质量控制点一览表
- 格式:docx
- 大小:20.49 KB
- 文档页数:6
质量控制点清单在任何项目或工作流程中,质量控制是确保产品或服务达到预期标准的重要环节。
为了有效地进行质量控制,需要建立一个详细的质量控制点清单,以确保每个关键环节都得到适当的审查和评估。
本文将介绍一个1200字以上的质量控制点清单,以辅助您在项目中进行高效的质量控制。
一、需求分析阶段的质量控制点:1. 澄清需求:确保需求文档清晰且完整,避免模糊或冲突的需求。
2. 确定关键指标:明确项目成功的度量指标,例如时间、质量、成本等。
3. 验证需求:与相关干系人共同确认需求,确保理解一致,并及时解决疑问和不明确之处。
二、设计阶段的质量控制点:1. 设计评审:在设计完成之前,组织评审会议,确保设计符合需求,合理、可行且有效。
2. 标准与规范:检查设计是否符合适用的标准和规范。
3. 技术评估:进行技术评估,以确保设计方案的可行性和可靠性。
三、开发或生产阶段的质量控制点:1. 原材料检验:对原材料进行必要的检验,包括质量、规格、数量等。
2. 生产过程监控:监控生产过程中的关键环节,确保产品符合质量标准。
3. 抽样检验:进行产品抽样检验,以确保产品质量的稳定性和一致性。
四、测试阶段的质量控制点:1. 功能测试:对产品进行功能性测试,确保产品符合需求。
2. 性能测试:测试产品在不同工作负载下的性能表现,确保产品的可靠性和稳定性。
3. 安全测试:进行安全性测试,确保产品的安全性和防护措施。
五、交付与验收阶段的质量控制点:1. 交付文件检查:确保交付文件齐全、准确,包括技术文档、用户手册等。
2. 用户验收测试:与用户一同进行系统验收测试,确保产品满足用户需求,并解决存在的问题。
3. 反馈和改进:收集用户反馈,及时处理问题和改进产品的质量和性能。
六、持续改进的质量控制点:1. 追踪评估:定期追踪产品的性能和质量,并进行评估,以识别持续改进的机会。
2. 测量指标:建立和追踪关键的质量指标,如客户满意度、产品缺陷率等。
3. 流程审查:定期审查质量控制流程,识别潜在的改进点和风险。
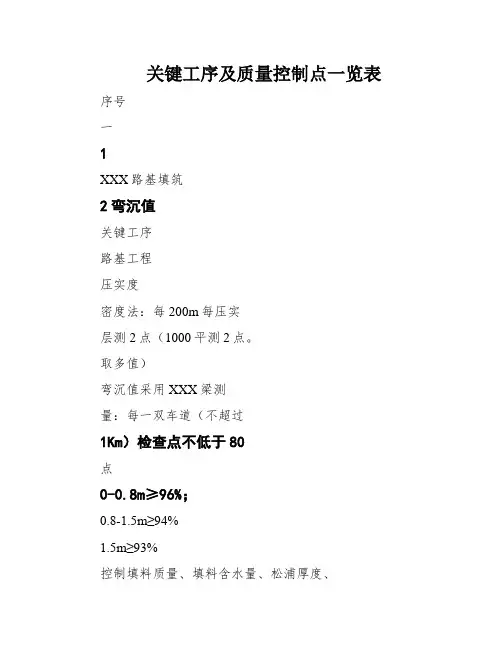
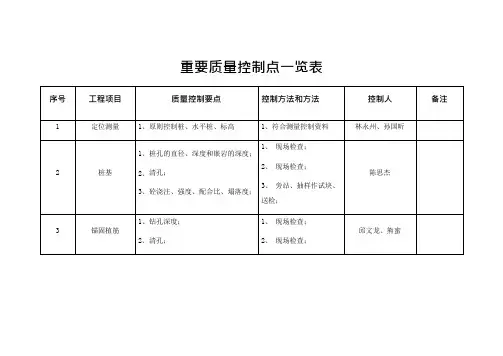
关键工序及质量控制点一览表序号一1XXX路基填筑2弯沉值关键工序路基工程压实度密度法:每200m每压实层测2点(1000平测2点。
取多值)弯沉值采用XXX梁测量:每一双车道(不超过1Km)检查点不低于80点0-0.8m≥96%;0.8-1.5m≥94%1.5m≥93%控制填料质量、填料含水量、松浦厚度、压实遍数等关键质量控制点检验方法及频率质量标准质量控制措施不大于设计验收值(弯沉值)控制填料质量、填料含水量、松浦厚度、压实遍数等二路面工程压实度密度法:每200m测2点挖验或钻取芯样测量:每200m测2点取样:每2000m2或每工作班制备1组试件密度法:每