备注:
JBJH-MA—O-F0013-1.1
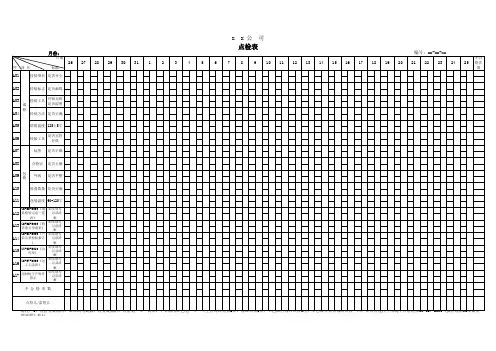
点
生产线名称 缝纫线B008
日期: 产品:
检
表
——————————
时
间
2012年 2月
D
设备名称 / 编号
工序描述
组装螺栓组件,包装
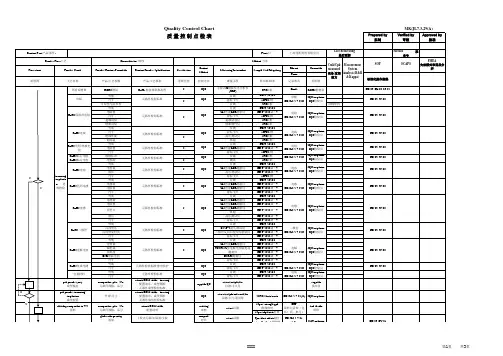
1.操作者经考核合格;已熟练掌握操作技能 2.以前生产的合格与不合格零组件已清理 3.操作指导书,检验指导书齐全有效 4.工人自检-互检表齐全 5.待装零件已备齐、且与待生产产品及工艺相适应 6. 工作场地整洁,设备/工装/工位器具准确且无灰尘/异物 7.首件检验合格: 外观或各单项数值依据相对应产品的《检验 指导书》
备注:
JBJH-MA—O-F0013-1.1
点
生产线名称 缝纫线B008
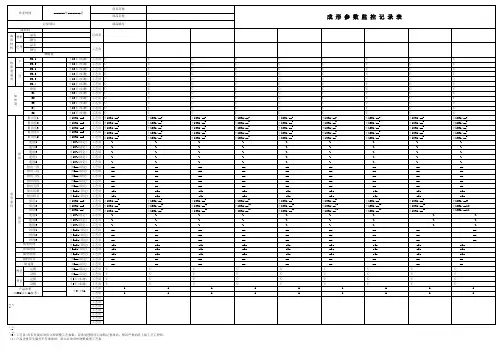
日期: 产品: 1.操作者经考核合格;已熟练掌握操作技能 2.设备工作参数:气压0.50±0.10MPa 3.设备无漏气/电现象,运转正常,添加机油 4.用废织带试机,图案符合工艺要求 5.以前生产的合格与不合格零组件已清理 6.操作指导书,检验指导书齐全有效 7.工人自检-互检表齐全 8.待装零件已备齐、且与待生产产品及工艺相适应 9. 工作场地整洁,设备/工装/工位器具准确且无灰尘/异物 10.首件检验合格: 外观或各单项数值依据相对应产品的《检验 指导书》 11.末件检验合格:外观或各单项数值依据相对应产品的《检验 指导书》 点检状态 操作者签名 现场工程师签字 班长签名 质检员抽检结果 质检员签名
备注:
填 表 说 明
JBJH-MA—O-F0013-1.1
点
生产线名称 缝纫线B008
日期: 产品:
检
表
——————————
时
间