线材检验规范
- 格式:doc
- 大小:99.00 KB
- 文档页数:3
德信诚培训网
更多免费资料下载请进: 好好学习社区 BAFO 线材系列检验规范
一. 目的
兹定义本公司生产的成品检验标准,来做为品管人员品质判定依据,并藉以和各部门能有一致的认识,以确保符合客户品质要求。
二. 适用范围
本公司生产的所有BAFO 线材系列成品检验判定标准。
三. 责任者
品管部门主管。
四. 抽样、判定标准
(一)抽样计划
依据一般检验水准LEVEL Ⅱ正常检验单次抽样计划表制成《惠州市宝丰信息科技有限公司抽样计划表》。
(二)判定定义
(1) 致命缺陷(CR ):
影响到人身安全或使产品功能完全失效及对生态环境产生污染之缺陷。
(2) 重缺点(MA):
a.导致不能使用,不能售卖的缺点;
b.产品未达到客户的要求,且与客户沟通未能达成一致性的缺点;
c.潜伏性的信赖度缺点。
线材外观检验规范Wire Visual Specification1.0 目的1.1建立外观检验标准,使外观检验与判定更加标准化,规范化,更好满足品质控制与客户的需要。
2.0范围2.1本程序内容及附图应于本公司内所生产的线材或来料线材验收的外观标准及判定。
2.2 在本程序中所附的图片及图片的式样仅为示意图,其它产品均可以此为参照的依据。
3.0 职责3.1 QA部对本程序进行制定,修改和解释,并对相关人员进行本程序内容的培训与指导。
3.2 QC督导此标准的要求在生产线或其它需依据本标准作业处的实施。
3.3 OQC及IQC应根据本标准及AQL抽样水准进行产品出货检验和来料收货检验。
3.4 生产部门依据本标准进行产品生产,产品检验或产品返工。
3.5 当依本标准不能作出准确判定或对本标准存异议时,由QC人员提交至QA工程师级以上决定。
4.0定义4.1 除特别规定外,目检时应用正常视力,在自然的光线下对产品或所抽取的样品进行检验。
目视时间约为5~7秒,样品的长度为2.0~2.2米。
4.2 除特别规定外,对于长度的测量应采用精度达0.02mm以上的测量工具,如游标卡尺,千分卡尺,投影仪等。
对于面积的测量应采用面积为1:1的透明对比膜或能达到同等效果的测量方法。
4.3 本料:线材生产时,所具有相同成分和相同颜色的胶料,颜色式样与色板相一致。
4.4 杂质:胶料中混有与本料不一致或与本料颜色不相同的其它物质,如线材押出后出现牛皮纸、小石子等非胶料物质或白色料中出现黑料、黑点等。
4.5 染色:线材押出后表面粘有与本料颜色不同的其它颜色(表面印字与注条除外)。
4.6 压伤:线材在生产、运输、贮存等各个环节中,由于外力的机械作用导致线材表面的挤扁变形或绝缘破损等。
4.7 刮伤:线材在生产、运输、贮存等各个环节中,由于外力连续机械作用导致线材表面有摩擦的压痕。
4.8 破洞:线材在生产、运输、贮存等各个环节中,由于外力的机械作用导致线材绝缘的破损出现导体、屏蔽等露出。
图一
图二
