接头形式与焊缝形式的区别
- 格式:doc
- 大小:20.00 KB
- 文档页数:2

焊接接头型式和焊缝符号焊接接头型式是指焊接部件表面的形状和连接方式,它主要用于确定焊接部件间的连接方式和焊接方法。
根据焊接接头的形状和焊缝的构造特点,焊接接头可分为多种类型,常见的有对接接头、角接接头、T型接头、横接接头和环接接头等。
对接接头是指两个焊件直接连接的接头,常用于连接平板、角铁等。
它的焊缝符号通常是一根粗直线,两端用箭头表示焊接方向。
角接接头是指两个焊件通过90°角连接的接头,常用于连接角铁、L型构件等。
它的焊缝符号通常是一根直线,中间有一个90°的弯曲箭头表示焊接方向。
T型接头是指一个焊件与另一个焊件相交而形成的接头,常用于连接角钢、T型钢等。
它的焊缝符号通常是一根直线和一条横线相交的形状,箭头表示焊接方向。
横接接头是指一个焊件横穿另一个焊件而形成的接头,常用于连接托板、横梁等。
它的焊缝符号通常是一根横向的直线和两条连接线垂直相交,箭头表示焊接方向。
环接接头是指一个环形焊件与另一个焊件相连接的接头,常用于连接管道、圆形构件等。
它的焊缝符号通常是一个闭合的曲线,箭头表示焊接方向。
总之,焊接接头型式和焊缝符号是进行焊接设计和焊接工艺规程编写的重要依据,合理选择和标示焊接接头类型和焊缝符号,对于确保焊接质量、提高焊接效率具有重要意义。
焊接接头型式和焊缝符号是焊接工程中非常重要的概念,它们的正确选择和标示对于保证焊接质量、提高焊接效率以及确保工程的安全性至关重要。
在焊接工程中,不同的焊接接头型式和焊缝符号适用于不同的工件和焊接需求。
下面我将详细介绍焊接接头的常见类型和相应的焊缝符号。
对接接头是最简单常见的一种焊接接头类型,它是指两个焊件直接连接的接头。
由于对接接头连接简单,所以它的焊缝符号通常是一根粗直线,两端用箭头表示焊接方向。
对接接头找的焊缝类型有角接缝、直接缝以及齐口缝等。
对接接头在工程中广泛应用于连接平板、角铁等。
角接接头是指两个焊件通过90°角连接的接头,常与对接接头联用,用于连接角铁、L型构件等。
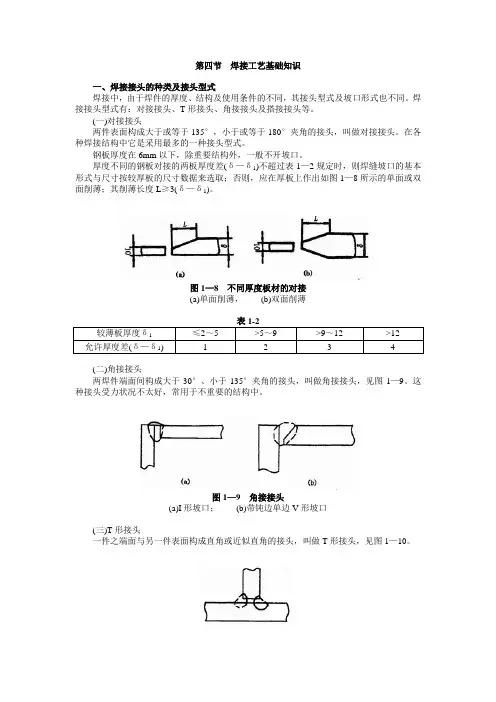
第四节焊接工艺基础知识一、焊接接头的种类及接头型式焊接中,由于焊件的厚度、结构及使用条件的不同,其接头型式及坡口形式也不同。
焊接接头型式有:对接接头、T形接头、角接接头及搭接接头等。
(一)对接接头两件表面构成大于或等于135°,小于或等于180°夹角的接头,叫做对接接头。
在各种焊接结构中它是采用最多的一种接头型式。
钢板厚度在6mm以下,除重要结构外,一般不开坡口。
厚度不同的钢板对接的两板厚度差(δ—δ1)不超过表1—2规定时,则焊缝坡口的基本形式与尺寸按较厚板的尺寸数据来选取;否则,应在厚板上作出如图1—8所示的单面或双面削薄;其削薄长度L≥3(δ—δ1)。
图1—8 不同厚度板材的对接(a)单面削薄,(b)双面削薄较薄板厚度δ1≤2~5 >5~9 >9~12 >12 允许厚度差(δ—δ1) 1 2 3 4(二)角接接头两焊件端面间构成大于30°、小于135°夹角的接头,叫做角接接头,见图1—9。
这种接头受力状况不太好,常用于不重要的结构中。
图1—9 角接接头(a)I形坡口;(b)带钝边单边V形坡口(三)T形接头一件之端面与另一件表面构成直角或近似直角的接头,叫做T形接头,见图1—10。
