单冻虾仁HACCP模式汇总
- 格式:ppt
- 大小:305.50 KB
- 文档页数:42

目录1.1 颁布令1.2 前言1.3 HACCP小组成员及分工1.4 产品描述1.5 加工工艺流程图1.6 加工工艺描述1.7 危害分析工作单1.8 HACCP计划表1.9 HACCP 计划制订程序2.0 CCP操作控制验证程序2.1 HACCP 计划验证程序2.2 CCP点记录管理程序1.1、总经理颁布令三亚升达水产有限公司的《南美白对虾HACCP计划》依据美国FDA的HACCP法规要求,结合我国的实际需要而制定的。
它的主要目的是:通过危害分析和建立关键控制点,在生产加工南美白对虾过程中,控制、降低和消除生物的、化学的、物理的显著危害,确保产品的安全卫生。
经审定,此HACCP计划切实可行,可以满足消费者对食品安全卫生的需求,公司全体员工必须遵照执行。
现予以批准发布,并定于二OO三年七月八日实施。
总经理:二OO六年九月二十日1.2 .1前言水产品加工过程实施系统和有效的卫生质量控制,是保障水产品加工产品质量的关键,HACCP(Hazard A nalysis and Critical Control Point )的缩写,即危害分析关键控制点的管理程序,是目前被广泛用于水产品加工过程卫生质量监控体系,且其实用性也实践证明了这一项质量系统控制技术。
我公司根据HACCP的原理,结合(南美白对虾)工艺的特点,制订了本工厂HACCP管理程序手册,以此作为去头虾加工过程中建立HACCP监控系统,实施HACCP 管理程序的工作指导书。
1.2.2、企业背景材料三亚升达水产有限公司始建于2000年8月,2000年11月正式投产,是一家私营股份制企业,是以生产南美白对虾、鱿鱼、带鱼,大目莲、水产品为主的企业,公司占地面积为2000多平方米,建筑面积1600多平方米,固定资产880万元,拥有职工70人,各类技术人员12人,有先进的速冻平板机,单冻库、平板机1条生产线,年产量3600吨,其中生产虾产品400吨,鱿鱼150吨,带鱼300吨,大目莲、马头鱼等150吨。
单冻虾HACCP计划一、HACCP计划的目的单冻虾HACCP计划的目的是确保单冻虾的安全可食用性,以及确保单冻虾的质量和品质。
二、HACCP计划的范围本HACCP计划所涉及的范围包括从单冻虾的采摘到出厂的全部生产过程,包括:采摘、清洗、蒸煮、冷却、分割、包装、贮藏及运输等。
三、HACCP计划的原则1. 危害分析:确定可能存在的安全危害,确定控制点,并采取有效的措施来控制和预防这些危害。
2. 重点控制点:确定可能对单冻虾安全可食用性产生影响的重点控制点,并采取有效的措施来控制和预防这些危害。
3. 标准设定:确定每一个控制点的标准,以确保单冻虾的安全可食用性。
4. 监测:定期监测每一个控制点,以确保单冻虾的安全可食用性。
5. 文件记录:对每一个控制点的监测结果和控制措施进行记录,以便日后查阅。
6. 响应措施:如果发现单冻虾存在安全危害,应立即采取有效的措施来控制和预防这些危害。
四、HACCP计划的详细内容1. 采摘:(1)采摘的虾应当符合当地的食品安全标准;(2)采摘前应进行水质检测,确保水质符合食品安全标准;(3)采摘时应使用清洁的采摘工具,并保证虾的洁净;(4)采摘后应立即进行清洗,以确保虾的新鲜度。
2. 清洗:(1)清洗时应使用清洁的清洗工具;(2)清洗时应使用清洁的水,并保证水温不超过50℃;(3)清洗后应立即进行蒸煮,以确保虾的新鲜度。
3. 蒸煮:(1)蒸煮时应使用清洁的蒸煮工具;(2)蒸煮时应保证蒸煮温度不低于70℃,蒸煮时间不少于3分钟;(3)蒸煮后应立即进行冷却,以确保虾的新鲜度。
