焊接接头形式和焊缝形式
- 格式:ppt
- 大小:1.40 MB
- 文档页数:19
《电焊工》第四章运条训练教案任课教师:胡国宁教学环节与时间分配教学内容师生活动设计意图导入新课(3分钟)讲授新课(10分钟)巩固练习(17分钟)归纳小结(5分钟)作业安排(5分钟)讲:焊接接头是连接构件的基础,焊接接头的好坏会影响构件的强度。
展示常见的焊接接头。
一、焊接接头形式教师讲解:用焊接方法连接的接头称为焊接接头(简称接头),焊接接头包括焊缝、熔合区和热影响区。
由于焊件的结构形状、厚度及技术要求不同,其焊接接头的形式及坡口形式也不相同。
常用的坡口形式有I形坡口、V形坡口、X形坡口和U形坡口。
对各种接头的介绍:实物展示1.对接接头两焊件端面相对平行的接头称为对接接头,见图4-1。
对接接头是各种焊接结构中采用最多的一种接头形式。
有两种形式:(1)不开坡口的对接接头(I形坡口的对接接头)钢板厚度在6mm以下的焊件,一般不开坡口,为使焊接时达到一定的熔透深度,留有1~2 mm的根部间隙。
(2)开坡口的对接接头开坡口的主要目的是保证接头根部焊透,以便于清除熔渣,获得优质的焊接接头,而且坡口还可以调节焊缝的熔合比(即母材金属在焊缝中占的比例)。
2.T形接头讲解定义:一焊件之端面与另一焊件表面构成直角或近似直角的接头,称为T形接头。
教师展示焊接接头构件,学生专心听讲。
教师实物展示,演示。
学生实操。
引入新课,培养学习兴趣。
3.角接接头讲解定义:两焊件端面间构成大于30小于135夹角的接头,如图4-3所示。
4.搭接接头讲:两焊件部分重叠构成的接头称为搭搓接头如图4-4所示。
二、坡口的选择原则讲:坡口的选择有什么要求?考虑那方面的因素?⑴保证焊件焊透;⑵坡口的形状容易加工;⑶尽可能节省焊接材料,提高生产率;⑷焊接后焊件变形尽可能小。
三、焊缝形式讲解:焊缝是构成焊接接头的主体部分,焊缝按不同的分类方法可有以下几种划分:1.按焊缝的空间位置分类,有平焊缝、立焊缝、横焊缝及仰焊缝四种形式。
2.按焊缝的结构形式分类,有对接焊缝、角焊缝及塞焊缝三种形式。
详谈焊接接头和焊缝区别以及种类和形式焊接接头和焊缝是焊接技术中最基础的两个专业术语,好多时候我们可能分不清两者的区别,实际上焊接接头和焊缝是两种不同的概念。
焊接接头:是指两个或两个以上零件用焊接方法连接的接头,焊接接头由焊缝金属、熔合区、热影响区和母材金属所组成。
焊缝:是利用焊接热源的高温,将焊材和接缝处的金属熔化连接而成的缝。
可见焊缝只是焊接接头的一部分。
焊接接头形式和焊缝形式也是不同的,对接焊缝连接的不一定都是对接接头,可能是角接接头;角焊缝连接的不一定都是角接头,可能是T型接头。
焊接接头形式不同,连接它们的焊缝形式是可以相同的,同一种焊缝形式也可以是不同的焊接接头。
焊接中,由于焊件的厚度、结构及使用条件的不同,其接头型式及焊缝形式也不同。
下面我们来分别介绍焊接接头和焊缝的种类及形式。
一、焊接接头1、焊接接头种类根据接头构造形式不同,焊接接头主要有:对接接头、T形接头、角接接头及搭接接头等,基本覆盖了接头的种类。
部分教材分为:对接接头、T形接头、十字接头、搭接接头、盖板接头、套管接头、塞焊接头、角焊接头、卷边接头和端接接头等10种类型。
盖板接头、套管接头、塞焊接头实质上是搭接接头的变形,而不同的卷边接头可分属于对接接头、角接接头和端接接头。
2、焊接接头特点1)对接接头对接接头:两件表面构成大于或等于135°,小于或等于180°夹角的接头。
对接接头是各种焊接结构中它是采用最多的一种接头型式。
对接接头对于对接接头,钢板厚度在6 mm以下,除重要结构,一般可以不开坡口。
