錾口榔头的制作
- 格式:doc
- 大小:81.00 KB
- 文档页数:5
学习任务三---錾口榔头的制作学习任务三錾口榔头的制作学习目标1、能借助相关手册,查阅零件、刃具所用材料的牌号、用途、性能与分类属性。
2、能识读零件的轴测图和三视图,并表述出零件的形状、尺寸、表面粗糙度、公差等信息,指出各信息的意义。
3、能按照国家标准手工绘制零件的轴测图和三视图。
4、能合理选用并正确使用划线工具(划针、样冲)和辅具。
5、能规使用钻床对孔进行加工,并能正确保养钻床。
6、能在老师指导下使用手锯按照划线轨迹圆料、方料进行锯割下料。
7、能规使用打号字头在工件上打印记号。
8、能规使用游标卡尺、刀口角尺、高度游标卡尺、粗糙度样板等两具。
9、能依据工艺卡按技术要求完成零件的加工。
10、能编制加工零件的热处理工艺。
11、能根据现场管理围,清理场地,归置物品并按环保要求处理废弃物。
建议学时62学时学习任务描述我校需扩大钳工实训车间规模,要求钳工组在10天按照生产任务单的要求完成30把錾口榔头的制作,并检验合格后交付钳加工车间使用。
学习工作流程学习活动1 接受工作任务,明确工作要求。
学习活动2 阅读工艺卡,明确加工步骤和方法学习活动3 制作錾口榔头并检验学习活动4 工作总结与评价学习活动1 接受工作任务,明确工作要求学习目标1、能按照规定领取工作任务。
2、能借助机械工人切削手册等,查阅錾口榔头所用的材料的牌号、用途、性能与分类属性。
3、能识读零件的轴测图和三视图,并说成錾口榔头的形状、尺寸、表面粗糙度、公差、材料等信息,指出各信息的意义。
建议学时22学时学习过程按照规定从生产主管处领取生产任务单并签字确认。
完成如下项目:1、阅读生产任务单,明确工作任务錾口榔头生产任务单单号: 开单时间:开单部门:开单人:(1) 请根据生产任务单,明确零件名称、制作材料、零件数量和完成时间。
零件名称:錾口榔头;制作材料:45钢;零件数量:30件;完成时间:64学时;(2)查询资料或咨询老师,明确錾口榔头的用途。
答:錾口榔头是钳工不可少的工具,也使日常生活中常用的工具,同时也可以用于铆接和钣金加工等常用的工具。
金工实习——榔头制作简介
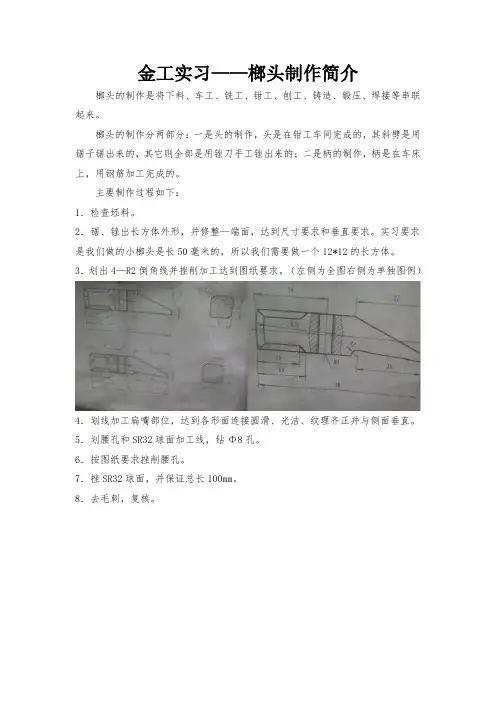
榔头的制作是将下料、车工、铣工、钳工、刨工、铸造、锻压、焊接等串联起来。
榔头的制作分两部分:一是头的制作,头是在钳工车间完成的,其斜劈是用锯子锯出来的,其它则全部是用锉刀手工锉出来的;二是柄的制作,柄是在车床上,用钢筋加工完成的。
