品质IQCQC线材检验规范
- 格式:xls
- 大小:133.00 KB
- 文档页数:6
文件制修订记录1.0目的:规范进料品质检验标准,确保原材料符合产品要求。
2.0适用范围:所有原材料的进料检验。
3.0职责:3.1仓库:负责材料验收,进料不合格品的退回。
3.2IQC:负责进料原材料的检验,进料不良的提报。
3.3品质部:针对进料不合格品的判定。
3.4采购:负责原材料的采购,针对进料不合格品及时知会供应商改善,并针对不合格物料特采需求的申请。
4.0定义:无。
5.0作业内容:5.1合格供方确认:依《合格供方名录》确认来料之供应商是否符合合格供方,不符合者将拒绝检验。
5.2相应资料:5.2.1《物料验收单》:针对所有物料。
5.2.2《出货检验报告》:针对所有物料。
5.2.3《膜厚测试报告》:针对所有五金类材料。
5.2.4《盐雾测试报告》:针对所有五金类材料。
5.2.5《抗压测试报告》:针对外用纸箱。
5.3包装标识:核对《进料验收单》与来料外箱包装标识一致外包装无破损,外箱标识清晰,无涂改,外箱标识须明确注明品名,料号,交货数量,生产日期,交货日期。
5.4环保检验:5.4.1每批来料外箱均须贴“ROHS”标签或在外箱标识上标注。
胶料类物料需要外包装袋上印“不含N3P”或“不含N6P”字样。
5.4.2确认供应商的《出货检验报告》上须有明确备注有“符合环保要求”字样,并在内部《进料检验报告》上备注“符合环保要求”。
5.4.3新开发供应商首次送货需按相应要求安排进行外部环保测试,如RoHS、N3P等,经检验合格后方可安排放行。
5.5免检物料:5.5.1IQC在进料检验时仅需对免检物料进行环保确认,不需对其规格进行检验。
5.5.2免检物料详见附件一《免检物料清单》。
5.6塑胶类材料:6.0相关附件:《免检物料清单》《端子与插头保持力标准》《端子与插座插入力标准》《胶料硬度对照表》《连接器插拔力标准》《粘力测试标准规范》XXX(深圳)有限公司附件一:免检物料清单。
线材外观检验规范Wire Visual Specification1.0 目的1.1建立外观检验标准,使外观检验与判定更加标准化,规范化,更好满足品质控制与客户的需要。
2.0范围2.1本程序内容及附图应于本公司内所生产的线材或来料线材验收的外观标准及判定。
2.2 在本程序中所附的图片及图片的式样仅为示意图,其它产品均可以此为参照的依据。
3.0 职责3.1 QA部对本程序进行制定,修改和解释,并对相关人员进行本程序内容的培训与指导。
3.2 QC督导此标准的要求在生产线或其它需依据本标准作业处的实施。
3.3 OQC及IQC应根据本标准及AQL抽样水准进行产品出货检验和来料收货检验。
3.4 生产部门依据本标准进行产品生产,产品检验或产品返工。
3.5 当依本标准不能作出准确判定或对本标准存异议时,由QC人员提交至QA工程师级以上决定。
4.0定义4.1 除特别规定外,目检时应用正常视力,在自然的光线下对产品或所抽取的样品进行检验。