200m测2点挖验或钻取芯样丈量:每200m测2点取样:每2000m2或每工作班制备1组试件98%代表值:-8mm合格值:-10mm满足设计要求97%96%代表值:-10mm合格值:-25mm满意设想请求控制填料质量、填料含水量、松浦厚度、压实遍数、养护等掌握填料质量、松浦厚度、压实遍数等掌握填料质量、填料含水量、压实遍数、养护等掌握填料质量、填料含水量、松浦厚度、压实遍数、养护等控制填料质量、松浦厚度、压实遍数等掌握填料质量、填料含水量、压实遍数、养护等1基层厚度强度压实度2底下层厚度强度压实度密度法:每层1次/200m试验室标准的98%最大实际密度的94%试验段密度的99%总厚度-5%H代表值控制填料质量、加热温度、摊铺和碾压温度等3沥青路面厚度挖验或钻取芯样测量:每200m测1点上面层:-10%h合格值总厚度-10%H上面层:-20%h控制矿粉质量控制沥青参量掌握填料质量、松浦厚度、压实遍数等矿粉级配沥青含量三桥梁工程强度1钻孔灌注桩XXX桩身完整性23承台(水下)墩、台强度强度T0725:每台班1次T0725:每台班1次T0722、T0721、T0735满意出产共同比请求满足生产配合比要求取样:桩长20m以上者不低于3组测绳:每桩量测接纳低应变反射波法和超声波透射法:每桩检测取样:每80~200m3或每一事情班取2组取样:每80~200m3或每一工作班取2组在合格标准内设想值每桩满意设想请求;每桩不低于Ⅱ类在合格尺度内在合格标准内控制混凝土原材料质量、混凝土浇筑过程控制等控制桩底标高掌握混凝土质量、泥浆机能、孔的质量、凝土浇筑过程控制等控制混凝土原材料质量、温度控制、养护、钢围堰质量等控制混凝土原材料质量、养护、凝土浇筑。
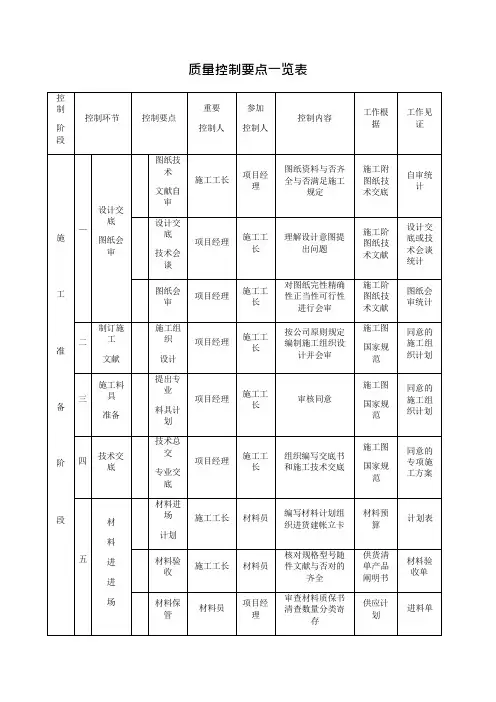

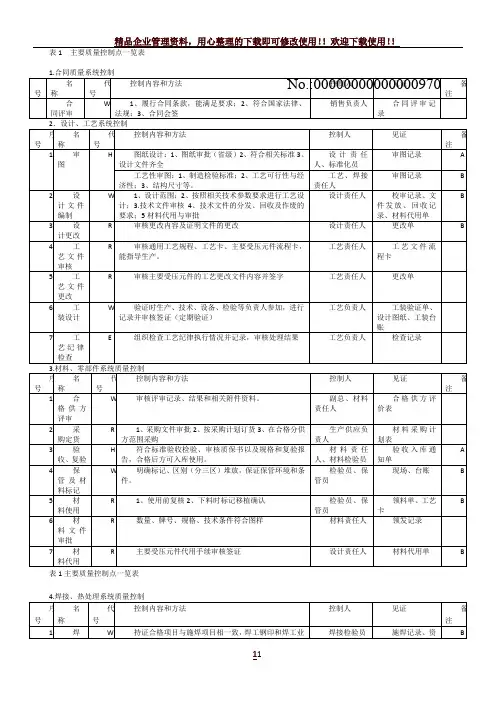
质量控制系统、控制环节、控制点一览表名称质量保证体系人力资源控制控制环节质量方针质量目标管理职责管理评审培训考核管理控制点名称编审宣贯评审制定落实评审职责权限评审计划评审内容评审输出培训考核聘用调配特种作业控制内容①质量方针的符合性②质量方针的适宜性③程序质量方针贯彻全面性①充分性②适宜性②有效性①质量目标的符合性②质量目标的适宜性③发布程序④质量目标的分解①质量目标的考核①充分性②适宜性②有效性①控制系统②相互关系③权责明确①时机②频次③组织①输入信息②程序①输出信息②纠正和预防措施①基础培训②技能培训③专业培训培训的有效性①规范性②适宜性①规范性②适宜性责任人或者部门总经理、办公室总经理、质保工程师、办公室总经理、办公室总经理、办公室质保工程师、办公室总经理、办公室总经理、质保工程师、办公室总经理、办公室总经理、办公室质保工程师、办公室质保工程师、办公室质保工程师、办公室质保工程师、办公室质保工程师、办公室控制类别RRRRRRRRRERERR控制依据文件、发布记录现场见证管理评审报告文件、发布记录考核记录管理评审报告任命书、文件规定、现场见证评审计划评审记录评审报告、纠正和预防措施培训计划、记录培训成绩、评估劳动合同、档案劳动合同、档案作证工见质量控制系统、控制环节、控制点一览表控制环节文件、记录编审文件、记 