4. 冷却:(1)冷却时应使用清洁的冷却工具;(2)冷却时应保证虾的温度不超过2℃;(3)冷却后应立即进行分割,以确保虾的新鲜度。
5. 分割:(1)分割时应使用清洁的分割工具;(2)分割时应保证虾的温度不超过2℃;(3)分割后应立即进行包装,以确保虾的新鲜度。
6. 包装:(1)包装时应使用清洁的包装工具;(2)包装时应保证虾的温度不超过2℃;(3)包装后应立即进行贮藏,以确保虾的新鲜度。
HACCP食品质量管理体系HACCP食品质量管理体系——原理和实施方法简介课程目录HACCP的定义HACCP的产生和发展历程HACCP与ISO9000的关系HACCP的基本原理——7大原则HACCP计划的编写和验证我国实施HACCP的必要性HACCP的定义HACCP是英文Hazard Analysis and Critical Control Point的缩写,意思是危害分析与关键控制点,它是控制食品安全经济而有效的管理体系。
国际标准CAC/RCP-1《食品卫生通则》1997修订第三版对HACCP的定义是:鉴别、评价和控制对食品安全至关重要的危害的一种体系; HACCP的产生和发展历程HACCP产生和发展的原因HACCP的特点HACCP的优缺点;HACCP的发展历程施控制;5、在需要时能采取及时的纠正措施,进行迅速控制;6、与依靠化学分析、微生物检验进行控制相比较,费用低廉;7、由直接专注于加工食品的人员控制生产操作;8、由于控制集中在生产操作的关键点,就可以对每批产品采取更多的保证措施;9、HACCP能用于潜在危害的预告;10、HACCP涉及到与产品安全性有关的各层次的职工,包括非技术性的人员。
HACCP的发展历程——国际篇20世纪60年代由美国承担开发宇宙食品的Pillnbury公司与宇航局共同开发,引入HACCP 概念;1971年,FDA(美国食品药物管理局)决定在低酸性罐头食品的GMP中采用HACCP原理;1985年,NAS(美国科学院)公布了行政当局采用HACCP的公告;1993年,FAO/WHO食品法典委员会批准了《HACCP体系应用准则》,并于1997年发布了新的《HACCP体系及其应用准则》;现在,HACCP被认可为世界范围内的食品安全生产准则。
HACCP的发展历程——国内篇1991年参加了美国FDA、NOAA和NFI举办的HACCP和新的水产品检验规范(FDA/NOAA New Sea food inspection program)的研讨会。

HACCP食品质量管理体系HACCP食品质量管理体系——原理和实施方法简介课程目录HACCP的定义HACCP的产生和发展历程HACCP与ISO9000的关系HACCP的基本原理——7大原则HACCP计划的编写和验证我国实施HACCP的必要性HACCP的定义HACCP是英文Hazard Analysis and Critical Control Point的缩写,意思是危害分析与关键控制点,它是控制食品安全经济而有效的管理体系。
国际标准CAC/RCP-1《食品卫生通则》1997修订第三版对HACCP的定义是:鉴别、评价和控制对食品安全至关重要的危害的一种体系; HACCP的产生和发展历程HACCP产生和发展的原因HACCP的特点HACCP的优缺点;HACCP的发展历程HACCP的发展趋势HACCP产生和发展的原因HACCP的产生与发展与现代食品安全有关;与欧美发达国家对HACCP发展与应用的大力推动有关;HACCP的特点改变了以最终检验为主的传统控制观念,是从原料到消费每一个关键环节全面控制的控制体系;分析食品中的危害,达到控制危害的目的,保证食品的安全;适用于食品、饮品行业;HACCP的优缺点、优点:1、最大优点就在于它是一种系统性强、结构严谨、理性化、有多向约束、适应性强而效益显著的预防为主的质量保证方法。
