插件首件检验记录表
- 格式:docx
- 大小:22.96 KB
- 文档页数:1
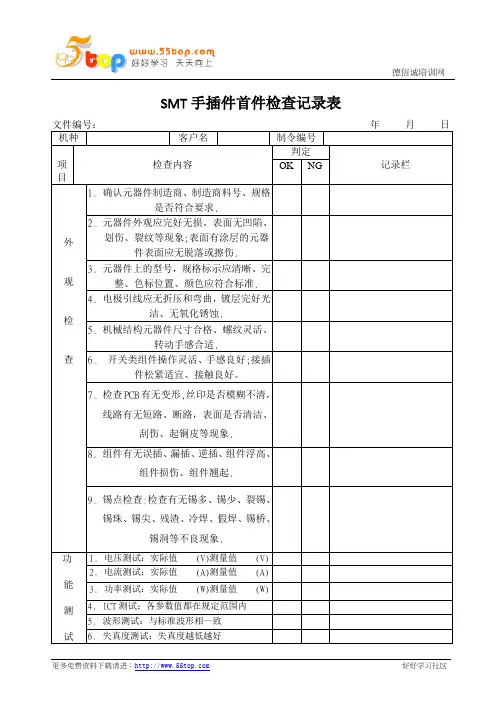
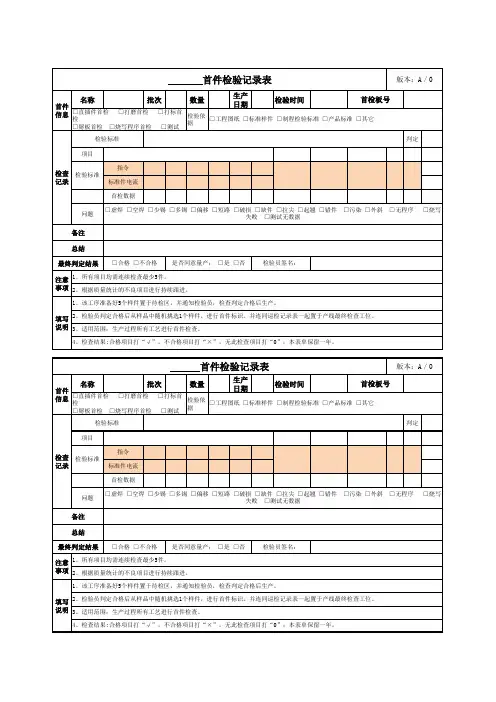
SMT手插件首件检查记录表机种客户名制令编号
项目检查内容
判定
记录栏
OK NG
外观检查1.确认元器件制造商、制造商料号、规格
是否符合要求.
2.元器件外观应完好无损、表面无凹陷、
划伤、裂纹等现象;表面有涂层的元器
件表面应无脱落或擦伤.
3.元器件上的型号,规格标示应清晰、完
整、色标位置、颜色应符合标准. 4.电极引线应无折压和弯曲,镀层完好光
洁、无氧化锈蚀.
5.机械结构元器件尺寸合格、螺纹灵活、
转动手感合适.
6. 开关类组件操作灵活、手感良好;接插
件松紧适宜、接触良好。
7.检查PCB有无变形,丝印是否模糊不清,
线路有无短路、断路,表面是否清洁、
刮伤、起铜皮等现象.
8.组件有无误插、漏插、逆插、组件浮高、
组件损伤、组件翘起.
9.锡点检查:检查有无锡多、锡少、裂锡、
锡珠、锡尖、残渣、冷焊、假焊、锡桥、
锡洞等不良现象.
功能测试1.电压测试:实际值 (V)测量值 (V)
2.电流测试:实际值 (A)测量值 (A)
3.功率测试:实际值 (W)测量值 (W)
4.ICT测试:各参数值都在规定范围内
5.波形测试:与标准波形相一致
6.失真度测试:失真度越低越好
7.S/N测试:在规定范围内
承认确认担当判定备
注。
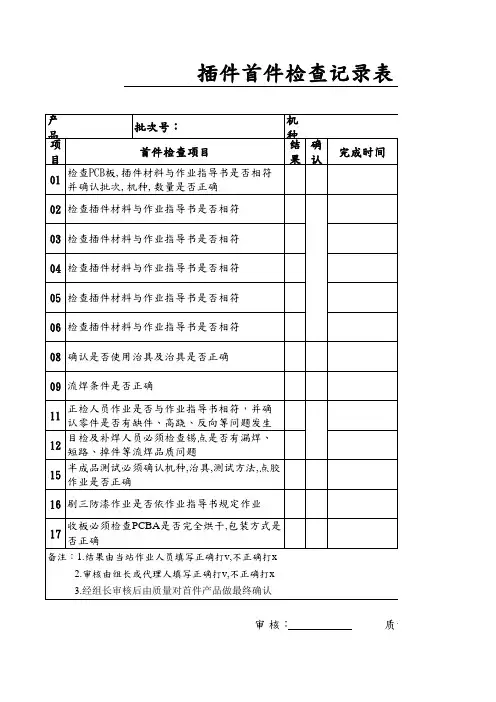
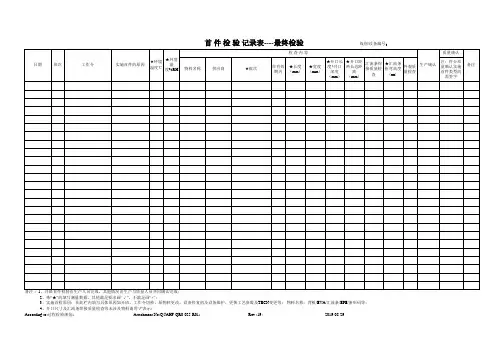
线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;物料名称:背板/EVA/汇流条/EPE/条形码等;4、开口尺寸及汇流条焊接质量检查等未涉及物料请用“/”表示;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01; Rev.:19; 2019-08-29首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、未涉及部分用“/”;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:3; 