录管理控制点名称编制审核文件、记录的 发放、使用文件、记录更 改外来文件、 记 录法规、规范文件、记录借 阅、 复制、 作 废、销毁文件、记录的归档保存控 制 内 容①)准确性 ②完整性 ③)适宜性①所有文件、记录发表前均应得到授权人的 批准 ②所有使用文件、 记录的部门、 场所均为文件、 记录的有效版本 。
③记录的填写符 合要求。
①更改原因、内容 ②审批程序③更改引起的其他更改控制③定期评审程序。
①外来文件、记录的齐全性、有效性②外来文件、记录的识别、分发使用 法规、 安全技术规范及标准的完整、 有效性。

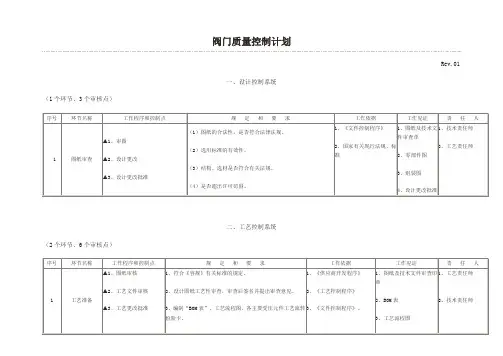
阀门质量控制计划
Rev.01
一、设计控制系统
(1个环节、3个审核点)
序号环节名称工作程序和控制点规定和要求工作依据工作见证责任人
1 图纸审查▲1、审图
▲2、设计更改
▲3、设计更改批准
(1)图纸的合法性,是否符合法律法规。
(2)选用标准的有效性。
(3)结构、选材是否符合有关法规。
(4)是否超出许可范围。
1、《文件控制程序》
2、国家有关现行法规、标
准
1、图纸及技术文
件审查单
2、零部件图
3、组装图
4、设计更改批准
1、技术责任师
2、工艺责任师
二、工艺控制系统
(2个环节、6个审核点)
序号环节名称工作程序和控制点规定和要求工作依据工作见证责任人
1 工艺准备▲1、图纸审核
▲2、工艺文件审核
▲3、工艺更改批准
1、符合《容规》有关标准的规定。
2、设计图纸工艺性审查,审查后签名并提出审查意见。
3、编制“BOM表”、工艺流程图、各主要受压元件工艺流转
检验卡。
1、《供应商开发程序》
2、《工艺控制程序》
3、《文件控制程序》。
1、图纸及技术文件审查印
章
2、BOM表
3、工艺流程图
1、工艺责任师
2、技术责任师
三、材料和零部件控制系统(6个环节、1个停止点、、9个审核点、3个见证点)
四、检验与试验控制系统(3个环节、2个停止点、8个审核点、3个见证点)
五、设备和检验与试验装置控制系统(6个环节、7个审核点)
注:“▲”为审核点,“★”为停止点,“●”为见证点
编制:审核:批准:。
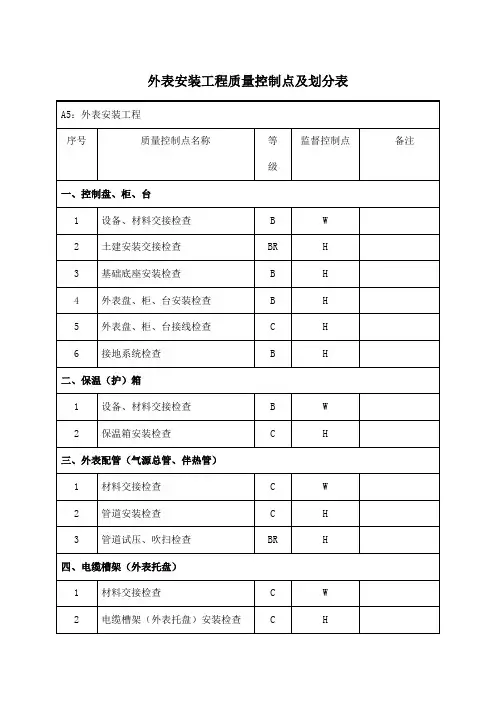

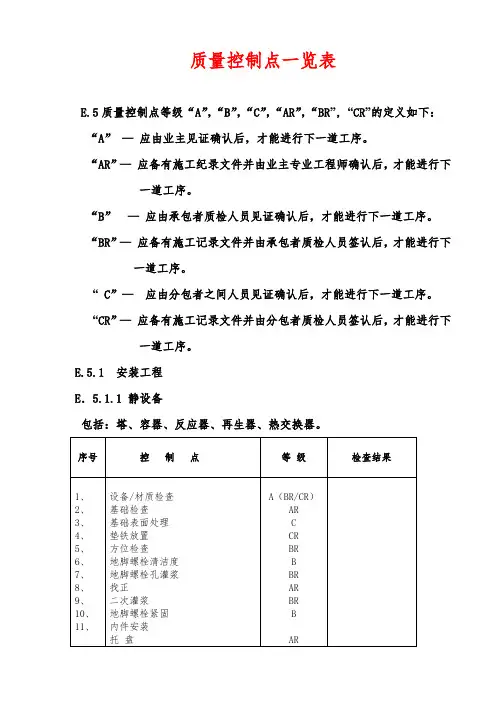
质量控制点一览表E.5质量控制点等级“A”,“B”,“C”,“AR”,“BR”, “CR”的定义如下:“A”—应由业主见证确认后,才能进行下一道工序。
“AR”—应备有施工纪录文件并由业主专业工程师确认后,才能进行下一道工序。
“B”—应由承包者质检人员见证确认后,才能进行下一道工序。
