工艺参数记录
- 格式:xls
- 大小:34.00 KB
- 文档页数:1


关键设备工艺参数检查制度和记录1. 你知道关键设备工艺参数检查有多重要吗?就好比汽车没了油还能跑吗!比如我们检查反应釜的温度参数,要是没检查好,那生产出来的东西不就全毁啦!所以一定要严格执行关键设备工艺参数检查制度,认真做好记录呀!2. 哎呀,想想如果不认真对待关键设备工艺参数检查制度会怎样?那不就像没头苍蝇乱撞嘛!像检查压缩机的压力参数时,一旦疏忽,那后果可不堪设想啊!必须要重视起来呀!3. 你说关键设备工艺参数检查制度能不严格遵守吗?这就如同建房子不打地基一样危险啊!就拿检查离心机的转速参数来说,不仔细检查记录,出了问题谁负责呀!4. 关键设备工艺参数检查制度可不是闹着玩的呀!这就好像战士上战场不带武器一样!比如检查烘干机的湿度参数,不严格执行,产品质量能有保障吗?5. 难道你还不明白关键设备工艺参数检查制度的意义吗?这简直就是保证一切顺利的法宝呀!像检查混合器的搅拌速度参数,不做好检查记录,那不是给自己找麻烦嘛!6. 你可别小看了关键设备工艺参数检查制度和记录呀!这好比是航海中的灯塔指引方向呢!比如检查蒸馏塔的温度梯度参数,不重视的话,那不是要出大乱子啦!7. 想想看,没有关键设备工艺参数检查制度会怎样?那简直是灾难呀!就像检查传输带的速度参数,不认真检查记录,生产能有序进行吗?8. 关键设备工艺参数检查制度和记录太重要啦!这就好像是人的心脏一样关键呀!像检查过滤器的压差参数,不仔细对待,那怎么行呢!9. 你真的清楚关键设备工艺参数检查制度的必要性吗?这就好像吃饭睡觉一样不可或缺呀!比如检查膨化机的压力参数,不好好检查记录,能放心吗?10. 关键设备工艺参数检查制度绝对不能马虎呀!这就和人的健康一样重要啊!像检查包装机的封口温度参数,不严格检查,产品不就都毁啦!总之,一定要认真执行关键设备工艺参数检查制度,仔细做好记录,这关乎着生产的成败呀!。
工艺参数记录范文工艺参数是指在生产过程中需要控制和监测的各项参数,包括温度、压力、流量、时间等,在各个制造环节中必须进行记录和检查。
下面将详细介绍几个常见的工艺参数记录。
首先是温度。
在许多生产过程中,温度是一个非常重要的工艺参数。
例如在化工生产中,不同温度下的反应速率和产物质量有很大的差异,因此需要对反应过程中的温度进行实时监控和记录。
记录温度的方法可以是使用温度计进行定期测量,并将测量结果记录在工艺参数记录表中。
其次是压力。
压力在许多制造过程中也是一个重要的工艺参数。
比如在石油钻井中,需要使用泥浆压力来控制井口周围的地层压力,以防止井喷事故的发生。
因此,需要对泥浆压力进行实时监测和记录,以确保操作符合安全要求。