已经加工过的线材来料应对其所压端头插头进行检查,所压端头插头是否正确,达到排线根数是否准确有无变形,破损,用卷尺测量其长度是否达到标准。
图三图四
冷压端头检验方法
先从包装袋任意取出一个OT端头。
端头所标示《5.5-6》“5.5”是压线端初始孔的直径为“6”是其固定圈的直径为6毫米。
先检查压线孔有无堵塞,再用截面
线穿过,说明其能达到规格标准。
(如图五示)
图五
用游标卡尺测量其固定圈内圈的直径可以得出数据为6毫米。
(如图六示)
图六
对于空芯针形端头,参照OT端头的的方法,首先取一枚空芯针形端头,查看芯孔有无瘪,变形,由于空芯端头过小本身没有标示规格型号,参照包装标签所示。
例:
1.5平方的电线穿过,以测试其是否达到规格。
图七
LH-QR-71。
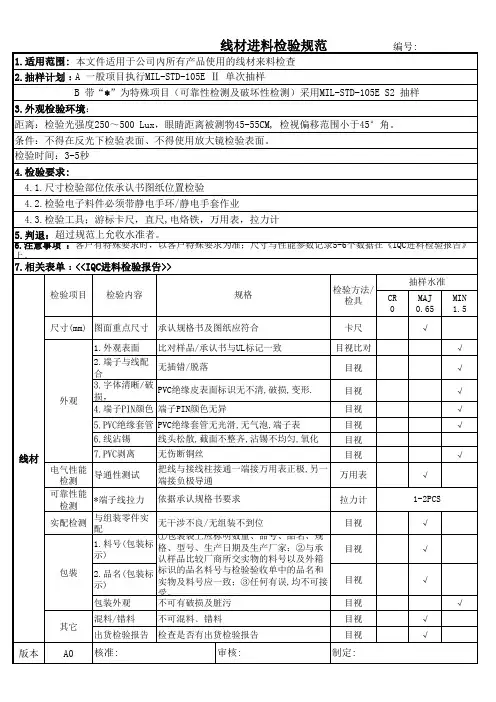
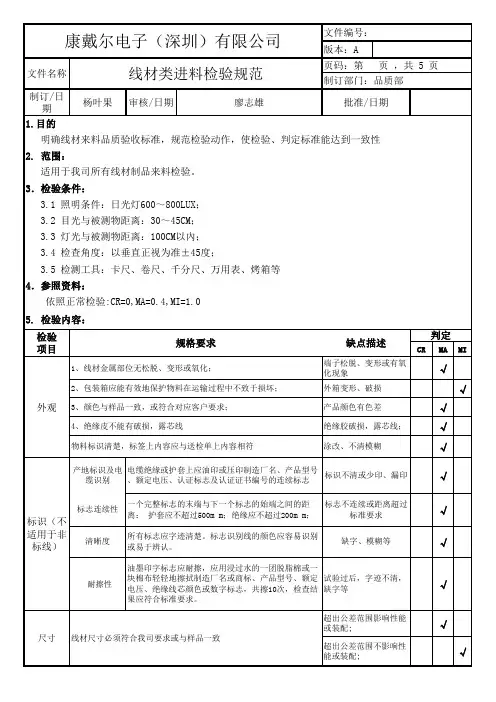
上制作: 核准:一、目旳:明确线材来料品质验收原则, 规范检查动作, 使检查、鉴定原则抵达一致性。
二、合用范围:合用于我司所有线材来料检查。
三、检查条件:1.照明条件: 日光灯600~800LUX;2.目光与被测物距离: 30~45CM;3.灯光与被测物距离: 100CM以內;4.检查角度: 以垂直正视为准±45度;5.检查员视力:双眼视力(包括戴上眼镜)1.0以上, 且视觉正常, 不可有色盲, 斜视、散光等;四、参照原则:根据MIL-STD-105EⅡ级单次正常抽样原则CR=(正常抽样Ac/Re:0/1);MA=0.65;MI=1.5根据MIL-STD-105EⅡ级单次S-.特殊抽样原则.AQL:2.5抽样五、检查仪器和设备: 卡尺、卷尺、烙铁、千分尺、拉力器、万用表、耐压仪、游标卡尺、绝缘电阻测试仪。
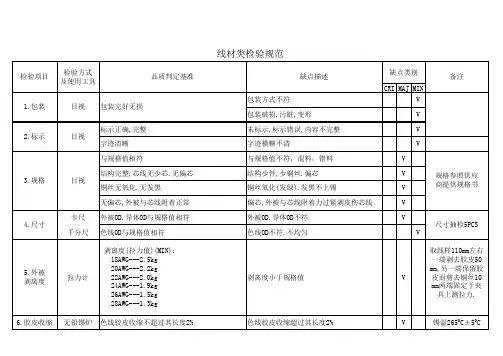
七、检查内容:(1)包装检查: 外包装箱应规范、整洁, 并具有产品标识, 应无破损、污物等不良现象。
产品标签清晰, 内容应注明物料名称、规格型号、数量、生产日期、产品厂家等标识。
(2)外观检查:线材表面清洁, 无破损、污脏、缺芯、变形及其他机械损坏, 颜色一致, 并具有3C、额定温度、额定电压标识。
连接端子不可有锈蚀、氧化现象;连接方式若为焊接式其焊点应饱满、光泽, 连接方式若为压接式其压接片完损、线芯不可折断及外露。
线芯无氧化、发黑现象, 线芯若浸锡应均匀, 多股时应不可散开。
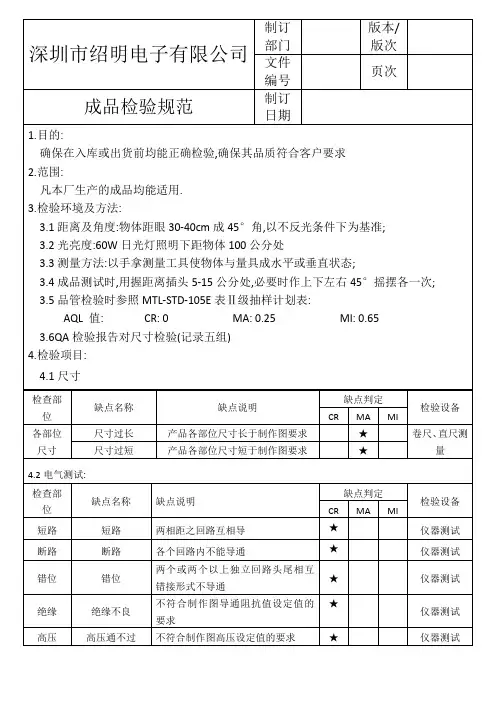
(3)尺寸:尺寸用卡尺或卷尺检测。
用卡尺测量线材外护套尺寸、线芯绝缘层尺寸、线芯直径、连接端子尺寸、线头长度等, 用卷尺测量线材总长度。
试配:连接端子其对应旳端子进行试配。
(4)特性:a.线材通断(定义);用万用表蜂鸣档对其两端进行测试, 或用测试工装测试, 或与整机连机测试, 测试过程中用手按上、下、左、右各成45°轻摇线材之线与头连接处, 上下、左右各5次循环, 测试不能出现INT(接触不良)现象。