“BR”—应备有施工记录文件并由承包者质检人员签认后,才能进行下一道工序。
“ C”—应由分包者之间人员见证确认后,才能进行下一道工序。
“CR”—应备有施工记录文件并由分包者质检人员签认后,才能进行下一道工序。
E.5.1 安装工程E.5.1.1 静设备包括:塔、容器、反应器、再生器、热交换器。
E.5.1.2 动设备E.5.1.3 工业炉(包括工业炉、加热器、蒸汽锅炉)E.5.1.4拼装罐(现场组对设备)E.5.1.5 冷却器E.5.1.6 输送带、装卸船机、桥式刮料机、包装机、打包称重机、皮带秤E.5.1.7翅片式空气冷却器、风扇、风机E.5.1.8行车、提升机械E.5.1.9管道工程E.5.1.10 电气工程E.5.1.11仪表工程E.5.1.12保温工程包括:热保温、冷保温、人身防护、噪声防护。
E.5.1.13 油漆工程E.5.2 建筑工程E.5.2.1 建设勘测E.5.2.2混凝土搅拌E.5.2.3钢筋混凝土及砖建筑物E.5.2.4钢建筑物E.5.2.5钢结构E.5.2.6防火灰浆/混凝土E.5.2.7设备基础E.5.2.8钢结构基础E.5.2.9坑/池E.5.2.10钢筋混凝土堤E.5.1.11 混凝土道路/路面E.5.2.12 沥青道路/路面E.5.2.13 /排水系统适用于封闭式排水系统E.5.2.14 电缆沟E.5.2.15地下管道、管沟E.5.2.16就地基础E.5.2.17预制混凝土桩E.5.2.18混凝土灌注桩E.5.2.19栅栏和门E.5.2.20围堤(防护堤)。
质量控制点一览表质量控制点一览表在任何项目中,质量控制是至关重要的。
它确保产品或服务符合预期标准,并提供高质量的成果。
质量控制点(QC点)是项目中特定阶段或过程中进行检查的点,用于识别和纠正潜在的质量问题。
下面是一个质量控制点一览表,用于帮助项目团队跟踪和管理质量控制活动。
质量控制点清单1. 项目启动阶段- QC1:确定项目的质量需求和目标,包括产品或服务的预期质量水平。
- QC2:确保项目团队对质量政策和流程有清晰的理解,并制定相应的质量管理计划。
- QC3:确保项目团队对关键质量控制点的重要性和标准有清晰的认识。
2. 需求分析阶段- QC4:确保项目团队与利益相关者充分沟通,明确需求和期望。
- QC5:确保需求规格说明书(SRS)准确、完整,并与利益相关者进行确认。
- QC6:检查SRS是否涵盖了所有关键需求,并与项目目标相一致。
3. 设计阶段- QC7:确保设计方案满足项目的质量目标和标准。
- QC8:检查设计文档是否清晰、准确,并包含必要的技术规范和细节。
- QC9:确保设计方案是否经过评审和核准。
4. 开发阶段- QC10:检查开发工作是否按照设计方案进行,遵循编码标准和最佳实践。
- QC11:进行代码评审,确保代码的可读性、可维护性和健壮性。
- QC12:确保开发过程中进行单元测试和集成测试,并记录测试结果。
