模块1錾口榔头制作PPT准备.pptx
- 格式:pptx
- 大小:99.16 KB
- 文档页数:3
学习任务一榔头制作2.能说出钳工场地的设备及安全规章制度,并能严格遵守,按要求规范穿戴劳保用品。
3.能看懂图样,能根据毛坯,分析出所需去除的余量。
4.能查阅相关资料,解释常用材料牌号含义。
5.能读懂加工工艺步骤,能用专业术语进行交流。
6.能正确选用并使用合适的划线工具和辅具。
7.能根据材料要求刃磨錾削工具,并能正确使用工具完成表面加工。
8.能根据加工材料、加工条件选用锯条,并能正确安装使用锯削工具去除多余材料。
9.能根据加工材料、加工条件选用锉刀,并能正确安装使用锉削工具去除多余材料。
10.能根据加工要求合理选择麻花钻,并能安全操作钻床,完成孔加工。
11.能正确使用游标卡尺、刀口直尺、刀口角尺对加工零件进行检测,并能对所使用的量具按要求进行日常保养。
12.能根据检测结果与图样进行比较,判别零件是否合格。
13.能对零件进行简单的热处理工艺。
14.能根据现场管理规范要求,清理场地,归置物品。
15.能按环保要求处理废弃物。
60学时根据实际需要他设计了工作情境描述学习目标建议学时榔头的加工零件图,但考虑到机床生产较忙,而且只要加工一把榔头,所以生产采用钳加工的方法来完成。
如下图所示,现在把任务安排给你,你能否通过手工操作来完成该小榔头的制作。
合劳保要求的服装,在老师的指导下,读懂图纸、分析出加工工艺步骤、正确使用工量具、按图样要求,采用划线、錾削、锯割、锉削、孔加工、抛光以及简单的热处理等加工方法,使用游标卡尺、角尺、直尺进行检测,独立完成榔头制作,并能按现场管理规范要求清理场地,归置物品,按环保要求处理废弃物。
✧学习活动1 接受工作任务,明确工作要求。
(22课时)✧学习活动2 阅读工艺卡,明确加工步骤和方法(12课时)✧学习活动3 制作錾口榔头并检验(24课时)技术要求1.材料:45#2.榔头两端淬硬生产派工单单号:开单部门:开单人:开单时间:年月日时分接单人:部小组(签名)注:以下由开单人填写生产派工单模型图产口名称榔头制作完成工时60工时产品技术要求按图样加工,满足使用功能要求注:以下由接单人和确认方填写领取材料(含消耗品)成本核算金额合计: 领用工具操作者检测(签名)年月日班组检测(签名)年月日生产数量统计合格不良返修报废统计:审核:批准:学习活动1 接受工作任务,明确工作要求一、学习准备钻床安全操作规程、砂轮安全操作规程、场地安全规章制度、相关视频、工作服、工作帽、教材●能按照规定领取工作任务。
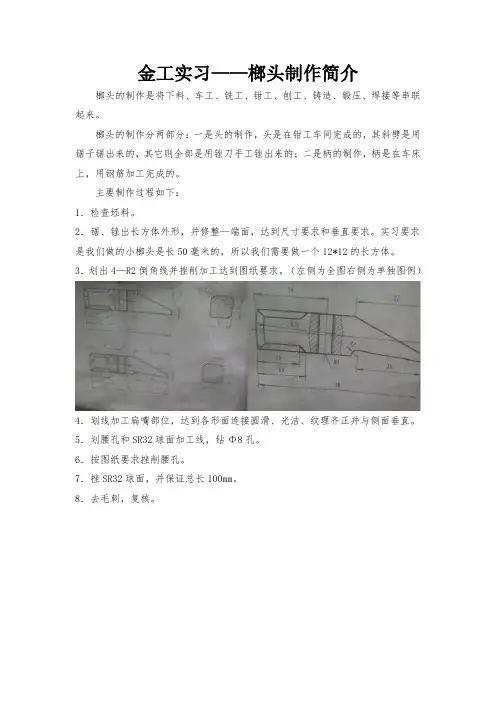
金工实习——榔头制作简介
榔头的制作是将下料、车工、铣工、钳工、刨工、铸造、锻压、焊接等串联起来。
榔头的制作分两部分:一是头的制作,头是在钳工车间完成的,其斜劈是用锯子锯出来的,其它则全部是用锉刀手工锉出来的;二是柄的制作,柄是在车床上,用钢筋加工完成的。
