单冻虾仁HACCP模式
- 格式:ppt
- 大小:1.96 MB
- 文档页数:41
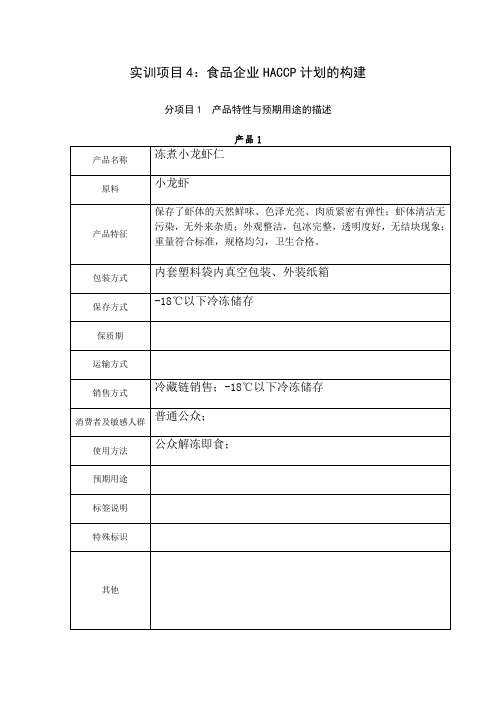
实训项目4:食品企业HACCP计划的构建分项目1 产品特性与预期用途的描述分项目2 冻煮小龙虾仁生产加工工艺流程图的编制、确认和控制1、冻煮小龙虾仁生产工艺流程图原料虾验收↓原料虾挑选↓运输清洗↑↓冷藏蒸煮↑↓装箱冷却↑↓冻结包装材料去头、去壳、去黄、↑↓去肠、分级真空装袋验收↓↑↓半成品验收→称重、装袋←储存2、冻煮小龙虾仁生产工艺描述原料虾验收:原料的好坏直接影响到成品质量的好坏,因此,原料验收与挑选是很重要的一环。
供应商必须提供产地证明及标签;经检验合格后验收。
验收原料时首先要观察整批虾体的清洁程度并嗅其气味,一般在较为清洁卫生的环境中生长的小龙虾,虾体色泽鲜艳、洁净,嗅之无异味。
反之,生长在农田、死水沟里的龙虾,其虾体表面污秽不洁,且很难洗净,嗅之有污泥味,甚至有农药或其它异味,此种虾应拒绝收购。
严格挑出死虾及老壳虾。
原料虾挑选:严格挑出死虾、病虾和老壳虾,以及小虾和不符合规格大小的虾。
原料虾清洗:用清水喷淋清洗3分钟,水温不高于10℃并且,个别不易清洗的应用刷子进行刷洗。
蒸煮:蒸煮在100℃开水中进行,蒸煮时间的长短应视不同季节、虾壳的不同厚度、虾体的大小等来决定。
蒸煮时间过短,会造成杀菌不彻底;而蒸煮时间过长,会造成出品率降低,虾仁弹性及口感变差。
冷却:自来水预冷及冰水冷却的目的是使蒸煮的龙虾立即降温,以达到保证虾仁品质在加工过程中不发生改变的目的。
预冷冷却用水应在使用前化验检测,若在微生物指标上未达到生活饮用水的标准,可加适量的含氯消毒液(如二氯异氰尿酸钠、三氯异氰尿酸钠等)使其达到标准,并在使用过程中及时更换,保证预冷冷却用水不对虾体造成新的污染。
冷却水温度应达到2℃~4℃,预冷冷却间的空气应基本无菌。
去头、去壳、去黄、去肠、分级:在操作台上用手工去头、壳、黄、肠。
不得有未抽尽的肠腺,虾仁需完整,更不能有杂质。
去净肠腺及虾黄时,应防止肠腺断裂,以免残留断肠及污染虾肉(煮熟后的虾肠、脾内容物含大肠菌群高达240个/g~460个/g).另外,虾黄去净与否对虾肉成品质量影响很大。
单冻虾HACCP计划一、HACCP计划的目的单冻虾HACCP计划的目的是确保单冻虾的安全可食用性,以及确保单冻虾的质量和品质。
二、HACCP计划的范围本HACCP计划所涉及的范围包括从单冻虾的采摘到出厂的全部生产过程,包括:采摘、清洗、蒸煮、冷却、分割、包装、贮藏及运输等。
三、HACCP计划的原则1. 危害分析:确定可能存在的安全危害,确定控制点,并采取有效的措施来控制和预防这些危害。
2. 重点控制点:确定可能对单冻虾安全可食用性产生影响的重点控制点,并采取有效的措施来控制和预防这些危害。
3. 标准设定:确定每一个控制点的标准,以确保单冻虾的安全可食用性。
4. 监测:定期监测每一个控制点,以确保单冻虾的安全可食用性。
5. 文件记录:对每一个控制点的监测结果和控制措施进行记录,以便日后查阅。
6. 响应措施:如果发现单冻虾存在安全危害,应立即采取有效的措施来控制和预防这些危害。