厚度不同的钢板对接时要考虑两板厚度差,不超过规定(可查手册)时,则焊缝基本形式与尺寸按厚板尺寸来选取;否则,应在厚板上作出单面或双面削薄,其削薄长度L≥3倍板厚差。
2)角接接头角接接头:两焊件端面间构成大于30°、小于135°夹角的接头。
角接接头,接头受力状况不太好,常用于不重要的结构中。
角接接头3)T形接头T形接头:一焊件的端面与另一件表面构成直角或近似直角的接头。
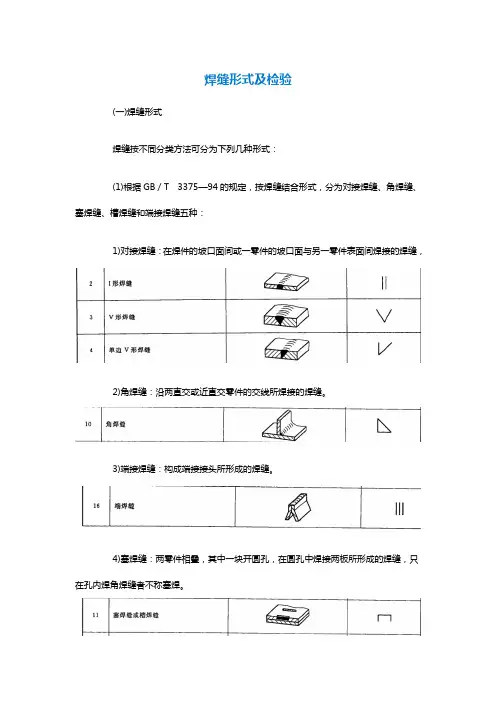
焊缝形式及检验(一)焊缝形式焊缝按不同分类方法可分为下列几种形式:(1)根据GB/T 3375—94的规定,按焊缝结合形式,分为对接焊缝、角焊缝、塞焊缝、槽焊缝和端接焊缝五种:1)对接焊缝:在焊件的坡口面间或一零件的坡口面与另一零件表面间焊接的焊缝,2)角焊缝:沿两直交或近直交零件的交线所焊接的焊缝。
3)端接焊缝:构成端接接头所形成的焊缝。
4)塞焊缝:两零件相叠,其中一块开圆孔,在圆孔中焊接两板所形成的焊缝,只在孔内焊角焊缝者不称塞焊。
5)槽焊缝:两板相叠,其中一块开长孔,在长孔中焊接两板的焊缝,只焊角焊缝者不称槽焊。
(2)按施焊时焊缝在空间所处位置分为平焊缝、立焊缝、横焊缝及仰焊缝四种形式。
(3)按焊缝断续情况分为连续焊缝和断续焊缝两种形式。
断续焊缝又分为交错式和并列式两种(图1—16),焊缝尺寸除注明焊脚K外,还注明断续焊缝中每一段焊缝的长度l和间距e,并以符号“Z”表示交错式焊缝。
图1—16 断续角焊缝(a)交错式(b)并列式(4)焊接方法(二)焊缝的形状尺寸焊缝的形状用一系列几何尺寸来表示,不同形式的焊缝,其形状参数也不一样。
熔焊接头的组成经熔焊所形成的各种接头都是由焊缝、熔合区、热影响区及其邻近的母材组成,见下图。
(1)焊缝(2)熔合线(3)热影响区(4)母材焊缝起着连接金属和传递力的作用,它是焊接过程中由填充金属和部分母材熔合后疑固而成,其性能决定于两者熔合后成分和组织。
热影响区是母材受焊接热的影响(但未熔化)而发生金相组织和力学性能变化的区域。
焊后热影响区上有可能产生脆化、硬化和软化的不利现象。
焊缝各部分名称1.焊缝宽度焊缝表面与母材的交界处叫焊趾。
焊缝表面两焊趾之间的距离叫焊缝宽度,如图1—17。
图1—17焊缝宽度2.余高超出母材表面焊趾连线上面的那部分焊缝金属的最大高度叫余高,见图1—18。
在静载下它有一定的加强作用,所以它又叫加强高。
但在动载或交变载荷下,它非但不起加强作用,反而因焊趾处应力集中易于促使脆断。

焊接接头的形式及示意图焊接接头共有五种形式,对接,角接,T形,搭接和端接接头。
如图4.2所示,这五种基本接头形式都有一定的焊缝和焊缝符号与之对应。
根据不同的接头设计,每种接头形式又形成各种不同的焊缝,并且这些焊缝与每种接头形式很接近。
接头设计确定了其形状,尺寸和结构。
在图4.1的AWS A3.0 (1994 版) 标准术语和定义中增加了卷边接头和铰接焊接接头。
图4.3,卷边接头是五种基本接头形式中的一种,其形成的焊缝接头中至少要有一组成件是卷边形状。
铰接焊接接头是“有另一工件跨越对接接头并分别焊接在要被连接的工件上”(见图4.4)。
图4.1-AWS A3.0,标准焊接术语及定义形成一个接头的每个工件叫焊接件(或焊件),并分为三类,对接焊件,非对接焊件,铰接焊件。
图4.4和4.5对每种焊件都有描述。
对接焊件是用一个对接件防止另一焊接件沿垂直壁厚方向移动。
例如,对接接头的两个焊件都是对接焊件,T型接头或角接接头中的一个焊接件就是对接焊件。
非对接焊件就是一接头焊件可沿垂直其壁厚方向任意移动。
例如,搭接接头的两个焊件都是非对接焊件,T型接头或角接接头中的一个焊件就是非对接焊件。