目视时间约为5~7秒,样品的长度为2.0~2.2米。
4.2 除特别规定外,对于长度的测量应采用精度达0.02mm以上的测量工具,如游标卡尺,千分卡尺,投影仪等。
对于面积的测量应采用面积为1:1的透明对比膜或能达到同等效果的测量方法。
4.3 本料:线材生产时,所具有相同成分和相同颜色的胶料,颜色式样与色板相一致。
4.4 杂质:胶料中混有与本料不一致或与本料颜色不相同的其它物质,如线材押出后出现牛皮纸、小石子等非胶料物质或白色料中出现黑料、黑点等。
4.5 染色:线材押出后表面粘有与本料颜色不同的其它颜色(表面印字与注条除外)。
4.6 压伤:线材在生产、运输、贮存等各个环节中,由于外力的机械作用导致线材表面的挤扁变形或绝缘破损等。
4.7 刮伤:线材在生产、运输、贮存等各个环节中,由于外力连续机械作用导致线材表面有摩擦的压痕。
4.8 破洞:线材在生产、运输、贮存等各个环节中,由于外力的机械作用导致线材绝缘的破损出现导体、屏蔽等露出。
(品管工具QC七大手法)品质部IQC进料检验标准品质部IQC进料检验标准一、适用范围:本检验标准适用于深圳山源电器XX公司以下物料之进料检验:※板材:铝板、镀锌板、黄铜板、紫铜板、电解板、铁板、不锈钢带、马口铁)。
※外协加工:镀锡、镀镍、镀锌、铜钝化、阳极氧化、氧化发黑、喷涂等其它电镀件及外购螺母、螺柱。
※各种型材:铝型材、铜排。
※PC板(绝缘隔热板)。
※电子元器件:PTC片、温控器、熔断器、连接线等PTC组装原材料。
※塑胶类:左右支架、盖板、塞头、绝缘片、云母片。
※五金类:五金支架、电极板、插销等。
※铁丝:铁线材。
同时对物料中ROHS环境有害物质进行管制。
二、抽样方法:依据MIL-STD-105E正常“Ⅱ”级抽样,必要时可采用加严抽样。
AQL:CRI=0MAJ=0.65MIN=1.5.对各种板材采用特殊规定:每批板材进料检验,每批来料抽样1PCS,若发现有壹项主要缺陷时,则依实际情况加严抽检至5PCS,如再发现主缺陷时,判定拒收。
三、检验范围:1.产品包装2.外观3.尺寸4.角度5.性能6.适配7.检测要求:尺寸测量、角度测量、拉力测试、附着力测试、可焊性测试、盐雾测试、平面度测试、电气强度测试、导通测试、耐温测试及其它特殊需要性能测试(客户有特殊要求按客户标准增加检测项目)。
四、测量设备:平台、游标卡尺、千分尺、米尺、万能角度尺、高度尺、针规、薄厚塞规、半径规、百分表、投影仪、导电率测试仪、耐压测试仪、盐雾测试机、拉力器、锡炉、数显干燥箱、专用检具、适配样品等检测工具。
五、检查项目:1.板材(铝板、镀锌板、黄铜板、紫铜板、电解板、铁板、不锈钢带、马口铁)。
2.外协产品:镀锡、镀镍、镀锌、铜钝化、阳极氧化、氧化发黑、喷涂等其它电镀件及外购螺母、螺柱。
3.各种型材(铝型材、铜排)4.PC板(绝缘隔热板)5、电子元器件(PTC片、温控器、熔断器、连接线)6.塑胶类(左右支架、盖板、塞头、绝缘片、云母片)7.五金类(五金支架、电极板、插销等)8.铁丝(铁线材)此类材料只测直径;直径符合订货要求,粗细均匀壹致即可。
