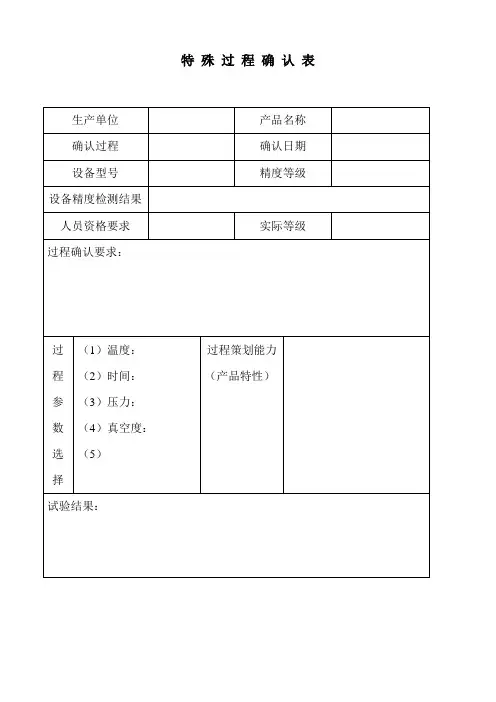
特殊过程工艺参数监控记录表
- 格式:doc
- 大小:60.50 KB
- 文档页数:2
特殊过程确认表审核经验介绍:对工业企业特殊过程确认CQC四川评审中心杨红斌---------------------------------------------------------在审核中,审核员往往遇到审核特殊过程,要求获得特殊过程确认有关证据,企业往往填写一张“特殊过程确认表”,认为就是进行了确认,不填写表,就是没有确认,一张表中,泛泛写了“人员确认满足,设备确认满足,工艺确认满足”就认可,如果企业没有填写确认记录表,就认为没有确认。
把确认仅仅限于记录,不追求实质,实际上是对标准理解出现偏差,如果企业也这样流于形式,就没有起到实际控制效果。
因此,本人对工业企业特殊过程的确认控制谈谈个人意见,供大家参考,希望起到抛砖引玉的作用。
1对特殊过程的识别对识别很重要,如果特殊过程识别不清,就无法谈到确认。
标准中规定:生产和服务提供过程的输出不能由后续的监视或测量加以验证时为特殊过程,即工序后不能进行检验、或不能经济检验、或问题要在产品使用中才会反映出的作为特殊过程。
应该说这个定义很清楚,往往企业确定特殊过程时会存在问题,他们按照工艺种类分类,如焊接、热处理、表面处理等,这些都是特殊过程,但进行确认问题就来了,就焊接、热处理、表面处理,每类中有许多种情况,如焊接有钨极氩弧焊、埋弧焊、气体保护焊、电阻焊、手工电弧焊机等,热处理有淬火、正火、调质、回火、退回、表面热处理等,表面处理有电镀、发黑、磷化、油漆、喷塑等,如果单讲对焊接、热处理、表面处理进行确认,肯定不知道从何做起。
本人认为,对特殊识别要注意两点,一是要按照工序识别而不要按照种类识别,不要一概讲焊接、热处理是特殊过程,比如在有些工序中,如有的焊接起搭接作用、完全不承受力,就不是特殊过程;也有的热处理,在工序中仅作为中间过程,主要为了保证好加工,要求表面硬度值,表面硬度是可以检验的,也就不是特殊过程了,因此在特殊过程识别,应落实到具体的工序中,根据工序的具体情况而定,这样对过程确认起来也具体了。
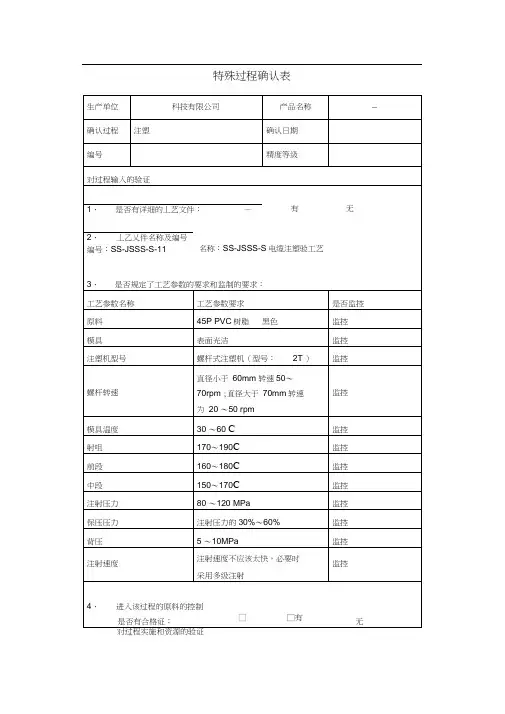
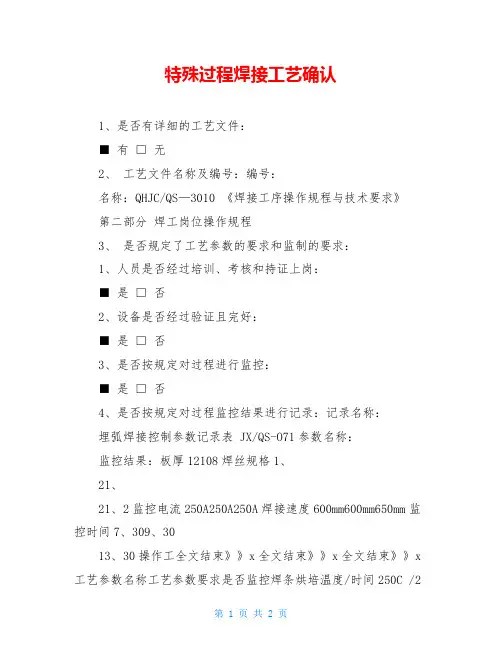
特殊过程焊接工艺确认
1、是否有详细的工艺文件:
■ 有□ 无
2、工艺文件名称及编号:编号:
名称:QHJC/QS—3010 《焊接工序操作规程与技术要求》
第二部分焊工岗位操作规程
3、是否规定了工艺参数的要求和监制的要求:
1、人员是否经过培训、考核和持证上岗:
■ 是□ 否
2、设备是否经过验证且完好:
■ 是□ 否
3、是否按规定对过程进行监控:
■ 是□ 否
4、是否按规定对过程监控结果进行记录:记录名称:
埋弧焊接控制参数记录表 JX/QS-O71参数名称:
监控结果:板厚12108焊丝规格1、
21、
21、2监控电流250A250A250A焊接速度600mm600mm650mm监控时间7、309、30
13、30操作工全文结束》》x全文结束》》x全文结束》》x 工艺参数名称工艺参数要求是否监控焊条烘培温度/时间250C /2
小时监控焊接参数1、板厚:8-14监控2、焊接电流:250A监控3、焊接电压:32-34V4、焊速150-800mm/min5、焊丝:1、2mm监控
4、进入该过程的原料的控制如何是否有合格证明:
■ 有□ 无对过程输出的验证名称质量要求实际结果样品数焊缝外观不允许有裂纹、焊瘤、夹清、气孔、咬边等无2基焊缝等高07U关键部件的装配环境进行必要的控制,以确保过程质量。
2、4、3特殊过程的控制,应注意以下几点:焊接工序焊工序等A 所用材料及与之相对应的工艺规程是否符合产品要求,必须确认它们的符合性,适应性,必要时加以验证。
B 对影响焊接质量的过程参数,按工艺规程要求进行控制和检测,并加以检查和记录,以保证过程质量。
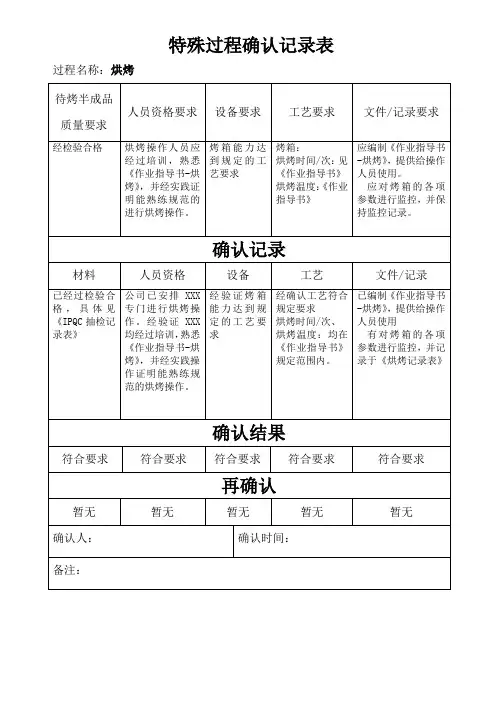
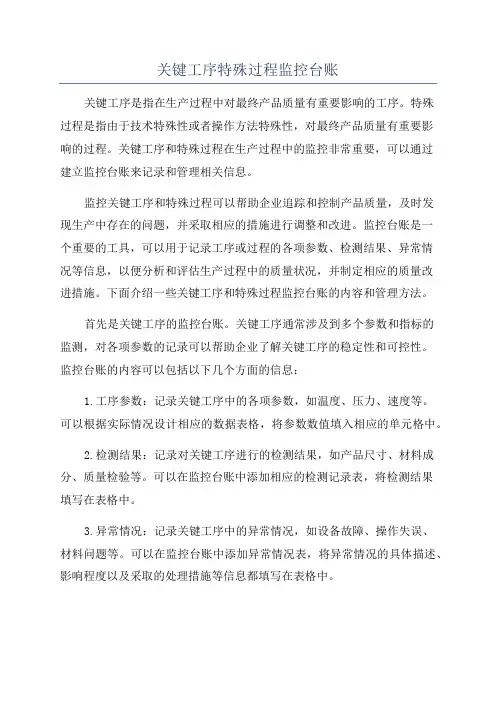
关键工序特殊过程监控台账关键工序是指在生产过程中对最终产品质量有重要影响的工序。
特殊过程是指由于技术特殊性或者操作方法特殊性,对最终产品质量有重要影响的过程。
关键工序和特殊过程在生产过程中的监控非常重要,可以通过建立监控台账来记录和管理相关信息。
监控关键工序和特殊过程可以帮助企业追踪和控制产品质量,及时发现生产中存在的问题,并采取相应的措施进行调整和改进。
监控台账是一个重要的工具,可以用于记录工序或过程的各项参数、检测结果、异常情况等信息,以便分析和评估生产过程中的质量状况,并制定相应的质量改进措施。
下面介绍一些关键工序和特殊过程监控台账的内容和管理方法。
首先是关键工序的监控台账。
关键工序通常涉及到多个参数和指标的监测,对各项参数的记录可以帮助企业了解关键工序的稳定性和可控性。
监控台账的内容可以包括以下几个方面的信息:1.工序参数:记录关键工序中的各项参数,如温度、压力、速度等。
可以根据实际情况设计相应的数据表格,将参数数值填入相应的单元格中。
2.检测结果:记录对关键工序进行的检测结果,如产品尺寸、材料成分、质量检验等。
可以在监控台账中添加相应的检测记录表,将检测结果填写在表格中。
3.异常情况:记录关键工序中的异常情况,如设备故障、操作失误、材料问题等。
可以在监控台账中添加异常情况表,将异常情况的具体描述、影响程度以及采取的处理措施等信息都填写在表格中。
4.控制措施:记录采取的控制措施和改进措施,以保证关键工序的稳定性和可控性。