2、运用恰当则没有任何方法或体系象它那样能提供相同程度的安全性和质量保证,而HACCP 的日常运行费用要比靠大量抽样检验的方式少的多。
3、在问题出现之前就可采取纠正措施,因而是积极主动的控制;4、通过易于监视的特性如时间、温度和外观实新的《HACCP体系及其应用准则》;现在,HACCP被认可为世界范围内的食品安全生产准则。
HACCP的发展历程——国内篇1991年参加了美国FDA、NOAA和NFI举办的HACCP和新的水产品检验规范(FDA/NOAA New Sea food inspection program)的研讨会。
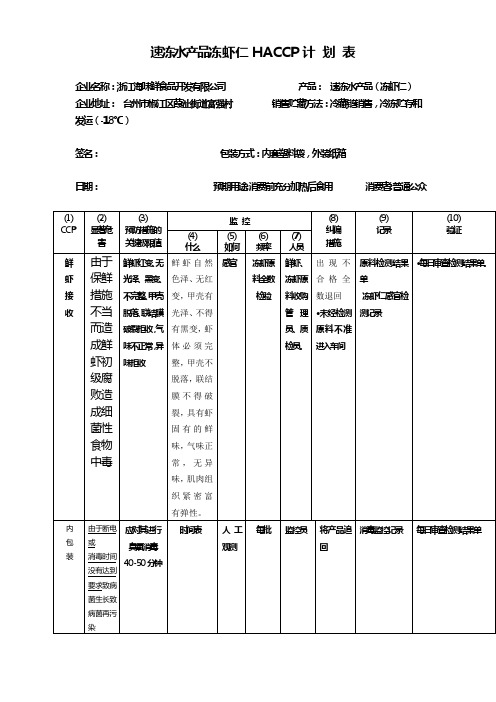
速冻水产品冻虾仁HACCP计划表企业名称:浙江海味鲜食品开发有限公司产品:速冻水产品(冻虾仁)企业地址:台州市椒江区葭沚街道富强村销售贮藏方法:冷藏链销售,冷冻贮存和发运(-18℃)签名:包装方式:内套塑料袋,外装纸箱日期:预期用途:消费前充分加热后食用消费者:普通公众(1) CCP(2)显著危害(3)预防措施的关键极限值监控(8)纠偏措施(9)记录(10)验证(4)什么(5)如何(6)频率(7)人员鲜虾接收由于保鲜措施不当而造成鲜虾初级腐败造成细菌性食物中毒鲜虾红变、无光泽、黑变、不完整、甲壳脱落、联结膜破裂拒收,气味不正常,异味拒收鲜虾自然色泽、无红变,甲壳有光泽、不得有黑变,虾体必须完整,甲壳不脱落,联结膜不得破裂,具有虾固有的鲜味,气味正常,无异味,肌肉组织紧密富有弹性。
感官冻虾原料全数检验鲜虾、冻虾原料收购管理员、质检员。
出现不合格全数退回〃未经检测原料不准进入车间原料检测结果单冻虾仁感官检测记录〃每日审查检测结果单。
内包装由于断电或消毒时间没有达到要求致病菌生长致病菌再污染应对其进行臭氧消毒40-50分钟时间表人工观测每批监控员将产品追回消毒监控记录每日审查检测结果单危害分析表公司名称:浙江海味鲜食品开发有限公司产品描述:速冻水产品(冻虾仁)地址:浙江销售贮藏方法:冷藏链销售;冷冻贮存和发运(-18℃)签名:包装方式:内套塑料袋,外装纸箱日期:预期用途:消费前充分加热后食用消费者:普通公众(1) (2)(3)(4)(5)(6)加工工序识别本工序被引入、控制或增加的潜在危害潜在食品危害是否显著对第3栏的判定依据能用于显著危害的预防措施是什么?该步骤是关键控制点吗?(是/否)(1) 鲜虾接收生物的致病菌、非致病菌[放线菌科—链霉菌属—委内瑞拉链丝(霉)菌产生氯霉素(CM)]是鲜虾产自东海海域,海洋存在大量微生物,以及环境致病菌的存在,虾可能受到致病菌的污染,人们食用后致病。
鲜虾捕捞后需充分加冰保鲜,控制不当有可能引起微生物扩增。
单冻虾仁HACCP计划书一、食品安全计划为确保单冻虾仁质量安全,我们将建立和实施全面的食品安全计划。
本食品安全计划是基于危害分析和关键控制点原则(HACCP)的食品安全管理系统。
我们将定期评估食品安全计划的有效性,并根据评估结果进行必要的调整和改进。
二、制造过程描述我们的单冻虾仁的制造过程如下:1. 处理:原料虾仁进厂后,通过清洗、生煮、析壳、洗净等工艺,去除虾壳、虾线、虾头等杂质,得到干净的虾仁。
2. 装袋、称重:虾仁装入塑料袋中,并按照规定重量称重。
3. 冷冻:虾仁经过快速冷冻,使其温度降到-18℃以下。
4. 包装、存储:冷冻虾仁包装在塑料袋中,并在-18℃以下的冷库中存储,等待出货。
