焊接接头和焊缝形式73631
- 格式:ppt
- 大小:3.20 MB
- 文档页数:67
焊接工艺的焊接接头的焊缝形态评定标准焊接工艺中,焊接接头的焊缝形态评定标准对于保证焊缝质量和焊接强度至关重要。
焊缝形态评定标准主要涵盖焊缝的外形、尺寸和缺陷等方面。
本文将介绍一些常见的焊缝形态评定标准,以及在实际焊接中的应用。
一、焊缝形态评定标准的分类根据应用领域和焊接材料的不同,焊缝形态评定标准可以分为多个分类。
常见的分类包括:1. 焊接接头的外观要求:主要涉及焊缝的几何形状、表面光洁度和外观质量等指标;2. 焊缝尺寸要求:主要包括焊缝的宽度、高度、深度等尺寸指标;3. 焊缝缺陷评定标准:主要评定焊缝中的各类缺陷,如焊缝夹杂、气孔、裂纹等。
二、焊缝形态评定标准的应用1. 焊接接头的外观要求对于一些外观要求较高的焊接接头,如压力容器、管道等,常常需要满足一定的外观质量要求。
例如,焊缝的外形应平直,无明显的凸起或凹陷;焊缝表面应光滑,无明显的裂纹、气孔和夹渣等缺陷;焊缝表面允许有一定的氧化皮或焊渣残留,但不得影响焊缝的质量。
2. 焊缝尺寸要求焊缝的尺寸直接影响着焊接接头的强度和密封性能。
通常情况下,焊缝的尺寸应符合设计要求,不能过宽或过窄。
焊缝宽度的测量通常是在焊缝两侧的最宽处进行,需满足设计规定的最小和最大要求。
焊缝高度和深度的测量则需要使用专用工具进行,以确保焊缝尺寸的准确性。
3. 焊缝缺陷评定标准焊接中常常会出现各种缺陷,如焊缝夹杂、气孔、裂纹等。
为了保证焊接接头的质量,焊缝缺陷的评定和分类是必不可少的。
常见的焊缝缺陷评定标准包括焊缝质量等级标准、焊缝缺陷的分类和程度等。
通过对焊缝缺陷进行评定,可以及时发现和解决焊接中存在的问题,提高焊接接头的质量。
三、焊缝形态评定标准的重要性焊缝形态评定标准的制定和执行对于保证焊接接头的质量和安全至关重要。
首先,焊接接头的外观要求可以直观地反映出焊缝的质量和工艺水平,可以避免一些视觉上的缺陷,提高焊接接头的美观性。
其次,焊缝尺寸评定标准可以保证焊缝的尺寸符合设计要求,确保焊接接头的强度和密封性能。
详谈焊接接头和焊缝区别以及种类和形式焊接接头和焊缝是焊接技术中最基础的两个专业术语,好多时候我们可能分不清两者的区别,实际上焊接接头和焊缝是两种不同的概念。
焊接接头:是指两个或两个以上零件用焊接方法连接的接头,焊接接头由焊缝金属、熔合区、热影响区和母材金属所组成。
焊缝:是利用焊接热源的高温,将焊材和接缝处的金属熔化连接而成的缝。
可见焊缝只是焊接接头的一部分。
焊接接头形式和焊缝形式也是不同的,对接焊缝连接的不一定都是对接接头,可能是角接接头;角焊缝连接的不一定都是角接头,可能是T型接头。
焊接接头形式不同,连接它们的焊缝形式是可以相同的,同一种焊缝形式也可以是不同的焊接接头。
焊接中,由于焊件的厚度、结构及使用条件的不同,其接头型式及焊缝形式也不同。
下面我们来分别介绍焊接接头和焊缝的种类及形式。
一、焊接接头1、焊接接头种类根据接头构造形式不同,焊接接头主要有:对接接头、T形接头、角接接头及搭接接头等,基本覆盖了接头的种类。
部分教材分为:对接接头、T形接头、十字接头、搭接接头、盖板接头、套管接头、塞焊接头、角焊接头、卷边接头和端接接头等10种类型。
盖板接头、套管接头、塞焊接头实质上是搭接接头的变形,而不同的卷边接头可分属于对接接头、角接接头和端接接头。
2、焊接接头特点1)对接接头对接接头:两件表面构成大于或等于135°,小于或等于180°夹角的接头。
对接接头是各种焊接结构中它是采用最多的一种接头型式。