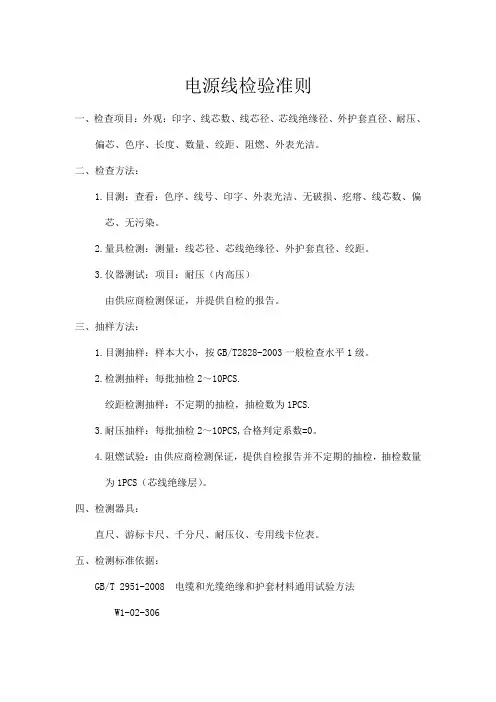
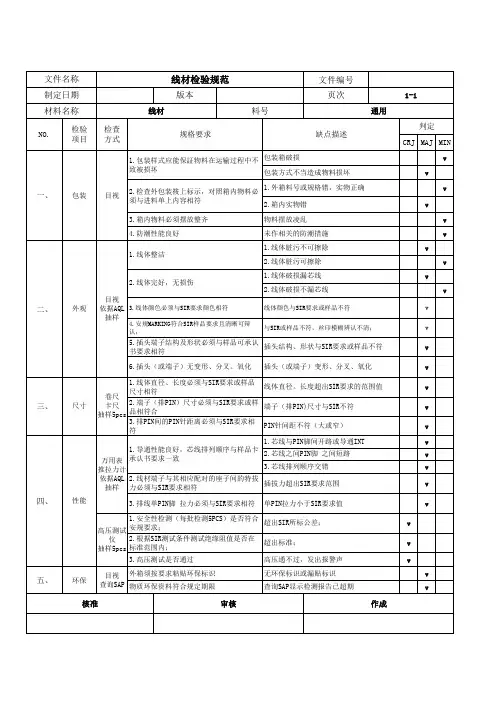
电源线检验准则一、检查项目:外观:印字、线芯数、线芯径、芯线绝缘径、外护套直径、耐压、偏芯、色序、长度、数量、绞距、阻燃、外表光洁。
二、检查方法:1.目测:查看:色序、线号、印字、外表光洁、无破损、疙瘩、线芯数、偏芯、无污染。
2.量具检测:测量:线芯径、芯线绝缘径、外护套直径、绞距。
3.仪器测试:项目:耐压(内高压)由供应商检测保证,并提供自检的报告。
三、抽样方法:1.目测抽样:样本大小,按GB/T2828-2003一般检查水平1级。
2.检测抽样:每批抽检2~10PCS.绞距检测抽样:不定期的抽检,抽检数为1PCS.3.耐压抽样:每批抽检2~10PCS,合格判定系数=0。
4.阻燃试验:由供应商检测保证,提供自检报告并不定期的抽检,抽检数量为1PCS(芯线绝缘层)。
四、检测器具:直尺、游标卡尺、千分尺、耐压仪、专用线卡位表。
五、检测标准依据:GB/T 2951-2008 电缆和光缆绝缘和护套材料通用试验方法W1-02-306拟制:审核:批准:电源线车间产品外观检验指导书电源线车间产品外观检验指导书电源线车间产品外观检验指导书电源线车间产品外观检验指导书电源线车间产品外观检验指导书电源线车间产品外观检验指导书电源线内胆检验准则一、检查项目:外观、外形尺寸、插片槽尺寸、阻燃。
二、检查方法:1.目测:查看外观有无缺料、裂痕、变形。
2.量具检测:查看外形尺寸、插片孔尺寸。
3.阻燃:灼热试验机(80℃)。
三、抽样方法:目测抽样:样本大小,按GB/T 2828-2003一般检查水平1级。
1.检测抽样:每批抽检按GB/T 2828-2003,一般检查水平1级取样。
2.阻燃抽样:不定期进行抽查,一般取样1PCS~2PCS。
四、检测器具:直尺游标卡尺灼热试验仪五、检测标准依据:GB2099-2008(见附录1)内胆进料检验尺寸图拟制:审核:批准:端子(插片)检验准则一、检测项目:型号、外观、尺寸规格。
二、检测方法:1.目测:外观、渡层颜色、插形状。
1.目的本标准适用于大亚线材类来料检验项目,明确其质量验收标准,特制定本验收规范。
2.适用范围适用于(网线、电话线、USB线、同轴线、视频线、电源线)的外协加工厂的质量控制、来料检验判定依据. 3.术语和定义无4.职责和权限无5.作业程序5.1抽样依据:GB2828-2003。
5.2不合格分类:A类零缺陷;B类AQL=0.65;C类AQL=1.5。
5.3检验要求:04 包装Ⅱ级抽样目视外箱无破损、变形;产品型号、颜色与外箱标识相一致。
