V型槽中进行校验其平行度、同轴度,然后坚固。
将游标0刻线调至主尺某一整数刻线,固紧,记下读数。
然后将实测数值减去原记下读数便为工件实际厚度尺寸。
图2-6 钩式顶尖测量尺第三章使用方法及计算一、使用两个外向钩式球头测量杆测量工件内圆弧直径D的使用方法如图3-1。
检测前,现校验卡尺,校验方法及计算方法见2(1)说明。
图3-1 测量内圆弧直径D二、使用两个内向钩式球头测量杆测量燕尾槽底面两直线交点之间尺寸L时,见图3-2。
图3-2 测量燕尾槽底面两直线交点间尺寸卡尺校验见2(2)说明。
连接OE,过O点作OA⊥AE OB⊥BE∴OA=OB=R OE=OE∠OAE =∠OBE = 90°∴△OAE ≌△OBE∴∠AEO =∠BEO = α2ctg α2 = EB OB EB = OB ·ctg α2 =R ·ctg α2∴C = L + 2R ·α2∴C ′= C - 2R + M C = C ′+ 2R - ML + 2R ·ctg α2= C ′+ 2R - M L = C ′+2R –M - 2R ·ctg α2式中:L —两交点实际尺寸;C ′—测量工件尺寸所读数值;R —量头半径;M —卡尺校验所记原数值;α—燕尾槽底面夹角。
三、采用一刃口测量杆和一锥头定心测量杆测量曲柄中心距尺寸,如图3-3。
卡尺校验见2.2说明,但需要说明的是,校验时刃口面要贴合卡脚面,再来调整测量杆伸长量。
图3-3 测量台阶孔中心距L = C′- M + N + α2式中:C′—测量工件尺寸所读数值;M—卡尺校验所记原数值;N—锥头中心至卡脚面距离。
四、采用一球头测量杆和一锥头定心测量杆测量台阶圆弧面到中心孔尺寸R,如图3-4,校验方法见2(3)说明,调整好测量杆长度即可进行测量。
图3-4 测量具有同轴度要求的两中心距RR= C′- M + N + 2r式中:r—量头半径;R—圆弧面到中心孔尺寸;C′—测量工件尺寸所读数值。
五、使用钩式顶尖测量杆测量凹进尺寸L时见图3-5。
卡尺校验见2(4)说明。
C′= L + M ;L= C′- M图3-5测量内凹厚度尺寸结束语本卡尺结构合理,便于操作,可较为简单地解决比较复杂尺寸的测量问题,在保证卡尺精度和操作正确的前提下,具有快速准确的特点,在生产中有很大实用意义。