项目CRMAMI√√√√√√√阻燃实验√可焊性√附件一:国标PVC线材:非电镀金属电镀金属0.51/0.8Φ2.43636.70.751/0.97Φ2.624.524.811/1.13Φ2.818.118.21.51/1.38Φ3.312.112.22.51/1.78Φ2.107.417.56导体电阻:导体电阻检查应在长度至少为 1 m 的电缆试样上对每根导体进行测量,测量值不小于标准要求0.8导体:退火铜线绝缘体材料:绝缘体及护套结构厚度要符合相应国家或地区的要求,见附表0.0130.0110.0120.009型号:227IEC08(RV-90)特性:300/500V ;90℃标称截面积(mm 2)平均外径上限(mm)结构(No./mm)绝缘层标称厚度(mm)0.60.70.6型号:227IEC07(BV-90)《进料检验报告》 线材物料承认书 6.相关文件:符合的安全规格:GB5023/GB/T3956PVC/E将触发器的端子(或线材)放入灼热丝试验箱,灼热丝温度设定为750℃,接触样品可能出现最高温度的部位为10S,灼热丝离开后30S,产品的任何火焰或燃烧物均应熄灭。
性能IQC检验作业规范0.620C导体最大电阻(Ω/Km)90℃时绝缘电阻最小值M Ω·km0.015将脱皮芯线浸入250℃-270℃锡炉1.5-3S观察吃锡率>95%(承认书如有特殊要求的以承认书要求为准)吃锡度小于95%不导通或有短路现象;导通性良好,无开路或短路现象;导体横截面积导体的横截面积应与标称的横截面积相符特性:300/500V ;90℃7.记录:端子与导线在30N力内脱落产品在要求条件下没有熄灭端子与导线拉力≥30N力不脱落(此项只针对带端子的线材)导体导体应是退火铜线,但铜皮软线也可以使用铜合金单线。
导体中的单线可以不镀锡。
绝缘应按产品标准中的每种型号电缆,相应规定的材质,(室内应用PVC材料,室外产品用橡胶材质)检验项目规格要求缺点描述非电镀金属电镀金属16/0.2028/0.1524/0.2042/0.15132/0.20Φ2.819.5201.548/0.20Φ3.313.313.72.577/0.20Φ2.107.988.21型号:特性:导体:退火符合的安全下限上限非电镀金属电镀金属16/0.2028/0.15 3.0×4.8 3.9×6.424/0.2042/0.15 3.2×5.2 3.9×6.43X0.50.616/0.20Φ5Φ6.23940.13X0.50.628/0.15Φ5Φ6.23940.13X0.750.624/0.20Φ5.4Φ6.82626.73X0.750.642/0.15Φ5.4Φ6.82626.7备注:其余型号的电线可参见GB5023相关规定。
欧规线材检验规范1.0目的:确保生产所需之线材均能正确检验,以确认其符合品质要求。