5. 测试阶段- QC13:进行系统测试,验证系统是否满足需求规格说明书中定义的功能和性能要求。
- QC14:进行用户验收测试,确保系统在真实环境中的可用性和稳定性。
- QC15:确保问题追踪系统有效运行,记录和跟踪测试中发现的问题。
6. 上线/交付阶段- QC16:确保部署过程中的质量控制,包括配置管理和版本控制。
- QC17:进行最终的质量审查,确保产品或服务满足预期的质量标准。
- QC18:完成项目回顾和总结,收集反馈并改进质量管理过程。
结论质量控制点一览表的使用可以帮助项目团队识别质量控制活动,并在适当的阶段进行质量检查和纠正。
电子产品生产质量控制点设置一览表
本文档旨在为电子产品生产过程中的质量控制点设置提供一份清单,以确保产品的良好质量和符合相关标准。
以下是一些常见的质量控制点,可以根据需要进行修改和补充。
1. 材料采购质量控制点
- 严格按照规范和标准选购材料,确保其符合产品要求。
- 密切关注供应商的质量管理体系,确保其具备合格的质量保证手段。
- 定期进行原材料的抽样检测,确保其质量符合标准。
2. 生产过程中的质量控制点
- 管理各个生产环节的流程控制,确保每个环节的操作符合要求。
- 设立合理的质量检测点,对产品进行各项质量指标的检测和监控。
- 严格执行产品检验标准,确保每一批产品都符合质量要求。
- 进行成品抽样检测,确保最终产品的质量合格。
3. 产品出厂前的质量控制点
- 进行产品全面检测,确保产品的各项指标符合标准要求。
- 进行产品功能测试,确保产品性能稳定可靠。
- 对产品外观进行质量控制,确保产品外观完美无瑕。
- 进行包装质量控制,确保产品在运输过程中不受损。
4. 售后服务质量控制点
- 建立有效的客户投诉处理机制,及时响应客户问题并解决。
- 开展产品追溯工作,及时发现并纠正可能存在的质量问题。
- 不断收集客户反馈,并对产品质量进行不断的改进。
请注意,以上仅为一般情况下的质量控制点设置建议,具体设置应根据产品类型和生产过程的实际情况进行调整。
此外,定期的内部质量审核和持续改进也是确保产品质量的重要环节。
建议在实施质量控制点设置前,根据产品特点和相关标准制定详细的质量管理计划,以确保质量控制工作的有效性和可持续性。
质量控制点一览表
E.5质量控制点等级“A”,“B”,“C”,“AR”,“BR”, “CR”的定义如下:“A”—应由业主见证确认后,才能进行下一道工序。
“AR”—应备有施工纪录文件并由业主专业工程师确认后,才能进行下一道工序。
“B”—应由承包者质检人员见证确认后,才能进行下一道工序。
“BR”—应备有施工记录文件并由承包者质检人员签认后,才能进行下一道工序。
“ C”—应由分包者之间人员见证确认后,才能进行下一道工序。
“CR”—应备有施工记录文件并由分包者质检人员签认后,才能进行下一道工序。
E.5.1 安装工程
E.5.1.1 静设备
包括:塔、容器、反应器、再生器、热交换器。
E.5.1.2 动设备
E.5.1.3 工业炉(包括工业炉、加热器、蒸汽锅炉)