主要制作过程如下:
1.检查坯料。
2.锯、锉出长方体外形,并修整—端面,达到尺寸要求和垂直要求。
实习要求是我们做的小榔头是长50毫米的,所以我们需要做一个12*12的长方体。
3.划出4—R2倒角线并挫削加工达到图纸要求。
(左侧为全图右侧为单独图例)
4.划线加工扁嘴部位,达到各形面连接圆滑、光洁、纹理齐正并与侧面垂直。
5.划腰孔和SR32球面加工线,钻Φ8孔。
6.按图纸要求挫削腰孔。
7.挫SR32球面,并保证总长100mm。
8.去毛刺,复核。
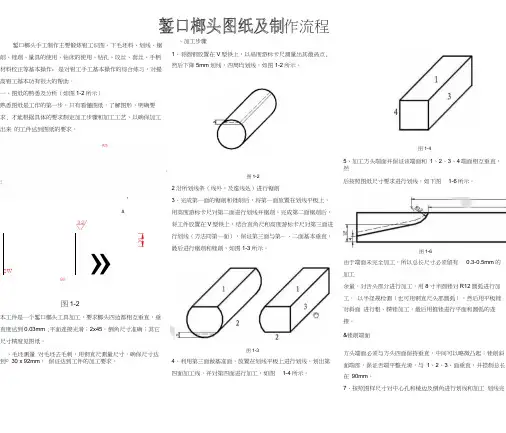
錾口榔头手工制作主要锻炼钳工识图、下毛坯料、划线、锯 削、锉削、量具的使用、钻床的使用、钻孔、攻丝、套丝、手柄 材料校正等基本操作,是对钳工手工基本操作的综合练习,对提 高钳工基本功有很大的帮助。
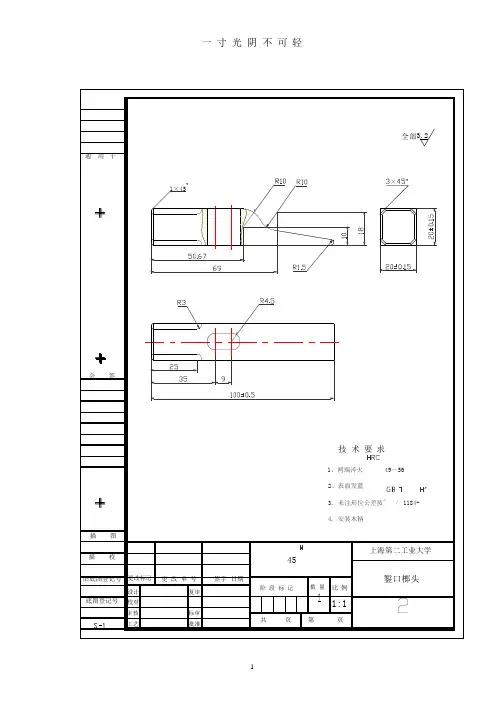
一、图纸的熟悉及分析(如图1-2所示)熟悉图纸是工作的第一步,只有看懂图纸,了解图形,明确要求, 才能根据具体的要求制定加工步骤和加工工艺,以确保加工出来 的工件达到图纸的要求。
本工件是一个錾口榔头工具加工,要求榔头四边都相互垂直,垂 直度达到0.03mm ;平面连接光滑;2x45。
倒角尺寸准确;其它 尺寸精度见图纸。
、毛坯测量 对毛坯去毛刺,用钢直尺测量尺寸,确保尺寸达到© 30 x 92mm , 保证达到工件的加工要求。
、加工步骤1、将圆钢放置在V 型铁上,以咼度游标卡尺测量出其最咼点, 然后下降5mm 划线,四周均划线,如图1-2所示。
图1-22沿所划线条(线外,及虚线处)进行锯削3、完成第一面的锯削和锉削后,将第一面放置在划线平板上,用高度游标卡尺对第二面进行划线并锯削,完成第二面锯削后, 将工件放置在V 型铁上,结合直角尺和高度游标卡尺对第三面进行划线(方法同第一面),保证第三面与第一、二面基本垂直, 最后进行锯削和锉削,如图1-3所示。
4、利用第三面做基准面,放置在划线平板上进行划线,划出第 四面加工线,并对第四面进行加工,如图 1-4所示。
图1-45、加工方头端面并保证该端面和 1、2、3、4端面相互垂直,然后按照图纸尺寸要求进行划线,如下图 1-6所示。
图1-6由于端面未完全加工,所以总长尺寸必须留有 0.3-0.5mm 的加工余量。