记录压力的方法可以是使用压力传感器进行定期测量,并将测量结果记录在工艺参数记录表中。
再次是流量。
流量在许多生产过程中也是一个重要的工艺参数。
比如在一些化工反应中,需要精确控制原料的投入量,以确保反应的效果和产物的品质。
因此,需要对原料的流量进行实时监测和记录。
记录流量的方法可以是使用流量计进行定期测量,并将测量结果记录在工艺参数记录表中。
最后是时间。
时间在许多制造过程中也是一个必要的工艺参数。
比如在食品加工过程中,需要控制每个步骤的时间,以确保食品的质量和口感。
因此,需要对加工时间进行实时监控和记录。
记录时间的方法可以是使用定时器进行定期测量,并将测量结果记录在工艺参数记录表中。
综上所述,工艺参数记录是生产过程中必不可少的一项工作。
通过记录和检查各项工艺参数,可以确保生产过程的稳定性和质量的稳定性,提高产品的质量和效率。
因此,在生产过程中应该重视工艺参数记录的工作,并建立完善的记录和检查制度。


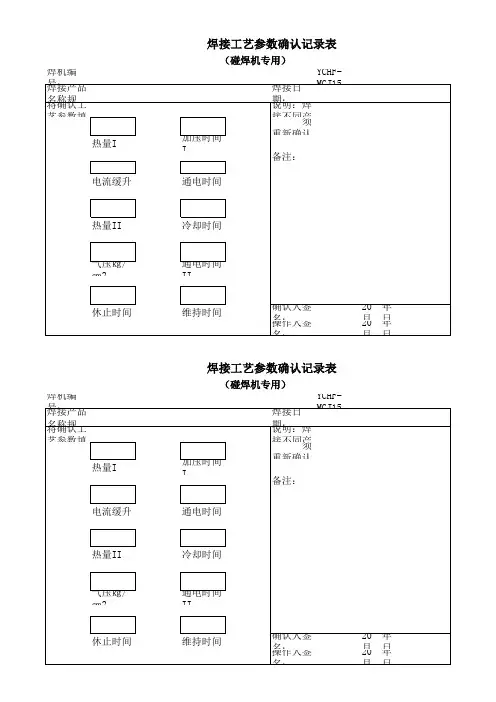
热压工艺参数验证记录验证材料 强化木地板基材验证工序 热压贴面 验证设备热压机验证参数温度、压力、时间1.热压车间第1次热压贴面 :在对热压机参数进行调试验证后,确定压机的初定参数为:温度 ℃ ; 压力 吨 ; 时间 秒 。
按以上参数试生产 件送质量管理科检验分析后,其结果为: 口 符合工艺技术要求,不需要修正压机参数; 口 不符合工艺技术要求,需要修正压机参数; 2.热压车间第2次热压贴面 : 在对热压机参数修正为:温度 ℃ ; 压力 吨 ; 时间 秒 。
按以上参数试生产 件送质量管理科检验分析后,其结果为: 口 符合工艺技术要求,不需要修正压机参数; 口 不符合工艺技术要求,需要修正压机参数; 3.热压车间第3次热压贴面 : 在对热压机参数修正为:温度 ℃ ; 压力 吨 ; 时间 秒 。
按以上参数试生产 件送质量管理科检验分析后,其结果为: 口 符合工艺技术要求,不需要修正压机参数; 口 不符合工艺技术要求,需要修正压机参数; 4.热压车间第4次热压贴面 : 在对热压机参数修正为:温度 ℃ ; 压力 吨 ; 时间 秒 。
按以上参数试生产 件送质量管理科检验分析后,其结果为: 口 符合工艺技术要求,不需要修正压机参数; 口 不符合工艺技术要求,需要修正压机参数; 最终符合工艺技术要求的压机参数为:温度 ℃ ; 压力 吨 ; 时间 秒 。
以上压机参数即为最终验证结果,批产时按此参数生产。
车间签名 质检部签名 技术部签名 日 期年 月 日日 期年 月 日日 期年 月 日文件类型 记录 ######木业制品厂文件编号 YX- JL-066文件名称工艺参数 验证记录第 页 共 页。