2.0适用范围:凡H03VV...、H05VV…欧洲及澳洲认证线材均适用之。
3.0内容:3.1抽样方式以ANSI/ASQC Z1.4-2012表二级检验水准单次抽样计划执行正常检验,采用AQL:MAJ 0.25 MIN 0.65,尺寸检验每批允拒收水准为抽样10PCS,0收1退.若线材以轴卷式进料者;则以卷数进行抽样,1-10(含)卷,抽样3卷,(若进料量小于3卷则全检)11-25(含)卷,抽样5卷;25卷以上,抽样7卷;每卷抽0.5M.每批采用允拒收水准为0收1退。
3.2检验注意事项:3.2.1 核对有无公司零件图或物料承认书及首件样品,若无则不予验收.3.2.2 尺寸规格依据物料承认书或公司零件图中之数据保持二位小数(四舍五入)取得,其公差不变;尺寸检验合格时,将重点检验之尺寸10PCS合格数据全部记录于检验表单中;若有尺寸检验不合格时,也将重点检验之尺寸10PCS里不合格数据全部记录于检验表单中。
3.2.3 检验项目为本公司设备,治具,能力所无法验证之部分的物料,则依供应商之出厂检验报告为保证依据。
3.2.4 一般检验依3.3之项目执行,若有特殊项目或标准则依特殊要求检验,检验之记录则填写于备注栏,或附件中。
3.3常规的检验项目:3.4 信赖性检验项目:参见附件一。
4.0参考文件:4.1 公司各零件图面4.2 各物料承认书4.3 可靠性试验规范5.0品质记录:5.1线材进料检验报告进料检验报告(2).xls5.2各供应商出厂检验报告5.3供应商品保卡5.4摇摆试验报告循环摇摆测试报告.xls5.5耐燃试验报告耐燃试验记录表.xls附件一:信赖性检验项目备注:1.以上“×”为供应商提供检验完成项目.(以每月供应每种不同规格的线材,供应商按进货不同的订单号码之生产不同材料附相应的可靠性报告)IQC在查核供应商提供可靠性报告时;依各物料承认书之规定来判定供应商提供报告的实际符合标准.2. 以上“√”为本公司检验完成项目.3. 摇摆测试条件:挂重2000g,频率30次/分;角度±45度,10000次后无导通不良.。
中心位置高度不大低于四角0.2mm中心点不低于四个角0.2NGn Re g i st:五金变形,整条线材所有五金无一处或以上五金变形为允收:五金铁壳装配异常整个产品无装配异常为允收Un Re t e r ed:五金压尾位置异常,生产制程中需压五金尾的产品,五金压尾的位置须在线材的外被上,且线材压尾加工后,五金无损伤线材内芯线的现象,整条线材无一处或以上五金未压尾为允收:缺胶:整条线材无一处或以上缺胶为允收头歪:整条线材无一处或以上五金与主体不同轴心方向(<3度)为允收。
NGUn Rt er ed:尾部未点锡,整条线材无线材漏点锡为允收(客户有要求不点锡可例外):印字清晰:线材外被印字需与要求的字体,内容,颜色一致,无字体模糊不清现象。