对舌头部分进行加工,用8寸半圆锉对R12圆弧进行加工, 以半径规检测(也可用钢直尺头部圆弧),然后用平板锉对斜面 进行粗、精锉加工,最后用推锉进行平面和圆弧的连接。
&锉削端面方头端面必须与方头四面保持垂直,中间可以略微凸起;锉削斜面端部,保证舌端平整光滑,与 1、2、3、面垂直,并控制总长 在 90mm 。
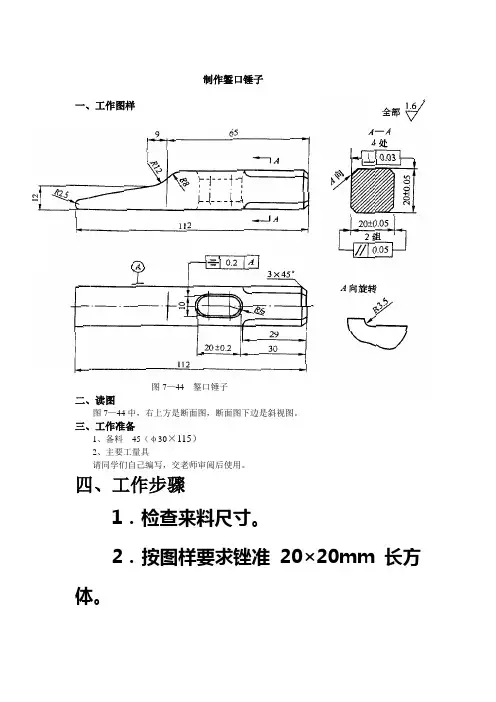
制作錾口锤子一、工作图样图7—44 錾口锤子二、读图图7—44中,右上方是断面图,断面图下边是斜视图。
三、工作准备1、备料45(φ30×115)2、主要工量具请同学们自己编写,交老师审阅后使用。
四、工作步骤1.检查来料尺寸。
2.按图样要求锉准20×20mm长方体。
3.以长面为基准锉一端面,达到基本垂直,表面粗糙度R。
≤3.2μm。
4.以一长面及端面为基准,用錾口榔头样板划出形体加工线(两面同时划出),并按图样尺寸划出4—3.5×45°倒角加工线。
5.锉4—3.5×45°倒角达到要求。
方法:先用圆锉粗锉出R3.5圆弧,然后分别用粗、细板锉粗、细锉倒角,再用圆锉细加工R3.5圆弧,最后用推锉法修整,并用砂布打光。
6.按图划出腰孔加工线及钻孔检查线,并用φ9.7mm钻头钻孔。
7.用圆锉锉通两孔,然后按图样要求锉好腰孔。
8.按划线在R12处钻φ5孔,后用手锯按加工线锯去多余部分(放锉削余量)。
9.用半圆锉按线粗锉R12内圆弧面,用板锉粗锉斜面与R8圆弧面至划线线条。
后用细板锉细锉斜面,用半圆锉细锉R12内圆弧面,再用细板锉细锉R8外圆弧面。
最后用细板锉及半圆锉作推锉修整,达到各形面连接圆滑,光洁、纹理齐正。
10.锉R2.5圆头,并保证工件总长112mm。
11.八角端部棱边倒角3.5× 45°。
12.用砂布将各加工面全部打光,交件待验。
13.待工件检验后,再将腰孔各面倒出1mm弧形喇叭口,20mm端面锉成略呈凸弧形面,然后将工件两端热处理淬硬。
特别提示:1.用φ9.7钻头钻孔时,要求钻孔位置正确,钻孔孔径没有明显扩大,以免造成加工余量不足,影响腰孔的正确加工。
2.锉削腰孔时,应先锉两侧平面,后锉两端圆弧面。
在锉平面时要注意控制好锉刀的横向移动,防止锉坏两端孔面。
3.加工四角R3.5内圆弧时,横向锉要锉准锉光,然后推光就容易,且圆弧尖角处也不易坍角。
教学过程
教学课题錾口榔头制作的工艺分析
项目教学环节师生活动
一、图纸识读
关于图纸识读的引导问题:
1、錾口(鸭嘴)榔头零件图包括哪几方面内容?
2、制作榔头的材料是什么?其含义是什么?