可以在监控台账中添加控制措施表,将控制措施的内容、责任人以及实施时间等信息都填写在表格中。
以上是关键工序监控台账的主要内容,可以根据实际情况进行调整和补充。
在管理关键工序监控台账时,应采取以下几点措施:1.定期更新:监控台账应定期进行更新,将最新的信息记录在其中。
可以根据实际需要,将更新频率设定为每天、每周、每月等不同的时间段。
2.数据分析:定期对监控台账中的数据进行分析,并根据分析结果制定相应的质量改进措施。
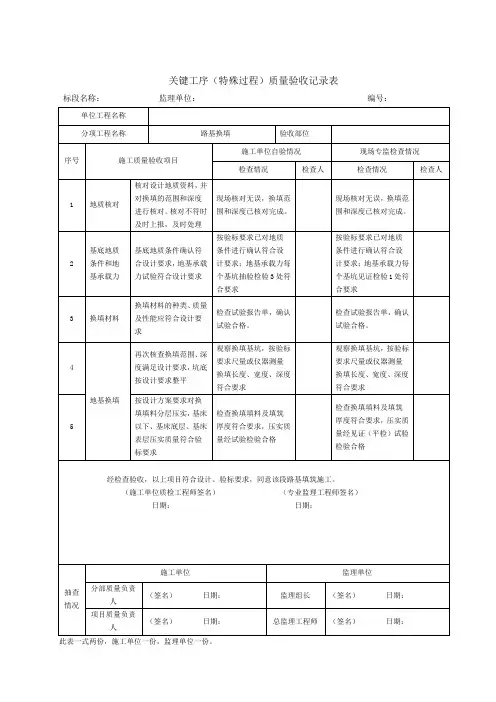
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
页次第1页共7页1 目的对生产过程进行有效控制,使其处于稳定的受控状态,确保产品质量达到规定的要求。
2 范围本程序适用于公司产品生产过程的控制和管理。
3 职责3.1 综合管理部:负责过程控制当中相关人员的组织培训;3.2 技质部:负责过程/产品的监测和测量;负责试生产的控制;3.3 生产部:负责过程中设备、工装的使用、维修和保养,制定生产计划和依照相关文件规定实施过程控制。
4 定义4.1特殊过程:对形成产品是否合格不易或不能经济地进行验证的过程;4.2过程能力:如果对额定的离散和检查统计特征参数,根据公差符合要求,则过程具有能力;4.3特殊特性:产品特性或制造过程参数,可能影响到安全性或法规的符合性、配合、功能、性能或后续产品的加工。
5 作业流程图(见附件)6 作业程序6.1 生产计划6.1.1生产部制定生产计划并分发相关部门和车间进行生产作业,具体按《生产计划控制程序》执行;页次第2页共7页6.1.2 生产部负责制定《生产应急计划》,以备出现偶发事故(如供应中断、劳动力短缺、设备故障等)时确保生产计划按时完成。
6.2 人员控制检验员、操作人员等由各部门主管按《培训控制程序》的有关规定进行组织培训,确认合格后方可上岗。
6.3 物料的控制6.3.1 技质部检验员按《过程/产品监测和测量控制程序》的有关规定对进货物料的质量进行控制,杜绝不合格物料投入生产;6.3.2仓库保管员严格按《产品防护控制程序》的有关规定对物料进行管理,并根据生产计划提前准备生产所需的原、辅材料。
6.4 生产环境和安全控制6.4.1 生产现场消防设施齐全,各类出入物流规划有序,并做到定置管理,具体按《现场5S管理规范》执行;6.4.2 操作人员在生产过程中必须按《作业指导书》进行以确保操作安全;6.4.3 对生产过程中出现的废品,仓库进行收集,不定期选出或通知经营部取走,以确保符合环保法规。