铰接焊件就是跨在对接接头上的工件。
图4.4中给出了两个实例,用于连接对接接头的铰接。
焊缝的形式是用接头的几何形状来表示的。
接头的几何形状就是焊前的截面尺寸及形状。
从截面方向上看一接头时,每个焊件的端部形状常常与其焊缝形式及符号相似。
图4.6给出了用于焊接制造中焊缝常见的端部形状。
从图4.7到4.11提供的截面图中可发现焊缝符号与各种端部形状组合之间的关系。
各种不同端部形状的组合也形成了各种不同的接头形状,即形成了如图4.2所示的五种基本接头形式的各种情况。
其它的一些焊缝形式和坡口设计可用它们的结构或者成形的形状来表示,这些形状包括端部的形状或是表面制备的形状。
图4.4——铰接对接接头焊接接头部件接头型式确定后,有必要描述所要求的接头设计。
箱形构件焊缝的接头形式1. 简介在机械制造和建筑工程中,箱形构件是一种常见的结构元素,用于支撑和连接各种组件。
而焊缝作为连接箱形构件的一种常见方式,其接头形式有多种选择。
本文将详细介绍箱形构件焊缝的接头形式,包括直角焊缝、搭接焊缝、角焊缝和对接焊缝等。
2. 直角焊缝直角焊缝是一种常见的箱形构件接头形式。
它的特点是焊缝呈直角形状,适用于连接两个直角相交的构件。
直角焊缝通常采用角焊缝或对接焊缝的方式进行焊接。
2.1 角焊缝角焊缝是一种将两个构件的边缘焊接在一起的方式。
它可以分为内角焊缝和外角焊缝两种形式。
内角焊缝是将两个构件的内侧边缘焊接在一起,形成一个内部的直角连接。
它常用于箱形构件的内部连接,可以增加结构的稳定性和强度。
外角焊缝是将两个构件的外侧边缘焊接在一起,形成一个外部的直角连接。
它常用于箱形构件的外部连接,可以增加结构的美观性和稳定性。
2.2 对接焊缝对接焊缝是一种将两个构件的平面焊接在一起的方式。
它可以分为对接角焊缝和对接直焊缝两种形式。
对接角焊缝是将两个构件的边缘以一定的角度焊接在一起,形成一个斜角连接。
它常用于箱形构件的连接,可以增加结构的强度和稳定性。
对接直焊缝是将两个构件的边缘以直线形式焊接在一起,形成一个直角连接。
它常用于箱形构件的连接,可以增加结构的稳定性和耐久性。
3. 搭接焊缝搭接焊缝是一种将两个构件的边缘重叠在一起焊接的方式。
它可以分为单面搭接焊缝和双面搭接焊缝两种形式。
单面搭接焊缝是将两个构件的一侧边缘重叠在一起焊接,形成一个单面的连接。
它常用于箱形构件的连接,可以增加结构的强度和稳定性。
双面搭接焊缝是将两个构件的两侧边缘重叠在一起焊接,形成一个双面的连接。
它常用于箱形构件的连接,可以增加结构的稳定性和耐久性。
4. 其他接头形式除了直角焊缝和搭接焊缝,箱形构件的焊缝接头还可以采用其他形式,如角焊缝和T型焊缝等。
角焊缝是将两个构件的边缘以一定的角度焊接在一起,形成一个斜角连接。
焊缝接头形式国标
摘要:
一、焊缝接头形式的定义
二、国标中焊缝接头形式的规定
三、不同焊缝接头形式的特点与应用
四、国标对焊缝接头形式的要求及意义
正文:
焊缝接头形式是指在焊接过程中,连接两个或多个工件的接头形式。
根据我国国家标准,焊缝接头形式主要分为对接接头、角接接头、T 形接头、搭接接头、槽接接头等。
这些接头形式在各种焊接工艺中都有广泛的应用。
国标中对焊缝接头形式的规定主要包括接头形式的选择、焊接方法、焊接材料、焊接工艺参数等方面。
在实际应用中,焊缝接头形式的选择应根据工件的结构、使用条件、焊接方法及操作工艺等因素来确定,以确保焊接接头的强度、密封性及美观性。
不同焊缝接头形式的特点与应用如下:
1.对接接头:适用于两工件平行且厚度相同的接头,特点是简单、操作方便,广泛应用于各种焊接方法。