包装捆扎尺寸按图纸要求检验(B类)05 结构尺寸每一批次游标卡尺,投影仪符合图纸与设计要求,重点检验尺寸要加严管控,按图纸标准检验,检验项目有:1.成品线材规格,线长等;包装尺寸,需符合图纸要求;2.剖开线材,按线材规格图检验外被,绝缘及芯线尺寸规格;图中有要求对绞的,按图检验对绞绞距;3.针对插头及水晶头尺寸进行检验(水晶头尺寸如下,附图,实际图纸中不做标注)(B类)06 装配性 5 PCS/批相关配件将插头插入对应的对插头,检验装配性是否良好,插拔手感是否良好07电气性能通断测试5PCS/批线性毫欧表,LCR表,线材综合测试仪,判定标准:不能有短路,断路现象(A类)电线内阻导体阻抗符合图纸要求。
(A类)08水晶头部分每一批次目测,游标卡尺,治具1.塑料:PC料透明无破裂(A)2.金片:磷青铜,表面镀金正3U”并通过盐雾试验8H,详见《盐雾试验标准》3.水晶头厂家限定:网线8P8C,8P4C水晶头需采用意华、百川、卓新防爆水晶头,单股铜包钢线采用三叉水晶头,水晶头标志“CZT”“”“EXW“标识(旧物料用完后执行)图纸中如对水晶头有特殊要求的,则按图纸为准,电话线6P4C,6P2C水晶头对其供应商不做要求4. 尺寸标准,如图二,图三(重点检验)测试工具:卡尺,卷尺,孔规(A类)4.1图二,图三中8.357MAX尺寸可用发行给IQC的孔规进行测量(如图一)(图一)4.2网线类8P8C、8P4C水晶头规格(图二)4.3电话线类6P4C、6P2C水晶头09 ROHS测试每一批次ROHS测符合ROHS要求(A类)试仪备注:尺寸检验标准(1)必检尺寸---图纸图面有公差要求、有特殊要求检验的尺寸。
东莞市川富电子有限公司线材检验规范文件编号: 版本:制定: 审核:批准: 发行日期:变更说明表序号变更日期变更理由改变内容版本编制/修改批准1. 目的制定本公司线材产品的检验标准和试验方法,确保本公司线材产品能满足研发设计、生产装配、测试以及用户的使用要求。
2. 适用范围本规范适用于本公司线材产品的检验。
3. 缺陷类别定义3.1CRI,致命缺陷:对产品使用者人身与财产安全构成威胁的缺陷。
3.2MAJ,主要缺陷:产品的性能不能满足该产品预定的功能或严重影响该产品正常使用性能或可导致客户退货的缺陷。
3.3 MIN,次要缺陷:对产品外观产生轻微影响的缺陷。
4. 检验条件及环境4.1 环境亮度:在距离检测部分50cm处用一个照明亮度值为500LUX以上的照明系统模拟日光。
4.2 检查方式和角度:目视,视线与被检查物表面角度在15-90度范围内旋转。
4.3 检查距离和时间: 检查被检物最多15秒内,人眼距离被检物约25cm。
4.4 检验人员裸视或矫正视力1.0以上。
5. 抽样标准5.1 外观抽样检验依MIL-STD-105E-II (CRI=0 MAJ=0.4 MIN=1.0)一般检验水平Ⅱ级。
5.2 特殊项目(尺寸、可靠性)抽样方案为 S1 级,但同时满足每批最少抽检5 PCS 。