四、HACCP计划的详细内容1. 采摘:(1)采摘的虾应当符合当地的食品安全标准;(2)采摘前应进行水质检测,确保水质符合食品安全标准;(3)采摘时应使用清洁的采摘工具,并保证虾的洁净;(4)采摘后应立即进行清洗,以确保虾的新鲜度。
2. 清洗:(1)清洗时应使用清洁的清洗工具;(2)清洗时应使用清洁的水,并保证水温不超过50℃;(3)清洗后应立即进行蒸煮,以确保虾的新鲜度。
3. 蒸煮:(1)蒸煮时应使用清洁的蒸煮工具;(2)蒸煮时应保证蒸煮温度不低于70℃,蒸煮时间不少于3分钟;(3)蒸煮后应立即进行冷却,以确保虾的新鲜度。
4. 冷却:(1)冷却时应使用清洁的冷却工具;(2)冷却时应保证虾的温度不超过2℃;(3)冷却后应立即进行分割,以确保虾的新鲜度。
5. 分割:(1)分割时应使用清洁的分割工具;(2)分割时应保证虾的温度不超过2℃;(3)分割后应立即进行包装,以确保虾的新鲜度。
6. 包装:(1)包装时应使用清洁的包装工具;(2)包装时应保证虾的温度不超过2℃;(3)包装后应立即进行贮藏,以确保虾的新鲜度。
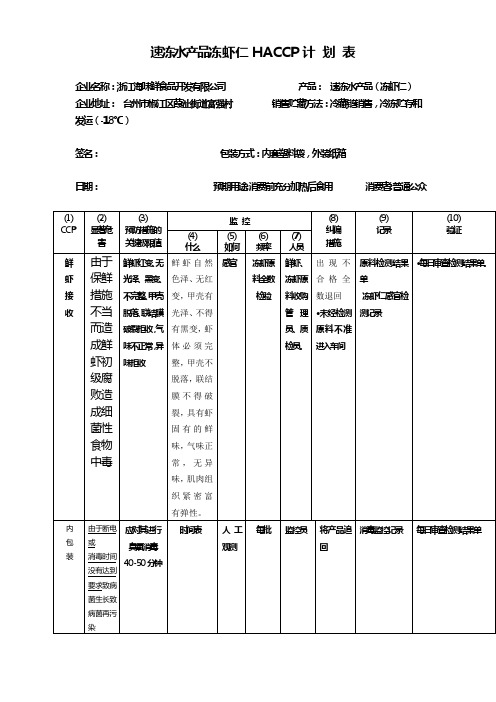
速冻水产品冻虾仁HACCP计划表企业名称:浙江海味鲜食品开发有限公司产品:速冻水产品(冻虾仁)企业地址:台州市椒江区葭沚街道富强村销售贮藏方法:冷藏链销售,冷冻贮存和发运(-18℃)签名:包装方式:内套塑料袋,外装纸箱日期:预期用途:消费前充分加热后食用消费者:普通公众(1) CCP(2)显著危害(3)预防措施的关键极限值监控(8)纠偏措施(9)记录(10)验证(4)什么(5)如何(6)频率(7)人员鲜虾接收由于保鲜措施不当而造成鲜虾初级腐败造成细菌性食物中毒鲜虾红变、无光泽、黑变、不完整、甲壳脱落、联结膜破裂拒收,气味不正常,异味拒收鲜虾自然色泽、无红变,甲壳有光泽、不得有黑变,虾体必须完整,甲壳不脱落,联结膜不得破裂,具有虾固有的鲜味,气味正常,无异味,肌肉组织紧密富有弹性。
感官冻虾原料全数检验鲜虾、冻虾原料收购管理员、质检员。
出现不合格全数退回〃未经检测原料不准进入车间原料检测结果单冻虾仁感官检测记录〃每日审查检测结果单。
内包装由于断电或消毒时间没有达到要求致病菌生长致病菌再污染应对其进行臭氧消毒40-50分钟时间表人工观测每批监控员将产品追回消毒监控记录每日审查检测结果单危害分析表公司名称:浙江海味鲜食品开发有限公司产品描述:速冻水产品(冻虾仁)地址:浙江销售贮藏方法:冷藏链销售;冷冻贮存和发运(-18℃)签名:包装方式:内套塑料袋,外装纸箱日期:预期用途:消费前充分加热后食用消费者:普通公众(1) (2)(3)(4)(5)(6)加工工序识别本工序被引入、控制或增加的潜在危害潜在食品危害是否显著对第3栏的判定依据能用于显著危害的预防措施是什么?该步骤是关键控制点吗?(是/否)(1) 鲜虾接收生物的致病菌、非致病菌[放线菌科—链霉菌属—委内瑞拉链丝(霉)菌产生氯霉素(CM)]是鲜虾产自东海海域,海洋存在大量微生物,以及环境致病菌的存在,虾可能受到致病菌的污染,人们食用后致病。
鲜虾捕捞后需充分加冰保鲜,控制不当有可能引起微生物扩增。
冷冻肉制品HACCP计划单
速冻肉制品HACCP计划单