图1—10 T形接头(四)搭接接头两件部分重叠构成的接头叫搭接接头,见图1—11。
图1—11 搭接接头(a)I形坡口,(b)圆孔内塞焊;(c)长孔内角焊搭接接头根据其结构形式和对强度的要求,分为不开坡口、圆孔内塞焊和长孔内角焊三种形式,见图1—11。
I形坡口的搭接接头,一般用于厚度12mm以下的钢板,其重叠部分≥2(δ1+δ2),双面焊接。
这种接头用于不重要的结构中。
当遇到重叠部分的面积较大时,可根据板厚及强度要求,分别采用不同大小和数量的圆孔内塞焊或长孔内角焊的接头型式。
二、焊缝坡口的基本形式与尺寸(一)坡口形式根据坡口的形状,坡口分成I形(不开坡口)、V形、Y形、双Y形、U形、双U形、单边V形、双单边Y形、J形等各种坡口形式。
课题二:手工电弧焊教学前准备:1、安全教育规范2、焊接工具是否齐全3、电源线有无破损4、弧焊电源运转是否正常。
讲解时间示范时间练习时间30分钟10分钟300分钟讲解内容:手工电弧焊一、手工电弧焊1、手工电弧焊:手工电弧焊简称手弧焊,是利用手工操纵焊条进行焊接的电弧焊方法。
操作时焊条和焊件分别作为两个电极利用焊条与焊件之间产生的电弧热量来熔化焊接金属,冷却后形成焊缝。
2、焊接:通过加热或加压,或两者并用,用或不用填充材料,使焊件达到原子结合的一种加工方法。
3、焊接电弧:由焊接电源供给的具有一定电压的两电极间或电极与焊件间的气体介质中,产生强烈而持久的放电现象。
4、焊条:是由钢芯和药皮组成常用的直径有mm焊条牌号:E4303E:焊条43:字母后面的第一位和第二位数字表示熔敷金属抗拉强度的最小值为430兆帕0或1:第三位数字表示全位置焊接03:第三位和第四位表示药皮类型为钛钙,电源极性为交流或直流正反接。
5、焊钳:是用于夹持焊条进行焊接的工具二、平焊操作要领1、操作要点平焊的操作姿势;划擦引弧法; 直击引弧法2、焊前准备(1) 焊机选用交流弧焊机BX1—330或BX3—300或选用直流弧焊机ZXG—300型(2) 焊条E4303型或E5015型,直径为mm(3) 焊件采用低碳钢长*宽为150*150mm 板厚4~6mm焊条BX1-500弧焊电源交流弧焊机:BX1 动铁式BX3 动圈式直流弧焊机:ZX7 逆变式ZX5 可控硅式3、操作要领(1)平焊操作姿势平焊时一般采用蹲式操作,蹲姿要自然,两脚距离约240~260mm。
持焊钳的胳膊半伸开,要悬空无依托地操作。
平焊示意图(2)运条运条一般分三个基本动作1)沿焊条中心线向熔池递进2)沿焊接方向移动3)横向摆动三个动作不能机械的分开,应相互协调。
3、引弧方法1)划擦引弧法先将焊条末端对准焊件,然后像划火柴似的,使焊条在焊件表面划擦一下,提起2~3mm的高度引燃电弧。
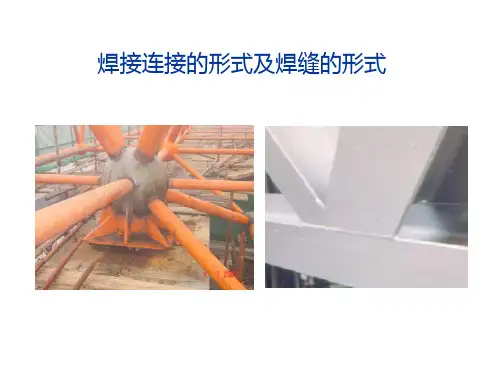
箱形构件焊缝的接头形式1. 简介在机械制造和建筑工程中,箱形构件是一种常见的结构元素,用于支撑和连接各种组件。
而焊缝作为连接箱形构件的一种常见方式,其接头形式有多种选择。
本文将详细介绍箱形构件焊缝的接头形式,包括直角焊缝、搭接焊缝、角焊缝和对接焊缝等。
2. 直角焊缝直角焊缝是一种常见的箱形构件接头形式。
它的特点是焊缝呈直角形状,适用于连接两个直角相交的构件。