6.检验内容6.1 外观检验序号缺陷名称标准要求缺陷等级CRI MAJ MIN1 点缺陷点缺陷直径≦0.35 mm●2 线缺陷线缺陷不可有刮伤感,刮伤宽度≦0.05mm●3 毛边所有毛边高度≦0.05mm●4 缩水不可有缩水现象●5 破裂、开裂不可有破裂、开裂现象●6 丝印不可有丝印歪斜﹑缺笔画﹑重影、不清晰现象●7 气泡不可有气泡现象●8 烧焦不可有烧焦现象●9 色差不可有色差现象或参考限度样品●10 光泽不良不可有光泽不良现象或参考限度样品●11 变形不可有变形现象●12 指纹不可有指纹印现象●13 油污不可有油污黏附现象●14 残胶不可有残胶现象●15 凹痕不可有凹痕现象或参考限度样品●16 气味不可有气味现象●备注:外观项目IQC、OQC按AQL=0.4标准检验,制一课需全检/批。
线材行业IQC进料检验报告
一、检验目的:为了确保线材生产过程中原材料的质量和稳定性,保证产品生产的质量和可靠性。
二、检验范围:本次进料检验主要对线材的外观、尺寸、力学性能、
化学成分等方面进行测试和评估。
三、检验项目及方法:
1.外观检验:对进料的每批线材进行外观检查,包括表面光洁度、损
伤和锈蚀情况等,并记录检查结果。
2.尺寸检验:针对线材的直径、圆度和长度进行测量,使用千分尺、
影像仪等仪器进行测试。
3.力学性能检验:对线材的抗拉强度、屈服强度和延伸率等进行测试,使用万能试验机进行力学性能检测。
4.化学成分检验:对线材的化学成分进行分析,包括碳含量、硫含量、焊接性能等检验项目。
四、检验结果:
1.外观检验结果:经过外观检验,进料线材表面光洁度良好,无明显
损伤和锈蚀。
2.尺寸检验结果:线材的直径测量结果符合要求,圆度偏差在允许范
围内,长度也在允许范围内。
3.力学性能检验结果:经过抗拉强度、屈服强度和延伸率等力学性能
测试,进料线材的性能符合标准要求。
4.化学成分检验结果:线材化学成分分析结果显示,碳含量、硫含量和焊接性能等指标均在合格范围内。
五、质量评价:经过以上检验项目的测试和评估,本批进料线材的质量符合标准要求,可以进行下一步的生产和加工。
六、检验结论:本次进料检验结果良好,线材的外观、尺寸、力学性能和化学成分等均符合标准要求。
建议生产部门对该批进料线材进行合理储存和使用,确保产品生产过程中的质量和可靠性。
七、检验人员:(签名)。
年月日年月日年月日************有限公司编号20120423-10 版次 1.1 制定日期2012年4月23日检验项目技术要求检验设备缺陷分类外观注塑插头无变形、缺料、溢料、伤线、凹陷、露线目视 C 产品规格、电流、电压、相关认证标识正确注塑线卡无伤线缺料、溢料及其它塑化不良现象端子无变形、缺料及其它塑化不良现象线材标识色泽均匀、印字正确清晰、耐擦(用带水之脱脂棉擦拭后清楚可辨)其它线皮表面光滑、平整、不可有泡点、烫伤、烧焦、凸凹不平、破皮及不可擦拭之脏污结构导体AWG应符合工程图面或承认书要求目视A 构成应符合相关国际标准或区域标准之规定值千分尺绝缘体绝缘厚度应符合相应型号和规格的规定值游标卡尺A 材质应符合产品标准,其最大工作温度应符合产品标准目视颜色应符合工程图纸或物料承认书或与样品一致外被体外径应符合工程图面或相关之物料承认书游标卡尺B 