字体破损,不清晰OKOKUn Re er ed:装配错位/离壳:装配的车充或充电器塑胶外壳装配后底面壳上下壳这间距离大于0.3mm 为离壳,有底面壳前后错位超过0.3mm 为错位,允收尺寸为前述尺寸Un Re4mmUn Re g发行日期版 次V0.0编 号页 次13测试方法:将测试母座固定在机器度部夹具内,将插头公座插入母座内,将机器上部按下降按钮到插头公座上,并用夹子夹紧公座使读数表归零,按上升按钮,此时表针指示读数为拔出力数值。
将读数表归零,按下降钮,将公座插入母座内,(注意要及时停机,否则读数将会很大,不是实际插入的数值,而是机器堵转的数值)此时显示的为插入力数值。
线材检验规范41:外箱标签:依据以下标签填定,QC 签名外以01,02:03,等字码代替。
验货合格后需加盖QC 专用的PASS 章,QC 成品出货时,如为ROHS 产品,外箱需有ROHS 绿色环保标签。
42:插头拔插力过大或过小,我厂生产的音叉插头线,有部分客户对插头不的拔插力有一定要求,具体标准以客户实际要求为准,本厂成品出厂时,需对此项有测试要求,测试工具可以使用本厂的端子拉力测试机进行测试,实际测量值以测试表上的读数为准,单位kgUn Re gi st er ed发行日期版 次V0.0编 号页 次14线材检验规范43:线材摇摆测试:固定DC 头,取下方导线 1M 外悬挂300G 砝码,拉紧导线,挂于摇摆实验机上呈左右60度摇摆,实验500次以上,导线可以正常使用44:五金盐雾测试 :电镀金属件可以通过12小时盐雾测试,3%盐水浓度,温度20度,PH 值越小,即腐蚀性越强,表示环境测试越恶劣Un Re gi st er ed。
深圳市科陆电子科技股份有限公司质量体系工作文件
CL/WP-ZL-059
线材检验规范
(A0版)
编写:日期:
审核:日期:
批准:日期:
受控状态:
深圳市科陆电子科技股份有限公司
1、目的
本检验规范为了进一步提高线材的质量,在线材进料时严格把关,特制定出适应本公司的线材检验标准,为线材检验提供科学、客观的方法。
对于某些无法用定量表明的缺陷,用供需双方制订的检验标准和封样的办法加以解决。
2、适用范围
本检验规范适用于我司对外所有采购之线材的检验及验收。
3、参照文件
本检验规范参照《IQC作业操作规程》、《原材料外观检验规范》等。
4、内容
4.1检验工具
卡尺、卷尺、介刀、烙铁、锡线、万用表、CL6013、耐压测试仪、绝缘电阻测试仪、测试工装。
4.2术语
1)色差:与标准颜色的差异。
2)DB型端子:端子成D形。
3)手枪头:端头成手枪状,前插头可插入后插孔内。
4)品字头:端头成品字状,一般为电源线插头,符合国标(左L、右N、中地)要求。
4.3检验项目及检验方法
4.3.1外观
4.3.1.1外包装箱应规范、整洁,并具有产品标识,应无破损、污物等不良现象。
4.3.1.2产品标签清晰,内容应注明物料名称、规格型号、数量、生产日期、产品厂家等标识。
4.3.1.3线材表面清洁,无破损、污脏、缺芯、变形及其它机械损坏,颜色一致,并具有3C、额定温度、额定电压标识。