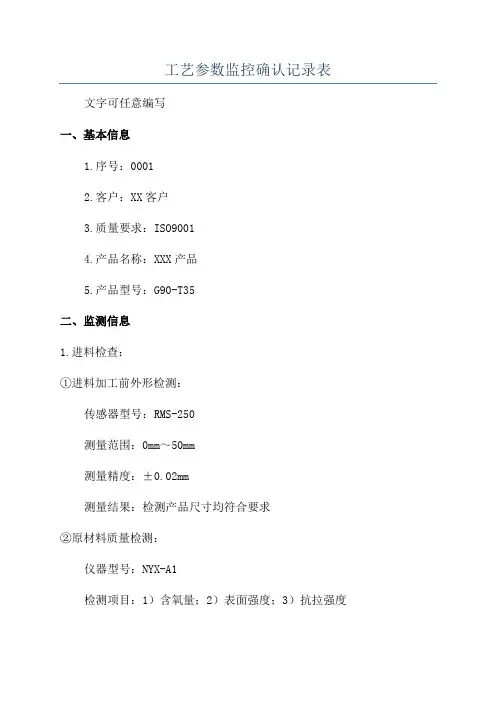
工艺参数监控确认记录表文字可任意编写
一、基本信息
1.序号:0001
2.客户:XX客户
3.质量要求:ISO9001
4.产品名称:XXX产品
5.产品型号:G90-T35
二、监测信息
1.进料检查:
①进料加工前外形检测:
传感器型号:RMS-250
测量范围:0mm~50mm
测量精度:±0.02mm
测量结果:检测产品尺寸均符合要求
②原材料质量检测:
仪器型号:NYX-A1
检测项目:1)含氧量;2)表面强度;3)抗拉强度
检测结果:1)含氧量:19.8%;2)表面强度:485MPa;3)抗拉强度:450MPa
结果判断:检测结果均符合要求合格
2.加工工艺参数:
机床型号:VD650E
加工参数:
(2)主轴功率:3kW
(3)主轴扭矩:1.68KN.M
(4)最大振动力矩:0.0045KN.M
(5)主轴偏移:0.0045mm
(6)自动进给:5mm/min
(7)自动返回:5mm/min
(8)保压力:0.9KN
(9)保压温度:80℃
(10)进刀量:0.02mm
(11)刀具尺寸:3mm
结果判断:符合要求,加工技术参数合格
3.加工工艺检测:
仪器型号:RMS-250
测量范围:0mm~50mm。

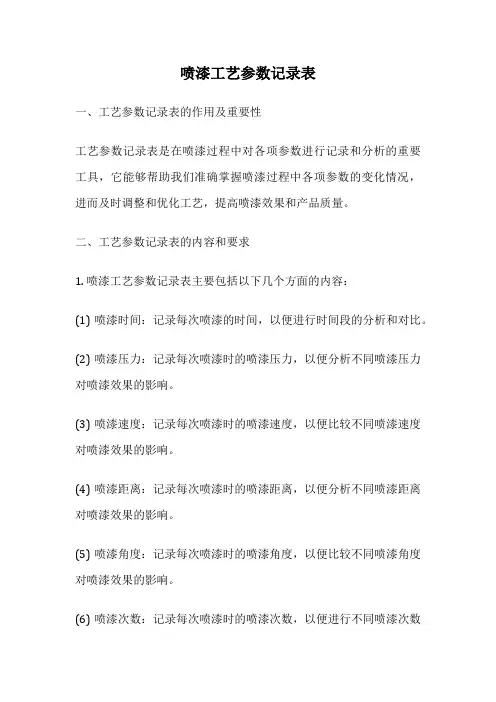
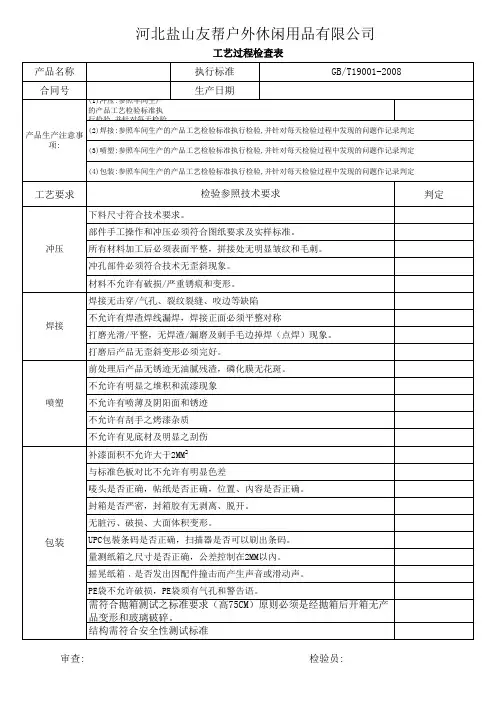
喷漆工艺参数记录表一、工艺参数记录表的作用及重要性工艺参数记录表是在喷漆过程中对各项参数进行记录和分析的重要工具,它能够帮助我们准确掌握喷漆过程中各项参数的变化情况,进而及时调整和优化工艺,提高喷漆效果和产品质量。
二、工艺参数记录表的内容和要求1. 喷漆工艺参数记录表主要包括以下几个方面的内容:(1) 喷漆时间:记录每次喷漆的时间,以便进行时间段的分析和对比。
(2) 喷漆压力:记录每次喷漆时的喷漆压力,以便分析不同喷漆压力对喷漆效果的影响。
(3) 喷漆速度:记录每次喷漆时的喷漆速度,以便比较不同喷漆速度对喷漆效果的影响。
(4) 喷漆距离:记录每次喷漆时的喷漆距离,以便分析不同喷漆距离对喷漆效果的影响。
(5) 喷漆角度:记录每次喷漆时的喷漆角度,以便比较不同喷漆角度对喷漆效果的影响。
(6) 喷漆次数:记录每次喷漆时的喷漆次数,以便进行不同喷漆次数的对比分析。
2. 工艺参数记录表的要求:(1) 记录表的格式要清晰简洁,便于记录和查阅。
(2) 记录表要按照时间顺序进行记录,以便对比不同时间段的数据变化。
(3) 记录表的数据要准确无误,避免因为数据错误而导致工艺参数分析的不准确。
(4) 记录表的内容要完整,尽量包括喷漆过程中的所有相关参数。