材质应符合产品标准,其最大工作温度应符合产品标准目视颜色应符合工程图面或物料承认书之要求或与样品一致尺寸线材(各段)长度应符合工程图面或相关之物料承认书卷尺百分尺B 卷轴式不作检验工艺要求配合各型号端子或注塑插头在公母配插时配合适度、插拨自如,不允许公端插针弯曲倾斜,母端针孔阻塞等不良现象目视B 线序应符合工程图面或物料承认书之要求,或与样品一致,不可错乱,且公母对插线序须一一对应目视 B线卡拉力测试线材带线卡的须作拉力测试,一律以10kgf测试,距线卡200mm,时间为15s,且位移在2mm以内。
若有特殊要求的,按特殊要求测试拉力具秒表游标卡尺B圆对插线测试4—13芯为1.5—5kgf,迷你PIN型为1.3kgf以上(插拔300次),若有特殊要求,依特殊要求操作拉力器 B年月日年月日年月日************有限公司编号20120423-10 版次 1.1 制定日期2012年4月23日检验项目技术要求检验设备缺陷分类工艺要求端子可靠性测试焊点须牢固,不允许有虚焊、包焊,漏焊等不良现象。
车载无线充电产品IQC、IPQC及OQC检验规范(车载无线充电产品产品来料过程及成品检验规范)1.文件名称:来料检验规范文件编号:Q-QA-3-18002制定部门:质量部发行日期:2018-10-161.目的确保供应商来料之品质且满足生产需求.2.范围适用本公司供应商来料检验3.定义3.1外观:指产品(组立成品)由外部或使用时能直接看见之部分,如正面为A面、两侧为B面、底面C面.3.2机构:指部品在组装、功能方面之机构部分.3.3特性:指部品电气性能测试;环境测试;功能测试;印刷、胶合、喷涂等表面处理的附着力等性能测试.3.4缺陷分类:3.4.1致命缺陷(CR)――有危害使用者或携带者之生命或财产安全之缺陷。
3.4.2重缺陷(MA)――丧失产品主要功能,不能达成制品使用目的的缺陷。
3.4.3轻缺陷(MI)――某一实体只存在外观上的缺陷,实际上不影响产品使用目的之缺陷。
4.职责无5.作业程序5.1外观5.1.1正常观察距离:30CM5.1.2检验员祼视(或矫正后)之视力为1.0以上,并不得有色盲.5.1.3照明度:被检验面之照明度为450-900LUX为标准.5.1.4环境条件:温度25±5℃;湿度50%±20%RH。
5.1.5光源:以日光灯为标准,但有关色泽之判定应在自然光线(太阳光)下或用标准光源箱.5.1.6轻微缺点:正常日光灯下正常观察距离,5秒钟内不能清楚地判定之缺点.5.2 机构:5.2.1以工程图面所规定之需求为依据.5.2.2以相应测试仪器测量.5.2.3以实际装配组装为检查辅助重点.5.3 检验条件将待检查物品至日光灯下,两眼30CM之位置,上下左右45度角范围内,肉眼观察或用指定量具检验之,每次时间为5秒,工作台表面不能反光.5.4抽样计划和允收计划5.4.1抽样计划5.4.1.1公司抽样计划按照GB/T2828.1-2012一般抽样水准Ⅱ执行(顾客有要求时按顾客要求执行)。
适用于充电器系列产品乙方:编号:编写:一、目的本检验要求规定加工厂在进行进货检验时的特别注意点以及检验方法,使投入生产的原材料能正常使用,保证产品质量。