三、危害分析通过对制造过程进行分析,我们确定了以下可能导致食品安全危害的因素:1. 微生物:细菌、霉菌、病毒等。
2. 化学物质:重金属、农药、添加剂等。
3. 物理因素:碎片、玻璃等。
四、关键控制点我们确定了以下关键控制点(CCP):1. 处理环节:在洗净虾仁、生煮和析壳等环节中,必须采取严格的卫生措施,确保原料的新鲜和卫生。
2. 冷冻环节:在快速冷冻的过程中,必须确保温度达到-18℃以下,并保持该温度,以避免微生物繁殖。
3. 包装和存储:在包装和存储过程中,必须确保塑料袋的完整性,以避免物理污染;并确保冷库温度始终低于-18℃,以避免微生物繁殖。
五、监测我们将对以上三个关键控制点进行监测,并记录监测数据,以确保制造过程中的食品安全。
1. 处理环节:我们将记录原料虾仁的生产日期、产地、入厂日期和批次号等信息,以便进行追溯;并进行卫生检测,检验原料虾仁是否符合卫生标准。
2. 冷冻环节:我们将对冷藏设施进行定期检查,检查温度计是否准确,并记录温度数据以及冷冻时间,以确保温度是否达到-18℃以下,并符合规定的冷冻时间。
3. 包装和存储:我们将在包装过程中对塑料袋进行检测,检查塑料袋是否完整;并定期检查冷库的温度计和湿度计,以确保温度和湿度符合标准要求。
原料评价表ABC虾公司日期:检查时间货号:声明的重量实际重量商标:原产地国家包装者:虾类型卖方:加工类型样品号 1 2 3 4 5 6 实际的颜色冷冻重量解冻的重量数量/公斤ct/磅%皮%个数%壳污点外来物%肉污点脱水%断腿%无尾的亚硫酸盐纹理磷酸盐%刺漂白%脱色盐臭味不新鲜亚硫酸盐使用证书(是/否)评审者日期供应商保证函东海湾渔业公司ABC虾公司XXXXX:兹证明,根据你的购买要求,这批冷冻虾未经任何亚硫酸盐化合物处理过。
—东海湾批次号XXXX。
质量控制主任:东海湾渔业公司年月日供应商保证函东海湾渔业公司ABC虾公司XXXXX:兹证明,根据你的购买要求,这批冷冻虾未经任何亚硫酸盐化合物处理过。
—东海湾批次号XXXX。
质量控制主任:东海湾渔业公司年月日虾蒸煮机记录ABC虾公司日期:关键限值:212F(100℃)3分钟生产者:产品:单冻熟虾操作者:生产线号货号时间蒸汽温度水银温度计(℃)蒸汽温度记录仪(℃)蒸煮时间(分钟)是否符合关键限值说明0342:34pm101.1101.13.2是0433:30pm101.1101.13.2是0534:28pm99.4 98.93.1否见纠正措施 0534:29pm100 100 是蒸汽值调整 0535:01pm100.61003.1是评审者:日期:如果偏离关键限值,通知轮班监督员,分离和确认受影响的产品。
注释:连续的温度监控是通过温度计记录仪进行的。
操作者4小时检查一次时间和温度。
操作者应在最后一个记录时,确保达到关键限值。
通过用秒表确定通过蒸汽通道需多长时间来进行时间检查,要每天比较水银温度和温度记录仪的差别。
当4:28下午发生偏差时,实施表10记录的纠正措施,在下午5:01期间,温度检查;温度记录仪的读数低于水银温度计,这种情况下可以接受,但若温度记录仪的读数高于水银温度计则不可接受。
虾蒸煮机记录ABC虾公司日期:关键限值:212F(100℃)3分钟生产者:产品:单冻熟虾操作者:生产线号货号时间蒸汽温度水银温度计(℃)蒸汽温度记录仪(℃)蒸煮时间(分钟)是否符合关键限值说明0342:34pm101.1101.13.2是0433:30pm101.1101.13.2是0534:28pm99.4 98.93.1否见纠正措施 0534:29pm100 100 是蒸汽值调整 0535:01pm100.61003.1是评审者:日期:如果偏离关键限值,通知轮班监督员,分离和确认受影响的产品。