直角焊缝通常采用角焊缝或对接焊缝的方式进行焊接。
2.1 角焊缝角焊缝是一种将两个构件的边缘焊接在一起的方式。
它可以分为内角焊缝和外角焊缝两种形式。
内角焊缝是将两个构件的内侧边缘焊接在一起,形成一个内部的直角连接。
它常用于箱形构件的内部连接,可以增加结构的稳定性和强度。
外角焊缝是将两个构件的外侧边缘焊接在一起,形成一个外部的直角连接。
它常用于箱形构件的外部连接,可以增加结构的美观性和稳定性。
2.2 对接焊缝对接焊缝是一种将两个构件的平面焊接在一起的方式。
它可以分为对接角焊缝和对接直焊缝两种形式。
对接角焊缝是将两个构件的边缘以一定的角度焊接在一起,形成一个斜角连接。
它常用于箱形构件的连接,可以增加结构的强度和稳定性。
对接直焊缝是将两个构件的边缘以直线形式焊接在一起,形成一个直角连接。
它常用于箱形构件的连接,可以增加结构的稳定性和耐久性。
3. 搭接焊缝搭接焊缝是一种将两个构件的边缘重叠在一起焊接的方式。
它可以分为单面搭接焊缝和双面搭接焊缝两种形式。
单面搭接焊缝是将两个构件的一侧边缘重叠在一起焊接,形成一个单面的连接。
它常用于箱形构件的连接,可以增加结构的强度和稳定性。
双面搭接焊缝是将两个构件的两侧边缘重叠在一起焊接,形成一个双面的连接。
它常用于箱形构件的连接,可以增加结构的稳定性和耐久性。
4. 其他接头形式除了直角焊缝和搭接焊缝,箱形构件的焊缝接头还可以采用其他形式,如角焊缝和T型焊缝等。
角焊缝是将两个构件的边缘以一定的角度焊接在一起,形成一个斜角连接。
焊缝连接的构造和计算1 .焊接接头形式和焊缝形式图6 -7 中已表示了焊缝连接最常用的三种接头形式,即对接接头、搭接接头和T 形接头。
除此之外,还有角形接头和十字形接头如图6 -10 所示,其中角形接头主要用于箱形截面的四角,十字形接头则可看成两个T 形接头。
对接焊缝和角焊缝是钢结构焊缝连接的两种主要焊缝形式。
由图6 -7 和图6 -10 可见,对接焊缝传力直接,焊缝受力明确,且基本不产生应力集中,构造也最简单,用料省。
但随着板厚的增加,为了能焊透焊缝和节省焊缝金属(即减少焊条消耗),对焊件的边缘需进行坡口加工(焊件板厚t > 10mm 时),而且对整个板材断料长度的精度有严格要求。
这些都给对接焊缝的应用带来一定的限制。
角焊缝连接的传力没有对接焊缝直接,受力也较复杂,不如对接焊缝明确,且较费料,但由于角焊缝连接不需对焊件边缘进行加工,对板件断料尺寸的精度要求也没有对接焊缝高,因而角焊缝在钢结构中的应用远多于对接焊缝。
2 .焊缝符号(或焊缝代号)在钢结构施工图纸上,焊缝的形式、尺寸、辅助要求等一律用焊缝符号表示。
有关焊缝符号及标注方法,可参阅国家标准《建筑结构制图标准》(GB / T 50105 -2001 ),以下仅作简单介绍。
焊缝符号由指引线和表示焊缝截面形状的基本符号组成,必要时还可加上辅助符号、补充符号和焊缝尺寸符号。
( 1 )指引线一般由带有箭头的指引线(简称箭头线)和一条基准线组成,均为细线如图6-11所示。
为引线的方便,允许箭头线弯折一次。
图6 -11中(b )和(e)图的表示方法是相同的,都代表(a )图所示V 形对接焊缝。
(2 )基本符号用以表示焊缝的形状,今摘录钢结构中常用的一些基本符号如表6 -2 所示。