E.5.1.4拼装罐(现场组对设备)
E.5.1.5 冷却器
E.5.1.6 输送带、装卸船机、桥式刮料机、包装机、打包称重机、皮带秤
E.5.1.7翅片式空气冷却器、风扇、风机
E.5.1.8行车、提升机械
E.5.1.9管道工程
E.5.1.10 电气工程
E.5.1.11仪表工程
E.5.1.12保温工程
包括:热保温、冷保温、人身防护、噪声防护。
E.5.1.13 油漆工程
E.5.2 建筑工程
E.5.2.1 建设勘测
E.5.2.2混凝土搅拌
E.5.2.3钢筋混凝土及砖建筑物
E.5.2.4钢建筑物。
质量控制点一览表质量控制点一览表1. 背景介绍质量控制点(Quality Control Point,简称QCP)是指在产品生产或服务过程中需要进行质量控制的关键节点。
通过在这些节点上对质量进行监控和控制,可以有效保证产品或服务的质量。
质量控制点一览表是对质量控制点进行集中管理和监控的工具。
本文档将介绍质量控制点一览表的结构和相关内容。
2. 质量控制点一览表结构质量控制点一览表通常由以下几个部分组成:2.1 控制点名称控制点名称是对质量控制点的简要描述,可以简洁明了地概括该控制点所涉及的内容。
2.2 控制点描述控制点描述是对质量控制点的详细说明,包括该控制点的目的、作用、应用范围等。
2.3 控制方法控制方法是对该质量控制点的具体执行方法和标准的描述,包括所需资源、测量手段、操作步骤等。
2.4 质量指标质量指标是用于衡量该质量控制点的效果和达成情况的指标,可以是数量指标或质量评价标准。
3. 质量控制点一览表样例下面是一个简单的质量控制点一览表样例:- 控制点名称 - 控制点描述- 控制方法- 质量指标 -- - - -- - -- - -- 原材料采购 - 检查原材料的质量和合格证,确保原材料符合要求 - 1. 对原材料进行抽检和检验<br>2. 核对合格证和相关文件的真实性 - 合格率达到90%以上 -- 生产过程 - 监控生产过程中的关键环节,确保每个环节都符合质量要求 - 1. 定期检查生产设备的运行状况<br>2. 对关键环节进行抽检和检验 - 不合格品率低于5% -- 成品检验 - 对成品进行全面检验,确保成品质量符合标准要求 - 1. 对成品逐一进行检查和测试<br>2. 比对检验结果和标准要求的一致性 - 合格率达到98%以上 -- 售后服务 - 监控售后服务的质量,及时处理客户投诉和问题,确保客户满意度达标 - 1. 建立客户投诉处理机制<br>2. 跟踪售后服务情况并及时反馈 - 客户满意度达到80% -4. 如何使用质量控制点一览表质量控制点一览表是一个用于管理和监控质量控制点的工具,可以在以下方面发挥作用:- 提供一个清晰的指导,明确每个质量控制点的目标和要求;- 作为培训材料,用于对相关人员进行培训和指导;- 作为质量控制和质量检查的依据,确保质量控制点的有效执行;- 作为持续改进的依据,通过对质量指标的监测和分析,不断优化和改进质量控制点的执行效果。