6.5 过程制造和检验控制6.5.1 操作人员必须依相关的指导书、控制计划等文件规定进行操作和自检;6.5.2 检验人员必须依控制计划、检验标准、检验和试验相关程序规定执行生产过程的检验和试验;页次第3页共7页6.5.3 所有的检验标准均须以最清楚实用的方式规定(例如:图示或极限样品);6.5.4 对适宜的过程参数进行监视和控制,具体依据相关作业指导书执行;6.5.5 设备、工装的使用、维修和保养,按《设施、设备控制程序》和《工装管理程序》执行;6.5.6 若顾客要求较高或较低的过程能力或性能,控制计划必须作相应注释;6.5.7当产品或过程发生更改时,由技质部负责对批量生产前进行认可合格,并提交顾客批准后,方可批量生产,更改的相关文件依《技术文件管理规范》执行,当涉及PPAP文件时,对PPAP文件进行更改;6.5.8所有相关作业操作指导书和工艺文件均须置于工作现场,操作者须在不中断操作时易于得到。
关键过程、特殊过程质量控制范本A:1. 关键过程质量控制1.1 过程描述1.2 输入物料要求1.3 工艺参数控制1.4 检测方法和要求1.5 过程控制记录1.6 异常处理和纠正措施1.7 质量控制结果分析2. 特殊过程质量控制2.1 过程描述2.2 输入物料要求2.3 工艺参数控制2.4 检测方法和要求2.5 过程控制记录2.6 异常处理和纠正措施2.7 质量控制结果分析附件:相关工艺参数表、检测方法标准、质量控制记录表法律名词及注释:1. 质量控制:根据相关法律法规和标准对产品的制造过程进行监控和管理,以确保产品质量符合规定要求。
2. 过程描述:对关键和特殊过程进行详细描述,包括工序、工艺参数、输入物料要求等。
3. 输入物料要求:对进入关键和特殊过程的原材料或半成品的质量要求进行说明。
4. 工艺参数控制:对关键和特殊过程中的工艺参数进行监控和调整,以确保产品质量稳定。
5. 检测方法和要求:制定合适的检测方法,并确定检测指标和限制要求。
6. 过程控制记录:记录关键和特殊过程中的工艺参数、检测结果和控制措施等信息。
7. 异常处理和纠正措施:对于关键和特殊过程中出现的异常情况,制定相应的处理措施,并对其产生的影响进行纠正。
8. 质量控制结果分析:对关键和特殊过程中的质量控制结果进行统计和分析,评估产品质量的稳定性和合格率。
范本B:1. 关键过程质量控制1.1 过程描述1.1.1 工序11.1.2 工序21.1.3 工序31.2 输入物料要求1.2.1 原材料A1.2.2 原材料B1.3 工艺参数控制1.3.1 温度控制1.3.2 时间控制1.4 检测方法和要求1.4.1 检测方法11.4.2 检测方法21.5 过程控制记录1.5.1 工序1记录1.5.2 工序2记录1.5.3 工序3记录1.6 异常处理和纠正措施1.6.1 异常情况1处理1.6.2 异常情况2处理1.7 质量控制结果分析1.7.1 工序1质量分析1.7.2 工序2质量分析1.7.3 工序3质量分析2. 