一、1. 原料肉的验收(CCP 1C):危害是病毒的危害、兽药残留的存在,所有
原料肉均要求采购于国家进出口检验检疫局注册的合格供方,对原料
供方作合格供方控制,查收三证和厂检单(注:禽肉必须开具当地CIQ
的换证凭单),我司做在验货过程中发现有不合格的作退货处理。
2. 原料蔬菜的验收(CCP 1C):危害是农药残留,危害是农残的存在,
供方做合格供方控制,进货检验时供方提供农残检验报告或者我司自
行送检,合格原料入库。
在验货过程中发现有不合格的作退货处理。
3. 辅料(主要指酱油、味精、白砂糖、等常用)的验收(CCP 1C):危害
是调味料在制造过程中超标添加防腐剂或漂白剂等食品添加剂,从合
格供方采购,在购货时由供方提供厂家出厂检验合格证明,每年至少
一次提供第三方检测报告,第一次进货提供《原材料规格书》发现有
不合格的作退货处理,验收合格后收入。
二、速冻肉制品系列产品(熟制品)烟熏蒸煮(CCP 2B):危害是致病菌、寄
生虫的存活,严格按各产品工艺要求控制蒸煮产品的中心温度。
三、金属检测(CCP 3P):危害是金属、沙石、骨头等杂质的存在,每只产品
都必须经过金属探测器探测、X光机探测,控制金属探测器和X光机的检测频率。
单冻虾仁HACCP计划书一、食品安全计划为确保单冻虾仁质量安全,我们将建立和实施全面的食品安全计划。
本食品安全计划是基于危害分析和关键控制点原则(HACCP)的食品安全管理系统。
我们将定期评估食品安全计划的有效性,并根据评估结果进行必要的调整和改进。
二、制造过程描述我们的单冻虾仁的制造过程如下:1. 处理:原料虾仁进厂后,通过清洗、生煮、析壳、洗净等工艺,去除虾壳、虾线、虾头等杂质,得到干净的虾仁。
2. 装袋、称重:虾仁装入塑料袋中,并按照规定重量称重。
3. 冷冻:虾仁经过快速冷冻,使其温度降到-18℃以下。
4. 包装、存储:冷冻虾仁包装在塑料袋中,并在-18℃以下的冷库中存储,等待出货。
三、危害分析通过对制造过程进行分析,我们确定了以下可能导致食品安全危害的因素:1. 微生物:细菌、霉菌、病毒等。
2. 化学物质:重金属、农药、添加剂等。
3. 物理因素:碎片、玻璃等。
四、关键控制点我们确定了以下关键控制点(CCP):1. 处理环节:在洗净虾仁、生煮和析壳等环节中,必须采取严格的卫生措施,确保原料的新鲜和卫生。
2. 冷冻环节:在快速冷冻的过程中,必须确保温度达到-18℃以下,并保持该温度,以避免微生物繁殖。
3. 包装和存储:在包装和存储过程中,必须确保塑料袋的完整性,以避免物理污染;并确保冷库温度始终低于-18℃,以避免微生物繁殖。
五、监测我们将对以上三个关键控制点进行监测,并记录监测数据,以确保制造过程中的食品安全。
1. 处理环节:我们将记录原料虾仁的生产日期、产地、入厂日期和批次号等信息,以便进行追溯;并进行卫生检测,检验原料虾仁是否符合卫生标准。
2. 冷冻环节:我们将对冷藏设施进行定期检查,检查温度计是否准确,并记录温度数据以及冷冻时间,以确保温度是否达到-18℃以下,并符合规定的冷冻时间。
3. 包装和存储:我们将在包装过程中对塑料袋进行检测,检查塑料袋是否完整;并定期检查冷库的温度计和湿度计,以确保温度和湿度符合标准要求。