二、检验标准说明注:本说明解释权属本公司所有。
三、检验项目1.电阻:(包括:10D200 NTC;680K1/2W金属氧化膜;1M1/2W;0R68 1/4W金属氧化膜;5R6 1/4W;120K1/4W;56K2W金属氧化膜;470R1/4W;133K1%1/4W;150R 1W金属氧化膜;220R 1/4W;10K 1/4W;1K 1/4W;33R 1/4W;150K 1/4W)2.稳压管(包括:36V1/2W;27V1/2W;24V1/2W;47V1/2W)3.电容(包括:X2 474 275V;102K/1KV高压瓷片;103J/1KV CBB81;47UF/50V;153J400V 涤纶;222 1KV高压瓷片;104 50V;1000UF/25V;10UF/350V;33P 1KV瓷片;103J 400V涤纶;334J 400V;2.2UF/400V)4.肖特基整流二极管(包括:SBL1040CT)5.整流二极管(包括:1N4007)6.快恢复二极管(包括:FR107;HER108)7.场效应管(包括FQP 50N06;DFU1N60)8.保险丝(包括:3.15A 250V)9.可控硅(包括:MCR100-6)10.三极管(包括:BLD128DFP)11.电感、变压器(包括:A861P,A862,A863,A864,A865,10uH色环电感)12.继电器(包括:SMI-S-212L)13.散热器(包括:HS1)14.PCB(包括:CL860 230V V2.35)注:以上无提到的检验项目按常规方法检验。
四、具体检验要求1.电阻:(包括:10D200 NTC;680K1/2W金属氧化膜;1M1/2W;0R68 1/4W金属氧化膜;5R6 1/4W;120K1/4W;56K2W金属氧化膜;470R1/4W;133K 1%1/4W;150R 1W金属氧化膜;220R 1/4W;10K 1/4W;1K 1/4W;33R 1/4W;150K 1/4W)1)外观尺寸(目测、游标卡尺):外表无可见损伤,标志内容正确、完整、清晰,引脚无氧化、无锈迹、无污物、无折断。
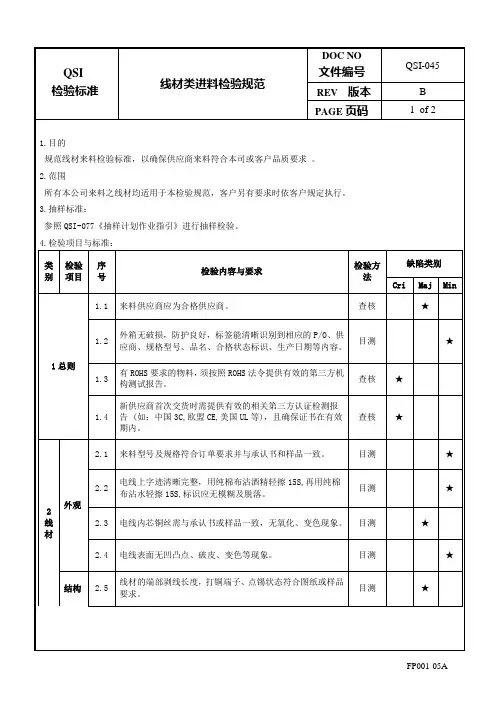
线材类来料检验规范
版本变化
版本A
编制
修改内容
起草人
修订人
日期
第一版
审核
VOIDIFNOREDCONTROLSTAMP批准
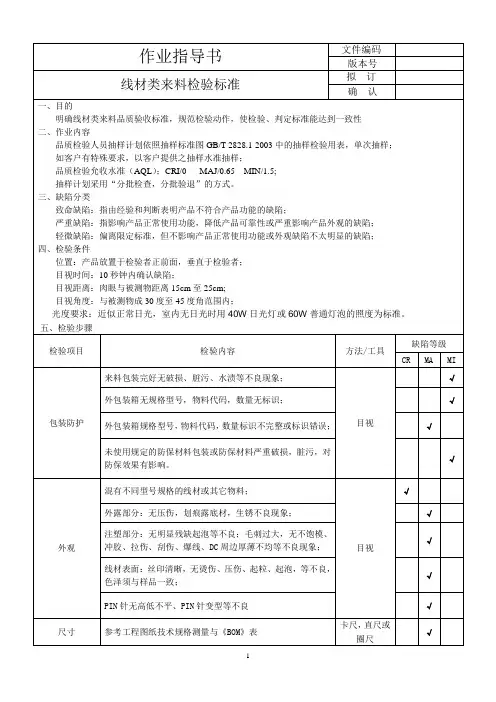
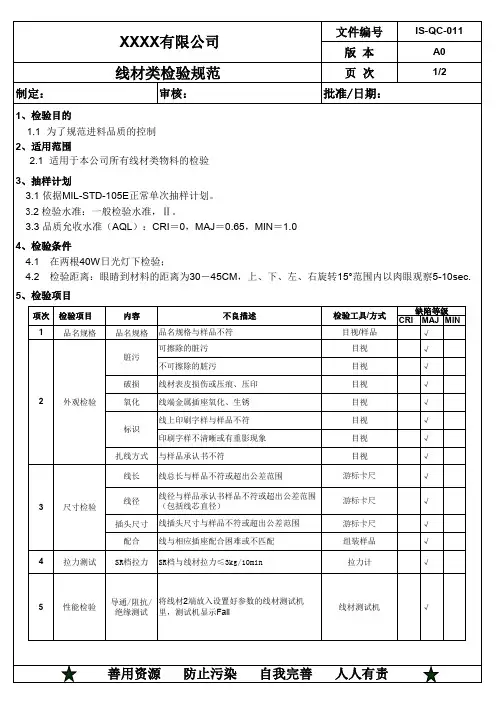
制定线材类物料检验规范,指导IQC检验员检查作业,确保符合技术和品质要求。
2.范围:
适应于某某线材类物料的来料检验。
3.定义:
CR:为一个缺陷,将导致在消费使用中将危及到人身安全,或无法使用。
MA:为一个或多个缺陷,它将在运输或使用过程中易损坏,或使用寿命短;性能差等。
以及直接影响顾客使
用;MI:为一个或多个缺陷,不影响产品的装配和使用性能。