特殊过程质量控制2.1 过程描述2.1.1 特殊工序12.1.2 特殊工序22.2 输入物料要求2.2.1 特殊原材料A2.2.2 特殊原材料B2.3 工艺参数控制2.3.1 特殊工序1控制参数2.3.2 特殊工序2控制参数2.4 检测方法和要求2.4.1 特殊检测方法12.4.2 特殊检测方法22.5 过程控制记录2.5.1 特殊工序1记录2.5.2 特殊工序2记录2.6 异常处理和纠正措施2.6 异常情况1处理2.6.2 异常情况2处理2.7 质量控制结果分析2.7.1 特殊工序1质量分析2.7.2 特殊工序2质量分析附件:工艺参数表、检测方法标准、质量控制记录表法律名词及注释:1. 质量控制:根据相关法律法规和标准对产品的制造过程进行监控和管理,以确保产品质量符合规定要求。
1 目的:为确保特殊关键过程的质量得到有效控制,必须对特殊关键过程进行确认与控制。
2 范围:我公司目前所采用的电阻点焊、CO2焊两种焊接方法及涂装、装配与检测的关键工序3 特殊过程的识别及确认程序、内容3.1 根据公司生产实际,确定特殊过程为:焊接(包括CO2焊接、点焊)与涂装。
具体过程见焊接工艺卡与涂装工艺卡。
3.2 确认程序3.2.1 由技术部组织相关部门人员对特殊过程给予确认,并形成相应的记录。
3.2.2 在工艺验证合格后对特殊过程进行确认。
3.2.3 当生产环境及工艺条件等发生变更时,应对特殊过程予以重新确认。
3.3确认内容3.3.1焊接、涂装设备及工装、计量器具焊接、涂装车间现场所使用的设备与工装、计量器具均按工艺要求配置齐备,且均经过调试验证正确,其精度与技术状态能满足加工出合格产品的需要,并坚持日检点和周期保养、检定或维护。
3.3.2焊接、涂装工艺参数焊接、涂装工艺文件上规定的工艺参数经过工艺验证正确,现场严格按规定的工艺参数进行操作。
对工艺参数应每日进行监控并有监控记录,如发现异常有处理办法并记录。
3.3.3焊接、涂装操作人员焊接、涂装车间操作人员应经过岗位培训,有上岗证、操作证,熟悉本工位工艺参数及操作要领、检测方法等。
严格执行“三检制”,认真做好自检记录。
3.3.4生产环境3.3.4.1现场干净,整洁,符合产品特性要求,无事故隐患3.3.4.2工作现场严格按定置管理图进行管理3.3.4.3工序产品有相应的工位器具盛放,有防护措施3.3.4.4 产品标识及状态标识齐全,清晰3.3.5 材料、在制品3.3.5.1 现场所使用的各种原材料均已通过进货检验,为合格品。
工序间在制品及制成品均实行了“三检制”,并有相应的标识。
3.3.5.2 各种材料、在制品的质量记录必需完整。
3.3.6焊接、涂装产品质量控制按关键过程相关要求执行(见本标准的第四条款)4 关键过程的识别与控制4.1关键过程的识别具体内容见附表1。
特殊过程工艺参数监控记录表
2011年 11 月过程名称:焊接过程
日期工艺参数要求监控记录
焊丝直径为1.2 mm
焊接电流240-340(A)
焊接电压30-40(V)
焊丝直径为1.2 mm
焊接电流240-340(A)
焊接电压30-40(V)