对接接头对于对接接头,钢板厚度在6 mm以下,除重要结构,一般可以不开坡口。
厚度不同的钢板对接时要考虑两板厚度差,不超过规定(可查手册)时,则焊缝基本形式与尺寸按厚板尺寸来选取;否则,应在厚板上作出单面或双面削薄,其削薄长度L≥3倍板厚差。
2)角接接头角接接头:两焊件端面间构成大于30°、小于135°夹角的接头。
角接接头,接头受力状况不太好,常用于不重要的结构中。
角接接头3)T形接头T形接头:一焊件的端面与另一件表面构成直角或近似直角的接头。
焊缝接头形式国标摘要:一、前言二、焊缝接头形式的定义三、国标中焊缝接头形式的分类1.对接接头2.T 型接头3.Y 型接头4.角接接头5.槽接接头6.塞接接头四、各种焊缝接头形式的特点与应用1.对接接头2.T 型接头3.Y 型接头4.角接接头5.槽接接头6.塞接接头五、国标在焊缝接头形式选择上的指导意义六、结语正文:一、前言焊缝接头形式在焊接工艺中占有举足轻重的地位,合理的焊缝接头形式选择能够保证焊接质量,提高结构安全性能。
我国针对焊缝接头形式制定了相应的国家标准,以规范焊接工程的设计与施工。
本文将对焊缝接头形式国标进行介绍和分析。
二、焊缝接头形式的定义焊缝接头形式是指在焊接过程中,焊缝与被连接零件的连接方式。
焊缝接头形式的选择主要根据工程设计要求、构件材料、焊接方法及工艺等因素确定。
三、国标中焊缝接头形式的分类我国针对焊缝接头形式制定了GB/T 13751-2008《焊接接头分类》标准,将焊缝接头形式分为六类:1.对接接头:指两个被连接零件的端面直接对接焊接的接头。
对接接头适用于各种材料和厚度的连接,具有工艺简单、应力集中较小等优点。
2.T 型接头:指一个零件的端面呈T 型与另一个零件的端面相接的接头。
T 型接头适用于较薄的板材连接,具有较强的抗弯性能。
3.Y 型接头:指一个零件的端面呈Y 型与另一个零件的端面相接的接头。
Y 型接头适用于高压管道、容器等结构,具有较好的密封性能。
4.角接接头:指两个被连接零件的端面呈直角相接的接头。
角接接头适用于厚板焊接,具有较高的连接强度。
5.槽接接头:指一个零件的端面呈槽形与另一个零件的端面相接的接头。
槽接接头适用于异种材料连接,具有较好的结合性能。
6.塞接接头:指一个零件的端面呈塞形与另一个零件的端面相接的接头。
塞接接头适用于连接有特殊要求的零件,具有较强的密封性能。
四、各种焊缝接头形式的特点与应用各种焊缝接头形式均有其特点和适用范围,具体选择应结合工程实际需求,充分考虑焊接工艺、构件材料、焊接方法等因素,确保焊接质量。
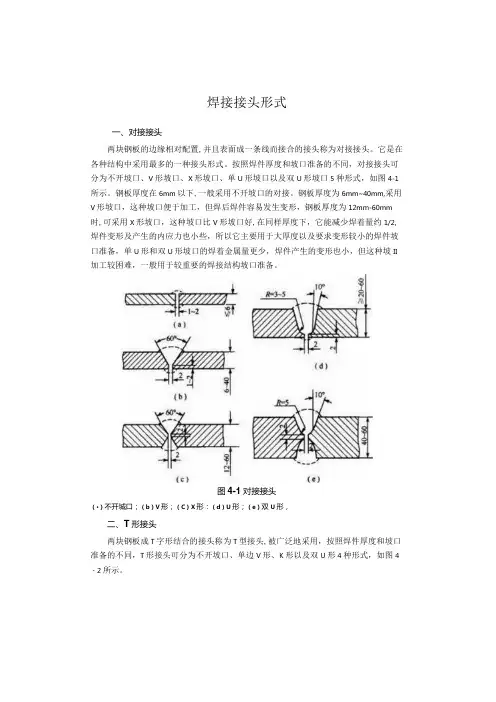
焊接接头形式一、对接接头两块钢板的边缘相对配置,并且表面成一条线而接合的接头称为对接接头。
它是在各种结构中采用最多的一种接头形式。
按照焊件厚度和坡口准备的不同,对接接头可分为不开坡口、V形坡口、X形坡口、单U形坡口以及双U形坡口5种形式,如图4-1所示。
钢板厚度在6mm以下,一般采用不开坡口的对接。
钢板厚度为6mm~40mm,采用V形坡口,这种坡口便于加工,但焊后焊件容易发生变形,钢板厚度为12mm-60mm 时,可采用X形坡口,这种坡口比V形坡口好,在同样厚度下,它能减少焊着量约1/2,焊件变形及产生的内应力也小些,所以它主要用于大厚度以及要求变形较小的焊件坡口准备,单U形和双U形坡口的焊着金属量更少,焊件产生的变形也小,但这种坡II 加工较困难,一般用于较重要的焊接结构坡口准备。
图4-1对接接头(•)不开城口;(b)V形;(C)X形:(d)U形;(e)双U形,二、T形接头两块钢板成T字形结合的接头称为T型接头,被广泛地采用,按照焊件厚度和坡口准备的不同,T形接头可分为不开坡口、单边V形、K形以及双U形4种形式,如图4・2所示。