三、工艺参数记录表的使用和分析1. 使用工艺参数记录表时,应及时记录每次喷漆的参数,并注意将时间、喷漆压力、喷漆速度、喷漆距离、喷漆角度和喷漆次数等参数一一对应记录。
2. 对于喷漆过程中的不同参数,可以通过分析记录表中的数据来比较不同参数对喷漆效果的影响。
3. 根据记录表中的数据分析结果,可以调整和优化喷漆工艺参数,以达到更好的喷漆效果和产品质量。
四、工艺参数记录表的注意事项1. 记录表的填写要认真细致,避免遗漏或错误的数据记录。
2. 使用记录表时要注意保持喷漆环境的稳定性,避免因外界环境的变化而导致参数的误差。
3. 记录表的数据分析要结合实际情况,综合考虑各种因素的影响。
加工中心工艺参数记录表⑴一般大小的钢料开粗时尽量选用Φ30R5,较大型的钢料尽量选用Φ63R6;⑶铜公2D外形光刀,高度50mm以下选用M12刀具;高度在50-70mm 之间,选用M16刀具;高度在70-85mm之间,选用M20;高度在85-120mm 之间,选用M25;超过120mm以上用Φ25R0。
8、Φ32R0。
8飞刀把加工;⑷较平坦的曲面或较高的外形曲面尽量选用Φ20R4、Φ25R5、Φ40R6作为光刀刀具;5、钢料开粗时,Z下刀量0。
5-0。
7mm。
铜料开粗时Z下刀量1、0-1、5mm(内部开粗1、0mm,基准边开粗1、5mm)6。
平行式精铣时,maimum tepover按“精加工平行式最佳等高参数表”来设定。
精铣前余留量尽量留小点,钢料0。
10—0。
2mm。
铜料0。
20。
5mm。
不要使用R刀精锣面积大的平面8。
快速下刀至3mm高度使用F速下刀(相对加工深度)正常下刀F速一律300mm、m,有螺旋下刀和外部进刀的Z下刀F速一律是900 mm、 m,有踩刀地方的Z下刀F速一律150mm、m,内部快速移动F速一律是6500mm、m(必须走G01)。
9。
使用Φ63R6、Φ40R6、Φ30R5飞刀开粗时,余量留单边0。
8mm,不能出现踩刀现象,不能使用Φ63R6加工范围较小的内型框。
挖槽开完粗后,要使用同一把刀具,将较大的平面再加工,保证底部留0。
2mm余量,方便下一把刀具可以直接精加工工件底部。
10。
精铣前必须先用较小直径的刀将角位的余量粗清角,无法清角的地方,必须做曲面挡住,避免精铣时角位余量过多导致刀具损坏2、在二次开组选用参考刀具易造成过切或撞刀"R;_,b2gq0^&f4开粗要用多大的刀主要看图形,能用大刀就用大刀!开粗误差可以给大点,如果开粗后需要热处理的单边需要留1mm左右的余量。
这样避免热处理后变形而有些地方锣不起来。
5 二粗。
Cimatron E的二粗十分强大。
喷漆工艺参数记录表