焊丝直径为1.2 mm
焊接电流240-340(A)
焊接电压30-40(V)
焊丝直径为1.2 mm
焊接电流240-340(A)
焊接电压30-40(V)
焊丝直径为1.2 mm
焊接电流240-340(A)
焊接电压30-40(V)
焊丝直径为1.2 mm
焊接电流240-340(A)
焊接电压30-40(V)
记录人:JL-7.5.2-02
特殊过程工艺参数监控记录表
2011 年 11月过程名称:喷漆过程
日期工艺参数要求监控记录油漆与稀料按1:1的比例均匀配比;
打气泵压力0.8-1.2M P之间;
喷壶与产品表面的距离大约保持在40-60cm;
油漆与稀料按1:1的比例均匀配比;
打气泵压力0.8-1.2M P之间;
喷壶与产品表面的距离大约保持在40-60cm;
油漆与稀料按1:1的比例均匀配比;
打气泵压力0.8-1.2M P之间;
喷壶与产品表面的距离大约保持在40-60cm;
油漆与稀料按1:1的比例均匀配比;
打气泵压力0.8-1.2M P之间;
喷壶与产品表面的距离大约保持在40-60cm;
油漆与稀料按1:1的比例均匀配比;
打气泵压力0.8-1.2M P之间;
喷壶与产品表面的距离大约保持在40-60cm;
记录人:JL-7.5.2-02。
特殊过程工艺参数监控记录表
2011年 11 月过程名称:焊接过程
日期工艺参数要求监控记录
焊丝直径为1.2 mm
焊接电流240-340(A)
焊接电压30-40(V)
焊丝直径为1.2 mm
焊接电流240-340(A)
焊接电压30-40(V)
焊丝直径为1.2 mm
焊接电流240-340(A)
焊接电压30-40(V)
焊丝直径为1.2 mm
焊接电流240-340(A)
焊接电压30-40(V)
焊丝直径为1.2 mm
焊接电流240-340(A)
焊接电压30-40(V)
焊丝直径为1.2 mm
焊接电流240-340(A)
焊接电压30-40(V)
记录人:JL-7.5.2-02
特殊过程工艺参数监控记录表
2011 年 11月过程名称:喷漆过程
日期工艺参数要求监控记录油漆与稀料按1:1的比例均匀配比;
打气泵压力0.8-1.2M P之间;
喷壶与产品表面的距离大约保持在40-60cm;
油漆与稀料按1:1的比例均匀配比;
打气泵压力0.8-1.2M P之间;
喷壶与产品表面的距离大约保持在40-60cm;
油漆与稀料按1:1的比例均匀配比;
打气泵压力0.8-1.2M P之间;
喷壶与产品表面的距离大约保持在40-60cm;
油漆与稀料按1:1的比例均匀配比;
打气泵压力0.8-1.2M P之间;
喷壶与产品表面的距离大约保持在40-60cm;
油漆与稀料按1:1的比例均匀配比;
打气泵压力0.8-1.2M P之间;
喷壶与产品表面的距离大约保持在40-60cm;
记录人:JL-7.5.2-02。