主要制作过程如下:
1.检查坯料。
2.锯、锉出长方体外形,并修整—端面,达到尺寸要求和垂直要求。
实习要求是我们做的小榔头是长50毫米的,所以我们需要做一个12*12的长方体。
3.划出4—R2倒角线并挫削加工达到图纸要求。
(左侧为全图右侧为单独图例)
4.划线加工扁嘴部位,达到各形面连接圆滑、光洁、纹理齐正并与侧面垂直。
5.划腰孔和SR32球面加工线,钻Φ8孔。
6.按图纸要求挫削腰孔。
7.挫SR32球面,并保证总长100mm。
8.去毛刺,复核。
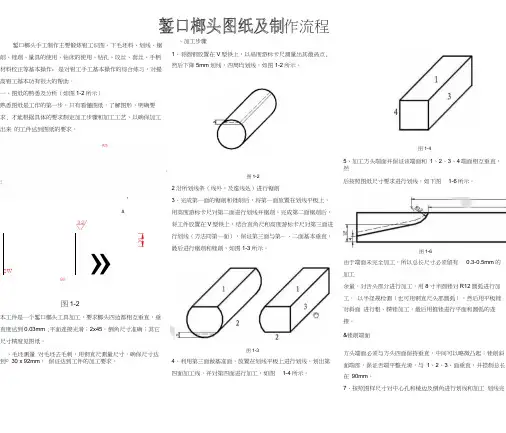
錾口榔头手工制作主要锻炼钳工识图、下毛坯料、划线、锯 削、锉削、量具的使用、钻床的使用、钻孔、攻丝、套丝、手柄 材料校正等基本操作,是对钳工手工基本操作的综合练习,对提 高钳工基本功有很大的帮助。
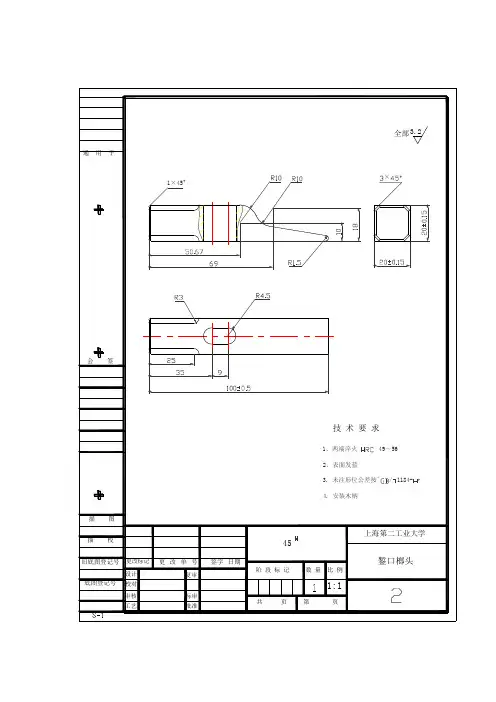
一、图纸的熟悉及分析(如图1-2所示)熟悉图纸是工作的第一步,只有看懂图纸,了解图形,明确要求, 才能根据具体的要求制定加工步骤和加工工艺,以确保加工出来 的工件达到图纸的要求。
本工件是一个錾口榔头工具加工,要求榔头四边都相互垂直,垂 直度达到0.03mm ;平面连接光滑;2x45。
倒角尺寸准确;其它 尺寸精度见图纸。
、毛坯测量 对毛坯去毛刺,用钢直尺测量尺寸,确保尺寸达到© 30 x 92mm , 保证达到工件的加工要求。
、加工步骤1、将圆钢放置在V 型铁上,以咼度游标卡尺测量出其最咼点, 然后下降5mm 划线,四周均划线,如图1-2所示。
图1-22沿所划线条(线外,及虚线处)进行锯削3、完成第一面的锯削和锉削后,将第一面放置在划线平板上,用高度游标卡尺对第二面进行划线并锯削,完成第二面锯削后, 将工件放置在V 型铁上,结合直角尺和高度游标卡尺对第三面进行划线(方法同第一面),保证第三面与第一、二面基本垂直, 最后进行锯削和锉削,如图1-3所示。
4、利用第三面做基准面,放置在划线平板上进行划线,划出第 四面加工线,并对第四面进行加工,如图 1-4所示。
图1-45、加工方头端面并保证该端面和 1、2、3、4端面相互垂直,然后按照图纸尺寸要求进行划线,如下图 1-6所示。
图1-6由于端面未完全加工,所以总长尺寸必须留有 0.3-0.5mm 的加工余量。
对舌头部分进行加工,用8寸半圆锉对R12圆弧进行加工, 以半径规检测(也可用钢直尺头部圆弧),然后用平板锉对斜面 进行粗、精锉加工,最后用推锉进行平面和圆弧的连接。
&锉削端面方头端面必须与方头四面保持垂直,中间可以略微凸起;锉削斜面端部,保证舌端平整光滑,与 1、2、3、面垂直,并控制总长 在 90mm 。
1錾口榔头制作步骤
制作序号加工简图加工内容工具、量具、设
备
1.备料锯切φ32、长103
mm的45钢棒料
钢锯、钢尺
2.划线在φ32圆柱两端
面上划22×22加
工界线及中心线,