1. 喷漆设备参数,包括喷枪型号、喷嘴直径、喷涂压力、气压、喷涂方式(手持式喷枪、自动喷涂机等)等。
2. 喷漆材料参数,包括底漆、面漆、稀释剂等的配比、稀释比例、搅拌时间、喷涂粘度等。
3. 喷涂工艺参数,包括喷涂厚度要求、喷涂速度、喷涂距离、
喷涂角度、喷涂重叠率等。
4. 喷涂环境参数,包括喷涂温度、湿度、通风情况、灰尘、杂
质等对喷涂质量的影响因素。
5. 检测记录,包括喷漆前、喷漆中和喷漆后的质量检测记录,
如表面平整度、颜色一致性、附着力等。
通过记录这些参数,可以帮助生产管理人员和质量控制人员了
解喷漆过程中的各项关键参数,从而及时调整和优化喷漆工艺,确
保喷漆质量符合要求。
同时,这些记录也可以作为工艺改进和质量
追溯的重要依据,有助于提高生产效率和产品质量。
工艺参数记录范文一、前言二、产品描述产品电子产品,主要包括电路板、外壳和配件三个部分。
电路板采用SMT工艺进行组装,外壳采用注塑工艺制造,配件包括电池、螺丝和屏幕等。
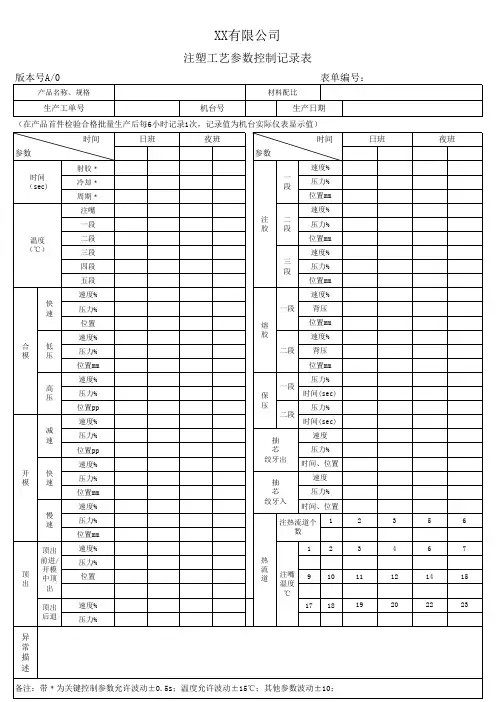
三、工艺参数记录1.电路板组装工艺参数记录日期:XXXX年XX月XX日工艺流程:SMT自动贴片→回焊→测试→包装贴片机速度:40,000CPH锡膏厚度:0.1 mm焊接温度:240°C焊接时间:15s焊接压力:0.6MPa回焊炉温度曲线:150°C→180°C→220°C→240°C测试仪器及参数:SPC检测仪,测试电压5V,测试时间3s,合格标准99%2.外壳注塑工艺参数记录日期:XXXX年XX月XX日工艺流程:注塑→冷却→脱模→修边→打磨→喷漆→检测→包装注塑机型号:XXX注塑温度:200°C注塑时间:10s注塑压力:10MPa冷却时间:30s脱模方式:自动脱模修边方式:手工修边打磨方式:机械打磨喷漆方式:手动喷漆检测仪器及参数:外观检测仪,合格标准98%3.配件生产工艺参数记录日期:XXXX年XX月XX日工艺流程:制造→检测→包装电池生产设备:XXX电池类型:锂电池电池容量:2000mAh电池测试仪器及参数:电池测试仪,测试电压3.7V,测试时间5s,合格标准95%螺丝制造设备:XXX螺丝材料:不锈钢螺丝尺寸:M2.5螺丝测试仪器及参数:螺丝拉力测试仪,拉力10N,合格标准99%屏幕生产设备:XXX屏幕类型:OLED屏幕分辨率:1920×1080屏幕测试仪器及参数:屏幕测试仪,亮度 300cd/㎡,对比度 1000:1,合格标准 97%四、结论及改进建议根据以上工艺参数记录,可以得出以下结论和改进建议:1.电路板组装工艺参数可以满足生产需求,无进一步改进建议。
2.外壳注塑工艺参数有待优化,在注塑压力和注塑温度上进行调整可提高成品率。
3.配件生产工艺参数需要加强对电池和螺丝的测试和质量控制,以提高合格率。