质量控制点一览表质量控制点一览表1.介绍本控制点一览表旨在提供一个清晰的质量控制框架,以确保产品、服务或项目的质量得到保证。
通过明确各个质量控制点和相关指导事项,有助于团队能够系统地进行质量管理,从而提高产品或服务的质量水平。
2.质量控制点分类2.1 设计阶段●确定关键设计要求●进行设计评审●设计验证和验证测试●设计记录和文档控制2.2 采购阶段●供应商评估和选择●采购合同和文件审查●供应商监督和评估2.3 生产/执行阶段●原材料和零部件检验●生产工艺控制●生产过程检查和监控●副产品和废弃物管理●工艺控制与流程优化2.4 测试阶段●功能测试●兼容性测试●性能测试●安全测试2.5 交付和售后阶段●发货前检验和验证●安装和调试●售后服务质量评估●客户满意度调查3.指导事项3.1 定义明确的质量标准和指标,以便进行质量控制检查和评估。
3.2 制定标准操作程序(SOP)并确保团队成员熟悉和遵守。
3.3 确定责任人和监督人员,并确保他们具备适当的技能和知识。
3.4 建立可追踪性和记录系统,以便能够跟踪和审查质量控制活动。
3.5 定期进行内部质量审核,以检查系统的有效性和改进机会。
3.6 持续监测和评估供应商的质量绩效,并采取必要的措施。
3.7 定期召开质量管理会议,以便共享经验和识别质量改进机会。
4.附件本文档附有以下附件:●供应商评估表●原材料和零部件检验记录表5.法律名词及注释●质量标准:产品或服务必须达到的特定质量要求。
●指标:用于衡量和评估产品或服务质量的度量指标。
●标准操作程序(SOP):描述一项特定操作或过程的标准步骤和要求的文件。
●可追踪性:能够追溯产品或服务的来源、历史和质量数据的能力。
●内部质量审核:组织内部对质量管理系统进行系统性评估的过程。
●供应商评估:评估和选择供应商能力和适合性的过程。
●质量绩效:供应商按照质量标准提供产品或服务的能力。
●质量改进机会:通过识别和纠正质量问题来提高产品或服务质量的机会。
质量控制点一览表
E.5 质量控制点等级“A”,“B”,“C”,“AR”,“BR ”, “CR ”的定义如下:
“A”—应由业主见证确认后,才能进行下一道工序。
“AR”—应备有施工纪录文件并由业主专业工程师确认后,才能进行下一道工序。
“B” —应由承包者质检人员见证确认后,才能进行下一道工序。
“BR”—应备有施工记录文件并由承包者质检人员签认后,才能进行下一道工序。
“C”—应由分包者之间人员见证确认后,才能进行下一道工序。
“CR ”—应备有施工记录文件并由分包者质检人员签认后,才能进行下一道工序。
E.5.1 安装工程
E.5.1.1 静设备
包括:塔、容器、反应器、再生器、热交换器。
序号控制点等级检查结果
1、设备/材质检查A(BR/CR )
2、基础检查AR
3、基础表面处理 C
4、5、6、7、垫铁放置
方位检查
地脚螺栓清洁度
地脚螺栓孔灌浆
CR
BR
B
BR
8、找正AR
9、二次灌浆BR