4.参考文件:
4.1抽样标准:MIL-STD-105E
4.2创明抽样检验规范CHAM-WI-QA-343
5.职责:
5.1IQC检验员:负责物料检验,记录和异常反馈;5.2品质主管/工程师:负责不良确认和异常处理。
6.程序:
6.1抽样方案
允收水准CR外观尺寸/性能/其它6.2检验条件6.2.1光源:在30-40W的萤光灯下,物件距光源50~65cm;6.2.2检视距离:将物件放在检验人员正前方35~45cm处;6.2.3检视角度:将物件的检验面与检验人员的眼睛成30~60°;6.2.4检视时间:3~5S;
6.2.5环境:溫度:25±5℃湿度:60±20%。
6.3作业程序
7.记录:
IQC来料检查记录8.流程图:N/A
烙铁某卡尺万用表,绝缘电阻测试仪目视目视目视方法/工具CRMA某MI某某某某某某某某某某某VOIDIFNOREDCONTROLSTAMP。
(品管工具QC七大手法)品质部IQC进料检验标准品质部IQC进料检验标准一、适用范围:本检验标准适用于深圳山源电器XX公司以下物料之进料检验:※板材:铝板、镀锌板、黄铜板、紫铜板、电解板、铁板、不锈钢带、马口铁)。
※外协加工:镀锡、镀镍、镀锌、铜钝化、阳极氧化、氧化发黑、喷涂等其它电镀件及外购螺母、螺柱。
※各种型材:铝型材、铜排。
※PC板(绝缘隔热板)。
※电子元器件:PTC片、温控器、熔断器、连接线等PTC组装原材料。
※塑胶类:左右支架、盖板、塞头、绝缘片、云母片。
※五金类:五金支架、电极板、插销等。
※铁丝:铁线材。
同时对物料中ROHS环境有害物质进行管制。
二、抽样方法:依据MIL-STD-105E正常“Ⅱ”级抽样,必要时可采用加严抽样。
AQL:CRI=0MAJ=0.65MIN=1.5.对各种板材采用特殊规定:每批板材进料检验,每批来料抽样1PCS,若发现有壹项主要缺陷时,则依实际情况加严抽检至5PCS,如再发现主缺陷时,判定拒收。
三、检验范围:1.产品包装2.外观3.尺寸4.角度5.性能6.适配7.检测要求:尺寸测量、角度测量、拉力测试、附着力测试、可焊性测试、盐雾测试、平面度测试、电气强度测试、导通测试、耐温测试及其它特殊需要性能测试(客户有特殊要求按客户标准增加检测项目)。
四、测量设备:平台、游标卡尺、千分尺、米尺、万能角度尺、高度尺、针规、薄厚塞规、半径规、百分表、投影仪、导电率测试仪、耐压测试仪、盐雾测试机、拉力器、锡炉、数显干燥箱、专用检具、适配样品等检测工具。
五、检查项目:1.板材(铝板、镀锌板、黄铜板、紫铜板、电解板、铁板、不锈钢带、马口铁)。
2.外协产品:镀锡、镀镍、镀锌、铜钝化、阳极氧化、氧化发黑、喷涂等其它电镀件及外购螺母、螺柱。
3.各种型材(铝型材、铜排)4.PC板(绝缘隔热板)5、电子元器件(PTC片、温控器、熔断器、连接线)6.塑胶类(左右支架、盖板、塞头、绝缘片、云母片)7.五金类(五金支架、电极板、插销等)8.铁丝(铁线材)此类材料只测直径;直径符合订货要求,粗细均匀壹致即可。