4.3.1.4连接端子不可有锈蚀、氧化现象;连接方式若为焊接式其焊点应饱满、光泽,连接方式若为压接式其压接片完损、线芯不可折断及外露。
4.3.1.5线芯无氧化、发黑现象,线芯若浸锡应均匀,多股时应不可散开。
4.3.2尺寸
4.3.2.1尺寸用卡尺或卷尺检测。
用卡尺测量线材外护套尺寸、线芯绝缘层尺寸、线芯直径、连接端子尺寸、线头长度等,用卷尺测量线材总长度。
4.3.2.2试配。
连接端子与其对应的端子进行试配。
4.3.3特性
4.3.3.1线材通断(定义):用万用表蜂鸣档对其两端进行测试,或用测试工装测试,或与整机连机测试,测试过程中用手按上、下、左、右各成45°轻摇线材之线与头连接处,上下、左右各5
次循环,测试不能出现INT(接触不良)现象。
4.3.3.2匹配互换性:采用相同型号规格的接线端子与其进行互换。
4.3.3.3线材每1M阻值R:用介刀截取1M长线材,用CL6013通入一定的电流I(通常<1mm2通3A,≥1mm2通10A=,通电1分钟,再用CL6013测其两端电压U,计算出每1M电阻值R=U/I。
4.3.3.4耐压:用耐压测试仪进行测试,所加电压测试时间通常为1min。
4.3.3.5绝缘电阻:用绝缘电阻测试仪测试,其中绝缘电阻测试仪上所加电压约等于线材的额定电压。
4.3.3.6可焊性:用30W烙铁加0.8mm2锡线对线头(焊接处)进行焊接,时间3~5S,要求浸锡覆盖
面积≥95%,并无冷焊、假焊等不良现象。
4.3.4注意事项
4.3.4.1线材表面必须具有3C、UL、CSA等相关安全认证的一种或多种标识,否则拒收。
4.3.4.2若线材尺寸未标注公差,按此规格执行:线长采用±5mm(1M以下)或±50mm(1M以上);线头5mm±1 ;接线端子按接线端子规格尺寸进行测量;
4.3.4.3线材定义用测试工装或与整机连机测试时参照其相对应的操作方法。
4.3.4.4线材的接线端子的一定要具有匹配互换性,否拒收。
4.3.4.5测试线材每1M阻值R时,截取线材的长度可根据公司实际情况稍作变动。
4.5检验标准
4.5.1外观检验标准依本规范4.3.1、4.3.4、《规格型号、性能参数表》及公司相关规定进行检验。
4.5.2尺寸检验标准依本规范4.3.2、4.3.4、《规格型号、性能参数表》及公司相关规定进行检验。
4.5.3特性检验标准依本规范4.3.3、4.3.4、《规格型号、性能参数表》及公司相关规定进行检验。
4.6记录
《进货检验报告》、《质量部试验报告》。
4.7说明
4.7.1线材的检验项目可根据来料的实际情况进行适当调整,可增加或减少检验项目。
4.7.2《规格型号、性能参数表》作为本检验规范的附页,并可根据公司物料的增加作相应的增加,对于同类但因长度等类似差异的物料可以进行简化。
4.7.3线材检验标准可包含:IQC检验标准、规格承认书、技术图纸、国家标准及行业标准、样品及公司相关规定。
4.7.4报告中记录数据可为一部分数据或全部数据,并可根据公司实际情况而定。