基本符号与基准线的相对位置是:1 )如果焊缝在接头的箭头侧,基本符号应标在基准线的上方。
2 )如果焊缝在接头的非箭头侧,基本符号应标在基准线的下方。
3 )当为单面的对接焊缝如V 形焊缝、U 形焊缝,则箭头线应指向有坡口一侧如图6 -11 所示。
详谈焊接接头和焊缝区别以及种类和形式焊接接头和焊缝是焊接技术中最基础的两个专业术语,好多时候我们可能分不清两者的区别,实际上焊接接头和焊缝是两种不同的概念。
焊接接头:是指两个或两个以上零件用焊接方法连接的接头,焊接接头由焊缝金属、熔合区、热影响区和母材金属所组成。
焊缝:是利用焊接热源的高温,将焊材和接缝处的金属熔化连接而成的缝。
可见焊缝只是焊接接头的一部分。
焊接接头形式和焊缝形式也是不同的,对接焊缝连接的不一定都是对接接头,可能是角接接头;角焊缝连接的不一定都是角接头,可能是T型接头。
焊接接头形式不同,连接它们的焊缝形式是可以相同的,同一种焊缝形式也可以是不同的焊接接头。
焊接中,由于焊件的厚度、结构及使用条件的不同,其接头型式及焊缝形式也不同。
下面我们来分别介绍焊接接头和焊缝的种类及形式。
一、焊接接头1、焊接接头种类根据接头构造形式不同,焊接接头主要有:对接接头、T形接头、角接接头及搭接接头等,基本覆盖了接头的种类。
部分教材分为:对接接头、T形接头、十字接头、搭接接头、盖板接头、套管接头、塞焊接头、角焊接头、卷边接头和端接接头等10种类型。
盖板接头、套管接头、塞焊接头实质上是搭接接头的变形,而不同的卷边接头可分属于对接接头、角接接头和端接接头。
2、焊接接头特点1)对接接头对接接头:两件表面构成大于或等于135°,小于或等于180°夹角的接头。
对接接头是各种焊接结构中它是采用最多的一种接头型式。
对接接头对于对接接头,钢板厚度在6 mm以下,除重要结构,一般可以不开坡口。
厚度不同的钢板对接时要考虑两板厚度差,不超过规定(可查手册)时,则焊缝基本形式与尺寸按厚板尺寸来选取;否则,应在厚板上作出单面或双面削薄,其削薄长度L≥3倍板厚差。
2)角接接头角接接头:两焊件端面间构成大于30°、小于135°夹角的接头。
角接接头,接头受力状况不太好,常用于不重要的结构中。
角接接头3)T形接头T形接头:一焊件的端面与另一件表面构成直角或近似直角的接头。
接头形式与焊缝形式的区别
1、焊接接头型式主要有对接接头、T形接头、角接接头、搭接接头4种,其次还有十字接头、卷边接头、端接接头、锁底接头、
套管接头等。
对接接头:两焊件表面构成大于或等于135º,小于或等于180º
夹角的接头,称为对接接头
角接接头:两焊件端部构成大于30º、小于135º夹角的接头,
为角接接头
2、焊件经焊接后所形成的结合部分,即填充金属与熔化的母材凝固后形成的区域,称为焊缝。
.焊缝型式分为对接焊缝(坡口
焊缝)和角焊缝。
对接焊缝:在焊件的坡口面间或一焊件的坡口面与另一焊件端(表)面间焊接的焊缝,称为对接焊缝,(ASME法规称坡口
焊缝)。
角焊缝:两焊件结合面构成直交或接近直交所焊接的焊缝,称
为角焊缝
如果一个焊接接头即有对接焊缝,又有角焊缝,这样的焊缝称为
组合焊缝
对接接头的焊缝形式可以是对接焊缝,也可以是角焊缝或组合焊
缝,但以对接焊缝居多。
有的对接接头的焊缝形式是角焊缝,有的角接接头的焊缝形式是对接焊缝(详见GB/T3375-94标准)。