图4-2T形接头(•)不开■口I(b)∙边VJth(c)K^:(d)φlllB eT形接头作为一般联系焊缝,钢板厚度在2mm-30mm时,可采用不开坡口,它不需要较精确的坡口准备。
若T形接头的焊缝要求承受载荷,则应按照钢板厚度和对结构强度的要求,可分别选用单边V形、K形或双U形等坡口形式。
三、角接接头两块钢板成直角或某一角度,而在板的顶端边缘上焊接的接头称为角接接头。
它一般用于不重要结构的焊件。
同样根据焊件厚度和坡口准备的不同,角接接头可分为不开坡口、单边V形、V形以及K形4种形式,如图4-3所示,但在一般结构中较少采用。
图4-3角接接头C)不开■口I(b)・边V形[(c)VMι(d)KM.四、搭接接头两块钢板相叠而在顶端边缘以及采用塞焊进行焊接的接头称为搭接接头,根据结构形式和对强度的要求不同,搭接接头可分为不开坡口、圆孔内塞焊以及长孔内角焊3种形式,如图4-4所示,不开坡口的搭接接头,一般用于12mm以下钢板,其重叠部分为3倍~5倍板厚,并采用双面焊接,这种接头强度较差,故较少采用。
关于焊接接头的介绍焊接接头是指两个或两个以上零件要用焊接组合的接点。
或指两个或两个以上零件用焊接方法连接的接头,包括焊缝、熔合区和热影响区。
一、焊接接头的形式焊接接头的形式一般按照被焊接两金属件的相互结构位置来分类。
主要有以下四种:对接接头、T型接头、角接接头和搭接接头。
1、对接接头是最常见最合理的接头形式。
两焊件面相对平行的接头称为对接接头,是现在焊接结构中采用最多的一种接头形式。
根据焊件厚度、焊接方法和坡口准备等条件,对接接头可分为不开坡口的对接接头和开坡口的对接接头两种。
(1)不开坡口的对接接头当钢板厚度在6mm以下时,一般可不开坡口,只留有1-2mm的装配间隙。
但这并不是绝对的,在重要的焊接结构中,当工件厚度大于3mm时,即要求开坡口。
(2)开坡口的对接接头开坡口就是用机械,火焰或电弧等方法将焊接处加工成一定的几何形状(坡口)再进行焊接的接头。
开坡口的目的是为了保证电弧能伸到接头根部,使接头根部焊透和便于清除熔渣,获得良好的焊缝成形。
而且坡口能起到调节焊缝金属中母材和填充金属比例的作用。
钝边(焊件开坡口时,沿焊件厚度方向留有端面部分)是为了保证接头根部焊透。
● V形坡口钢板厚度超过7mm时,一般采用V形坡口。
V形坡口的形式有:不带钝边的V形坡口,带钝边的V形坡口,单边钝边V形坡口及单边坡口4种。
V形坡口的特点是加工容易,但焊后角变形较大。
● Χ形坡口钢板厚度超过12mm时要采用Χ形坡口,也称为双面V形超口,Χ形坡口与V形坡口相比较能减少焊着金属量约1/2。
焊后变形和产生的内应力也较小,因此,这种坡口多用于大厚度及要求控制焊接变形量的结构中。
● U形坡口U形坡口有单面,单边U形坡口、双面U形坡口之分。
U形坡口当钢板最度为20—60mm时,采用单边U形坡口。
当板厚度为40—60mm时,采用双面U形坡口。
U形坡口的特点是填充金属量少,焊件变形小,焊缝金属中母材金属占的比例也小,但这种坡口加工较难,一般应用在较重要的焊接结构中。
常见的焊接接头的型式和坡口作用与形式焊接接头是用于连接两个或多个金属部件的一种常见连接方式,它具有强度高、连接稳固、工艺简单等优点。
常见的焊接接头型式有以下几种:1.直角接头直角接头是将两个金属部件以90度的直角连接在一起的接头。
这种接头常见于焊接构件中,并且通常需要进行角焊缝的焊接。
2.T型接头T型接头是将一个金属部件与另一个金属部件以T字形连接在一起的接头。