3、长、宽、高三个方向的基准是什么?
4、尺寸精度要求最高的是哪个尺寸?其公差是多少?
5、说说形位公差的含义?图中还有什么形位公差?
二、工艺分析
1、毛坯料与錾口(鸭嘴)榔头:
圆棒φ30×113 立体图:
2、制作思路的建立:
毛坯加工长方体加工榔头头部棱边加工腰形孔加工斜面倒角、倒圆抛光全面检测
3、工量具选择:
划线工具类:平板、V形铁、高度游标卡尺、划针、划规
加工工具类:锯弓、锯条、粗、细扁锉、三角锉、半圆锉、圆锉、什锦锉、台钻及附件、φ5mm、φ9.8mm钻头、锤子、錾子、样冲及辅助工具锉刀刷、毛刷等。
导入新课:
问题引导法
(学生回答)
图纸+PPT课件
运用形体分析法,讨论榔头的形成。
并建立制作思路。
讨论一:
学生自拟工量具方案。
金工实习——榔头制作简介第一篇:金工实习——榔头制作简介金工实习——榔头制作简介榔头的制作是将下料、车工、铣工、钳工、刨工、铸造、锻压、焊接等串联起来。
榔头的制作分两部分:一是头的制作,头是在钳工车间完成的,其斜劈是用锯子锯出来的,其它则全部是用锉刀手工锉出来的;二是柄的制作,柄是在车床上,用钢筋加工完成的。
主要制作过程如下: 1.检查坯料。
2.锯、锉出长方体外形,并修整—端面,达到尺寸要求和垂直要求。
实习要求是我们做的小榔头是长50毫米的,所以我们需要做一个12*12的长方体。
3.划出4—R2倒角线并挫削加工达到图纸要求。
(左侧为全图右侧为单独图例)4.划线加工扁嘴部位,达到各形面连接圆滑、光洁、纹理齐正并与侧面垂直。
5.划腰孔和SR32球面加工线,钻Φ8孔。
6.按图纸要求挫削腰孔。
7.挫SR32球面,并保证总长100mm。
8.去毛刺,复核。
第二篇:工艺训练实验报告——榔头制作工艺工艺训练实验报告——榔头得制作工艺【训练目得】: :1、了解金属得特性,学习金属切削技能与工具得使用,体验工具与设备在制作过程中得作用.2、学习榔头得基本工艺知识、学习熟练使用各种设备得加工方法与技巧,熟悉榔头得制作过程并制作。
3、通过对方钢得加工,树立合理选用工具得意识,培养学生得合作精神与创造精神与动手能力,体会劳动得艰辛.【制作工具】】::钢锯、台虎钳、台钻、钢锉(大锉刀、中锉刀、小锉刀、半圆锉刀、小半圆锉刀、圆锉刀、油光锉)、钢板尺、直角钢尺、划针、铁锤、刷子、钢刷【工艺流程】: :一、榔头头得制作: :1、锯取方形钢块: 领取长260cm 得长方体45号钢,用钢锯将其从中间锯开,分成两段长 130cm得长方体钢条,取其中得一段。
注意:锯得时候要使锯出来得平面尽量平整,如果不平整得话,锉得时候会比较困难,费力又费时.锯得时候要掌握力度与技术姿势要标准。
2、锉平面:将据出得刚面用大锉刀锉平,锉得时候要注意使刚面尽量平衡,正确得姿势与方法使用锉刀。
教学过程
教学课题錾口榔头制作的工艺分析
项目教学环节师生活动
一、图纸识读
关于图纸识读的引导问题:
1、錾口(鸭嘴)榔头零件图包括哪几方面内容?
2、制作榔头的材料是什么?其含义是什么?
3、长、宽、高三个方向的基准是什么?
4、尺寸精度要求最高的是哪个尺寸?其公差是多少?
5、说说形位公差的含义?图中还有什么形位公差?