打上样冲眼划针盘(高度游标尺)、V型铁、直角尺、样冲、手锤
3.錾削錾削上下二面。
要
求錾削宽度不小于
20mm,平面度、直
线度1.5mm 扁錾、手锤、钢直尺
4.锯切锯切左右两对应
面。
要求锯痕整齐、
锯切宽度不小于,
平面应平直,对应
面平行,邻边垂直钢锯、钢直尺、直角尺
5.锉削锉削六个面。
要求粗、中平锉刀、
各面平直,对面平行,邻面垂直,断面成正方形,尺寸为20±,长度为100±钢直尺、刀口角尺、游标卡尺
6.划线按零件图尺寸,划
出全部加工界线划针、划针盘(高度游标尺)、划规、钢直尺、样冲、手锤
7.锉削锉削四个圆弧。
圆
弧半径符合图纸要
求,锉削四边斜角
平面达图要求,锉
削1×45°倒角圆锉刀、粗、中、细平锉刀
8.锯切锯切两斜面。
要求
锯痕平整钢锯、钢直尺、直角尺
9.锉削锉削大平面、两
R10圆弧、圆弧与
平面平整连接、平、半圆、圆锉刀、钢直尺、直角尺、半径规
10.钻孔用φ9mm麻花钻钻φ9mm麻花钻、。
榔头制作幻灯片范文一、引言二、制作步骤1.确定幻灯片主题:在制作幻灯片之前,首先需要确定幻灯片的主题。
本文以旅游景点介绍为例,主题为“美丽之旅”。
2.收集素材:在制作幻灯片之前,需要收集相关的素材,包括文字内容、图片、图表等。
在收集素材时,要根据主题来筛选相关的内容。
3.设计布局:选择适合主题的布局风格,并在每一页幻灯片中设置标题栏、正文区等。
可以根据需要进行自定义设置。
4.添加文字内容:根据幻灯片的主题,在每一页幻灯片中添加相关的文字内容。
文字内容应该简洁明了,以点到为止。
5.插入图片:选择适合幻灯片主题的图片,并将其插入到相应的幻灯片中。
图片可以帮助观众更好地理解内容,并增加幻灯片的视觉效果。
6.设计图表:如果有需要,可以在幻灯片中插入相关的图表,以帮助观众更好地理解数据。
可以选择条形图、饼图、折线图等不同类型的图表。
7.设置动画与过渡效果:为了增加幻灯片的效果,可以设置动画与过渡效果。
可以选择文字出现动画、图片渐显动画等效果,以增加幻灯片的动感。
8.预览与调整:在制作过程中,可以随时预览幻灯片的效果。
如果需要调整内容或者布局,可以随时进行修改。
行播放和分享。
三、示例:旅游景点介绍下面以制作一个旅游景点介绍的幻灯片为例,进行详细的讲解。
1.幻灯片主题:美丽之旅2.收集素材:收集相关的文字内容、图片和图表。
文字内容包括景点的介绍、特色等;图片包括景点的风景、建筑等;图表包括人流量统计、景点排名等。
3.设计布局:选择简洁清晰的布局风格,并在每一页幻灯片中设置标题栏和正文区。
可以使用榔头提供的模板或者自定义设计。
4.添加文字内容:在每一页幻灯片中添加文字内容,包括景点的介绍、特色等。
文字内容应该简洁明了,具有吸引力。
5.插入图片:选择适合幻灯片主题的图片,并将其插入到相应的幻灯片中。
可以通过榔头提供的图片库或者自行收集。
6.设计图表:如果有需要,可以在幻灯片中插入相关的图表,帮助观众更好地理解数据。