这种接头常见于板材、管道的交叉连接处,需要进行横焊缝和纵焊缝的焊接。
3.矩形接头矩形接头是将两个金属部件以矩形形状连接在一起的接头。
这种接头通常需要进行多道焊缝的焊接,以增强连接的稳定性。
4.焊缝接头焊缝接头是将两个或多个金属部件通过焊接焊缝连接在一起的接头。
焊缝接头常见于各种焊装结构中,分为横径焊缝和纵径焊缝。
5.管接头管接头是将两个金属管道通过焊接连接在一起的接头。
管接头通常需要进行法兰口焊接或对接焊接,以确保管道连接的密封性和稳定性。
不同焊接接头的坡口形式和作用也有所不同:1.单V型坡口单V型坡口是将待焊接金属部件的边缘削成V型坡口,它易于焊接和操作,适用于需要高强度焊接的情况。
2.双V型坡口双V型坡口是将待焊接金属部件的边缘削成V型坡口,两个V型坡口相对而对称,可以提供较高的焊接强度。
3.U型坡口U型坡口是将待焊接金属部件的边缘削成U型坡口,它相对于V型坡口来说,焊接强度稍低,适用于较薄的金属部件。
4.X型坡口X型坡口是将待焊接金属部件的边缘削成X型坡口,它提供了较大的焊接接触面积,适用于焊接接头的负载较大的情况。
5.坡口备料坡口备料是将待焊接金属部件的边缘削成一定宽度和深度的坡口形状,以便于焊接材料的充填和焊接质量的保证。
以上是常见的焊接接头型式和坡口作用与形式。
在实际应用中,根据具体的焊接要求和工件形状,可以选择合适的接头型式和坡口形式,以确保焊接质量和连接稳定性。
焊缝接头形式国标
摘要:
一、焊缝接头形式的定义
二、国标中焊缝接头形式的规定
三、不同焊缝接头形式的特点与应用
四、国标对焊缝接头形式的要求及意义
正文:
焊缝接头形式是指在焊接过程中,连接两个或多个工件的接头形式。
根据我国国家标准,焊缝接头形式主要分为对接接头、角接接头、T 形接头、搭接接头、槽接接头等。
这些接头形式在各种焊接工艺中都有广泛的应用。
国标中对焊缝接头形式的规定主要包括接头形式的选择、焊接方法、焊接材料、焊接工艺参数等方面。
在实际应用中,焊缝接头形式的选择应根据工件的结构、使用条件、焊接方法及操作工艺等因素来确定,以确保焊接接头的强度、密封性及美观性。
不同焊缝接头形式的特点与应用如下:
1.对接接头:适用于两工件平行且厚度相同的接头,特点是简单、操作方便,广泛应用于各种焊接方法。
2.角接接头:适用于两工件的夹角连接,特点是可承受较大的剪切力,应用于建筑、船舶等行业。
3.T 形接头:适用于一工件为另一工件的支承结构,特点是承载能力较大,应用于桥梁、压力容器等行业。
4.搭接接头:适用于较厚工件的连接,特点是节省材料,应用于锅炉、压力容器等行业。
5.槽接接头:适用于两工件的槽形连接,特点是密封性好,应用于汽车、摩托车等行业。
我国国家标准对焊缝接头形式的要求及意义主要体现在确保焊接接头的质量、安全及可靠性。
遵循国标规定,可以降低焊接缺陷、裂纹等质量问题的发生,提高焊接结构的承载能力、使用寿命及安全性能。
一、焊接接头的分类方法及基本类型(一)焊接接头的分类方法焊接接头由焊缝、熔合区、热影响区及其相邻的母材组成。
焊接接头主要起两方面作用,一是连接作用,二是传力作用。
(二)焊接接头的基本类型按焊接方法不同,焊接接头可以分为熔焊接头、压焊接头和钎焊接头三大类。
焊接接头的基本类型可归纳为5种,即对接接头、T形(十字)接头、搭接接头、角接接头和端接接头。
上述五类接头基本类型都适用于熔焊,一般压焊(高频电阻焊除外),都采用搭接接头,个别情况才采用对接接头;高频电阻焊一般采用对接接头,个别情况才采用搭接接头。
钎焊连接的接头也有多种形式,一种分类方法将其分为四种,即搭接接头,T形接头,套接接头,舌形与槽形接头。