二、工艺分析
1、毛坯料与錾口(鸭嘴)榔头:
圆棒φ30×113 立体图:
2、制作思路的建立:
毛坯加工长方体加工榔头头部棱边加工腰形孔加工斜面倒角、倒圆抛光全面检测
3、工量具选择:
划线工具类:平板、V形铁、高度游标卡尺、划针、划规
加工工具类:锯弓、锯条、粗、细扁锉、三角锉、半圆锉、圆锉、什锦锉、台钻及附件、φ5mm、φ9.8mm钻头、锤子、錾子、样冲及辅助工具锉刀刷、毛刷等。
导入新课:
问题引导法
(学生回答)
图纸+PPT课件
运用形体分析法,讨论榔头的形成。
并建立制作思路。
讨论一:
学生自拟工量具方案。
学习任务三錾口榔头的制作学习目标1、能借助相关手册,查阅零件、刃具所用材料的牌号、用途、性能与分类属性。
2、能识读零件的轴测图和三视图,并表述出零件的形状、尺寸、表面粗糙度、公差等信息,指出各信息的意义。
3、能按照国家标准手工绘制零件的轴测图和三视图。
4、能合理选用并正确使用划线工具(划针、样冲)和辅具。
5、能规范使用钻床对孔进行加工,并能正确保养钻床。
6、能在老师指导下使用手锯按照划线轨迹圆料、方料进行锯割下料。
7、能规范使用打号字头在工件上打印记号。
8、能规范使用游标卡尺、刀口角尺、高度游标卡尺、粗糙度样板等两具。
9、能依据工艺卡按技术要求完成零件的加工。
10、能编制加工零件的热处理工艺。
11、能根据现场管理范围,清理场地,归置物品并按环保要求处理废弃物。
建议学时62学时学习任务描述我校需扩大钳工实训车间规模,要求钳工组在10天内按照生产任务单的要求完成30把錾口榔头的制作,并检验合格后交付钳加工车间使用。
学习工作流程学习活动1 接受工作任务,明确工作要求。
学习活动2 阅读工艺卡,明确加工步骤和方法学习活动3 制作錾口榔头并检验学习活动4 工作总结与评价学习活动1 接受工作任务,明确工作要求学习目标1、能按照规定领取工作任务。
2、能借助机械工人切削手册等,查阅錾口榔头所用的材料的牌号、用途、性能与分类属性。
3、能识读零件的轴测图和三视图,并说成錾口榔头的形状、尺寸、表面粗糙度、公差、材料等信息,指出各信息的意义。
建议学时 22学时学习过程按照规定从生产主管处领取生产任务单并签字确认。
完成如下项目:1、阅读生产任务单,明确工作任务錾口榔头生产任务单单号: 开单时间:开单部门:开单人:(1) 请根据生产任务单,明确零件名称、制作材料、零件数量和完成时间。
零件名称:錾口榔头;制作材料:45钢;零件数量:30件;完成时间:64学时;(2)查询资料或咨询老师,明确錾口榔头的用途。
答:錾口榔头是钳工不可少的工具,也使日常生活中常用的工具,同时也可以用于铆接和钣金加工等常用的工具。
1錾口榔头制作步骤
制作序号加工简图加工内容工具、量具、设
备
1.备料锯切φ32、长103
mm的45钢棒料
钢锯、钢尺
2.划线在φ32圆柱两端
面上划22×22加
工界线及中心线,
打上样冲眼划针盘(高度游标尺)、V型铁、直角尺、样冲、手锤
3.錾削錾削上下二面。
要
求錾削宽度不小于
20mm,平面度、直
线度1.5mm 扁錾、手锤、钢直尺
4.锯切锯切左右两对应
面。
要求锯痕整齐、
锯切宽度不小于,
平面应平直,对应
面平行,邻边垂直钢锯、钢直尺、直角尺
5.锉削锉削六个面。
要求粗、中平锉刀、
各面平直,对面平行,邻面垂直,断面成正方形,尺寸为20±,长度为100±钢直尺、刀口角尺、游标卡尺
6.划线按零件图尺寸,划
出全部加工界线划针、划针盘(高度游标尺)、划规、钢直尺、样冲、手锤
7.锉削锉削四个圆弧。
圆
弧半径符合图纸要
求,锉削四边斜角
平面达图要求,锉
削1×45°倒角圆锉刀、粗、中、细平锉刀
8.锯切锯切两斜面。
要求
锯痕平整钢锯、钢直尺、直角尺
9.锉削锉削大平面、两
R10圆弧、圆弧与
平面平整连接、平、半圆、圆锉刀、钢直尺、直角尺、半径规
10.钻孔用φ9mm麻花钻钻φ9mm麻花钻、。