2.角接接头:适用于两工件的夹角连接,特点是可承受较大的剪切力,应用于建筑、船舶等行业。
3.T 形接头:适用于一工件为另一工件的支承结构,特点是承载能力较大,应用于桥梁、压力容器等行业。
4.搭接接头:适用于较厚工件的连接,特点是节省材料,应用于锅炉、压力容器等行业。
5.槽接接头:适用于两工件的槽形连接,特点是密封性好,应用于汽车、摩托车等行业。
我国国家标准对焊缝接头形式的要求及意义主要体现在确保焊接接头的质量、安全及可靠性。
遵循国标规定,可以降低焊接缺陷、裂纹等质量问题的发生,提高焊接结构的承载能力、使用寿命及安全性能。
焊接接头常用的形式和尺寸焊接接头是将金属材料通过熔化热能进行连接的方法之一、它常用于各种工业中,如汽车制造、船舶建造、桥梁建设等。
焊接接头的形式和尺寸因应用需求和材料种类而有所差异。
本文将详细介绍焊接接头的常见形式和尺寸。
1. 对接接头(Butt joint)对接接头是最常用的焊接接头形式之一,用于连接两个相邻部件的边缘。
对接接头的尺寸常见有以下几种:-单面焊缝:只在一侧进行焊接,另一侧是未熔化的材料;-双面焊缝:两侧都进行焊接,形成一条连续的焊缝;-V型坡口:焊接前将接头两侧倾斜,形成一个V型坡口,用于增加焊缝深度;-U型坡口:焊接前将接头两侧倾斜,形成一个U型坡口,与V型坡口类似但不如V型深。
2. 搭接接头(Overlap joint)搭接接头是将两个部件的边缘部分重叠并焊接在一起,形成一个连接。
常见的搭接接头尺寸有:-等高搭接:搭接长度与焊缝宽度相等;-不等高搭接:搭接长度与焊缝宽度不相等,常用于增强连接强度;-T形搭接:一侧的边缘部分与另一侧焊接,形成一个T形搭接。
3. 角接头(Corner joint)角接头是将两个部件的边缘保持90度角并进行焊接的接头。
常见的角接头尺寸有:-L型角接头:两个部件呈L型连接;-T型角接头:两个部件呈T型连接;-V型角接头:两个部件呈V型连接;-X型角接头:两个部件呈X型连接。
4. 焊接环(Welding ring)焊接环是一种环形接头,将两个或多个部件的端面连接在一起。
常见的焊接环尺寸有:-圆环焊接:将两个部件的端面呈圆环形焊接;-方环焊接:将两个部件的端面呈方形环形焊接;-不规则环焊接:将两个部件的端面呈不规则环形焊接,根据实际需要进行设计。
此外,还有一些特殊形式的焊接接头,如T接头、搭接对接接头等,在此不一一列举。
需要注意的是,在实际应用中,焊接接头的尺寸设计需要充分考虑所连接部件的强度要求、应力分布、操作工艺和焊接机器的设定等因素。
因此,在具体的焊接工程中,需根据实际情况进行设计和选择适当的焊接接头尺寸。
接头形式与焊缝形式的区别1、焊接接头型式主要有对接接头、T形接头、角接接头、搭接接头4种,其次还有十字接头、卷边接头、端接接头、锁底接头、套管接头等。
对接接头:两焊件表面构成大于或等于135º,小于或等于180º夹角的接头,称为对接接头角接接头:两焊件端部构成大于30º、小于135º夹角的接头,为角接接头2、焊件经焊接后所形成的结合部分,即填充金属与熔化的母材凝固后形成的区域,称为焊缝。
.
焊缝型式分为对接焊缝(坡口焊缝)和角焊缝。
对接焊缝:在焊件的坡口面间或一焊件的坡口面与另一焊件端(表)面间焊接的焊缝,称为对接焊缝,(ASME 法规称坡口焊缝)。
角焊缝:两焊件结合面构成直交或接近直交所焊接的焊缝,称为角焊缝如果一个焊接接头即有对接焊缝,又有角焊缝,这样的焊缝称为组合焊缝对接接头的焊缝形式可以是对接焊缝,也可以是角焊缝或组合焊缝,但以对接焊缝居多。
有的对接接头的焊缝形式是角焊缝,有的角接接头的焊缝形式是对接焊缝(详见GB/T3375-94标准)。