二、熔焊接头与坡口对接接头是熔焊中受力比较理想的接头形式,为保证焊接质量、减少焊接变形和焊接材料消耗,需把被焊工件的边缘加工成各种形式的坡口,进行坡口对焊。
熔焊接头的坡口根据其形状的不同,可分为基本型、混合型和特殊型三类。
基本型坡口主要有以下几种:I形坡口;V形坡口;单边V形坡口;U形坡口;J形坡口等。
特殊型坡口主要有卷边坡口;带垫板坡口;锁边坡口;塞、槽焊坡口等。
三、焊接接头的选择原则为正确合理的选择焊接接头的类型、坡口形状和尺寸,主要应综合考虑以下几个方面:(1)设计要求:保证接头满足使用要求;(2)焊接的难易与焊接变形:焊接容易实现,变形能够控制;(3)焊接成本:接头准备和实际焊接所需费用低;(4)施工条件:制造施工单位具备完成施工要求所需的技术、人员和设备条件。
四、管材的坡口与组对(一)管材的坡口1、管材的坡口管材的坡口有以下几种形式:I形坡口、V形坡口和U形坡口。
(1)I形坡口。
I形坡口适用于管壁厚度在3.5mm以下的管口焊接。
(2)V形坡口。
V形坡口适用于中低压钢管焊接,坡口根部有钝边,其厚度为2mm左右。
(3)U形坡口。
U形坡口适用于高压钢管焊接。
2、坡口的加工方法坡口的加工方法一般有以下几种:(1)低压碳素钢管公称直径等于或小于 50mm的,采用手提砂轮磨坡口;直径大于50mm的,用氧乙炔切割坡口,然后用手提砂轮机打掉氧化层并打磨平整;(2)中压碳素钢管、中低压不锈耐酸钢管和低合金钢管以及各种高压钢管,用车床加工坡口;(3)有色金属管,用手工挫坡口。
焊接接头常用的形式和尺寸焊接接头是将金属材料通过熔化热能进行连接的方法之一、它常用于各种工业中,如汽车制造、船舶建造、桥梁建设等。
焊接接头的形式和尺寸因应用需求和材料种类而有所差异。
本文将详细介绍焊接接头的常见形式和尺寸。
1. 对接接头(Butt joint)对接接头是最常用的焊接接头形式之一,用于连接两个相邻部件的边缘。
对接接头的尺寸常见有以下几种:-单面焊缝:只在一侧进行焊接,另一侧是未熔化的材料;-双面焊缝:两侧都进行焊接,形成一条连续的焊缝;-V型坡口:焊接前将接头两侧倾斜,形成一个V型坡口,用于增加焊缝深度;-U型坡口:焊接前将接头两侧倾斜,形成一个U型坡口,与V型坡口类似但不如V型深。
2. 搭接接头(Overlap joint)搭接接头是将两个部件的边缘部分重叠并焊接在一起,形成一个连接。
常见的搭接接头尺寸有:-等高搭接:搭接长度与焊缝宽度相等;-不等高搭接:搭接长度与焊缝宽度不相等,常用于增强连接强度;-T形搭接:一侧的边缘部分与另一侧焊接,形成一个T形搭接。
3. 角接头(Corner joint)角接头是将两个部件的边缘保持90度角并进行焊接的接头。
常见的角接头尺寸有:-L型角接头:两个部件呈L型连接;-T型角接头:两个部件呈T型连接;-V型角接头:两个部件呈V型连接;-X型角接头:两个部件呈X型连接。
4. 焊接环(Welding ring)焊接环是一种环形接头,将两个或多个部件的端面连接在一起。
常见的焊接环尺寸有:-圆环焊接:将两个部件的端面呈圆环形焊接;-方环焊接:将两个部件的端面呈方形环形焊接;-不规则环焊接:将两个部件的端面呈不规则环形焊接,根据实际需要进行设计。
此外,还有一些特殊形式的焊接接头,如T接头、搭接对接接头等,在此不一一列举。
需要注意的是,在实际应用中,焊接接头的尺寸设计需要充分考虑所连接部件的强度要求、应力分布、操作工艺和焊接机器的设定等因素。
因此,在具体的焊接工程中,需根据实际情况进行设计和选择适当的焊接接头尺寸。