10 、地脚螺栓紧固 B
11 、内件安装
托盘AR
除沫器等 A
12 、内部清洁度 A
13 、触媒/填料装填AR
14 、紧固入孔螺栓 B
15 、检查梯子、平台 C
16 、泄露试验(如需要)AR
17 、最终外观检查 A
E.5.1.2 动设备
序号控制点等级检查结果
1、设备/材质检查
2、基础检查A(BR/CR )
AR
3、4、5、6、7、8、9、10 、
11 、
12 、
13 、
14 、
15 、
16 、
17 、
18 、基础表面处理 C 垫铁放置BR 底座找正AR 地脚螺栓清洁度 B 地脚螺栓孔灌浆BR 二次灌浆BR 地脚螺栓紧固 B 联轴节对中
配管前BR 配管后BR 内部清洁度(如需要) A 辅助件安装 C 最终外观检查 A 盘车 B 油洗、吹扫AR 驱动装置转向检查BR 联轴节最终对中AR 试车AR
E.5.1.3 工业炉(包括工业炉、加热器、蒸汽锅炉)
序号控制点等级检查结果
1、设备/材质检查A(BR/CR )
2、基础检查AR
3、主结构找正(垂直度、标高)BR
4、主墙方度(跨距、对角线)BR
5、螺栓/结构焊接/墙板 C
6、管、盘管、输气管对中 B
7、顶部弹簧吊架调校 B
8、焊接工艺规程/焊接工艺评定AR
9、焊工考试A/BR
10 、受压部分焊接检查
着色、磁探BR
射线BR
外观 C
11 、焊后热处理(如需要)BR
12 、水压试验/渗漏试验/气溶性试验AR
13 、燃烧器辅助件焊接 C
14 、表面准备/筑炉清理 B
15 、焊放筑炉锚钉 B
16 、膨胀节筑炉 B
17 、筑炉外观检查 A
18 、内部清洁度 A
19 、烟囱找正(中心线、垂直度)BR
20 、最终外观检查 A
21 、 化学清洗 AR 22 、 烘炉 AR 23 、
E.5.1.4 触媒装填
拼装罐(现场组对设备)
AR
序号
控 制 点 等 级 检查结果
1、 焊接工艺规程 /焊接工艺评定 AR
2、 焊工考试 A/BR
3、 材质检查 A(BR/CR)
4、 基础检查 AR
5、 焊缝外观检查 C
6、
无损检测
着色、磁探 BR
射线
BR 7、 真空试验(底板) A/BR 8、 方位(管口、入孔) BR 9、
垂直度检查
BR 10 、 标高检查 BR 11 、 椭圆度检查 BR 12 、 尺寸检查
BR 13 、 焊后热处理(如需要)
BR
14 、水压试验AR
15 、渗漏试验AR
16 、产品试板试验(如需要)AR
17 、附件安装 C
18 、衬里和涂层检查(内部) A
19 、内部清洁度 A
20 、紧固入孔螺栓 B
21 、检查平台和梯子 C
22 、最终外观检查 A
E.5.1.5 冷却器
序号控制点等级检查结果
1、设备/材质检查A(BR/CR )
2、基础水平/标高 A
3、放置地脚螺栓 C
4、主钢结构水平/垂直度 C
5、紧固螺栓 B
6、驱动装置对中AR
7、扇套和翼轮的间隙BR
8、辅助件安装 C
9、检查平台和梯子 C。