2020-03-31记录表----最终检验线别/设备编号:2020-03-31首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:备注:1、开班首件检验由生产人员完成,其他情况由生产与质量人员共同确认完成;2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、未涉及部分用“/”;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:20; 2019-08-29Rev.:20; 2019-08-29线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:23; 2020-03-31记录表----最终检验线别/设备编号:mm)2020-03-31线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:备注:1、开班首件检验由生产人员完成,其他情况由生产与质量人员共同确认完成;2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、中间电池片距汇流条距离仅适用半片电池组件(未涉及半片电池组件用“/”)According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:19; 2019-08-29。

WORD格式可以编辑
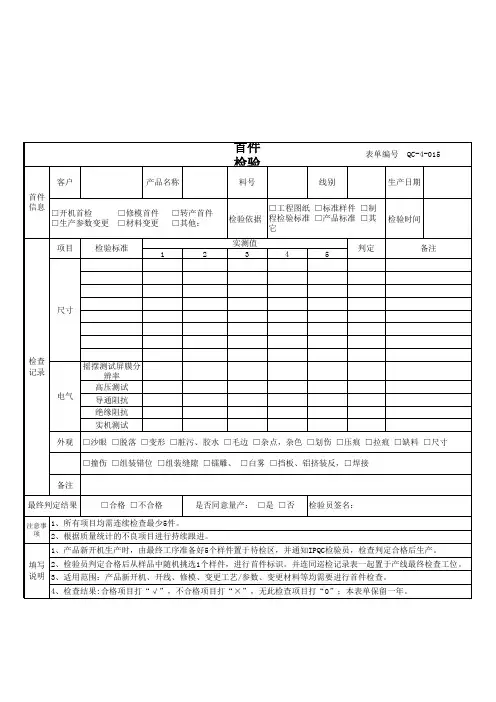
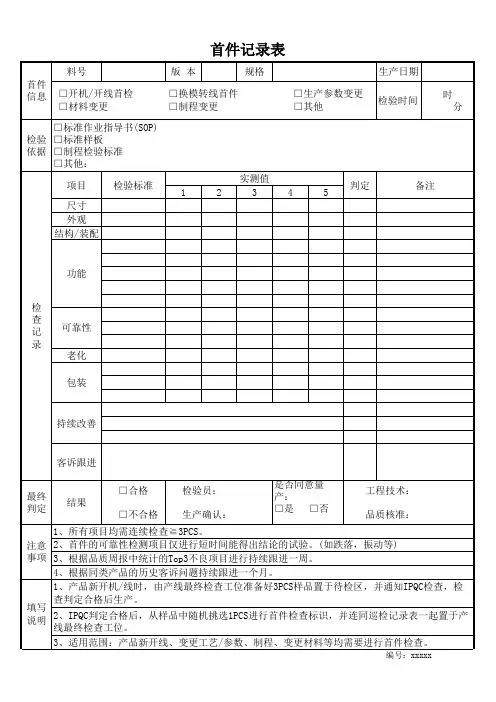
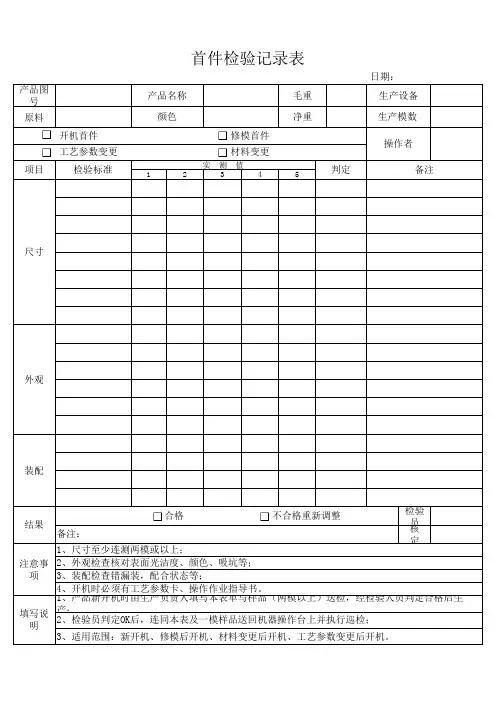
首件检验记录表
检验日期:年月日
产品图号产品名称数量1
检验依据□设计图纸□标准样件□制程检验标准□产品标准□其它
检验时机□开机首检□批量生产之前□修模首件□转产首件□生产参数变更
检查项目检查标准检查方式检查结果描述判定
尺寸设计图纸要求游标卡尺
SMT贴片目视/显微镜
电装□
手工焊接目视/显微镜
钳装□螺钉装配目视
焊锡/渣目视/显微镜
孔毛刺目视/显微镜
边毛刺目视/显微镜
划伤目视/显微镜
外观□
元件方向目视/显微镜
缺料目视/显微镜
分层目视/显微镜
变形目视/显微镜
表面清洁度目视/显微镜
信号线焊接目视
总装□导线焊接目视
结构件组装目视
□作业文件
其它□□作业人员
□设备能力
□合格(开始量产);
综合判
定□不合格□重新调整工艺和设备□停止生产,开《产品质量异常报告处理单》
备注:检验时发现有一项不合格则判首件确认不合格;(合格用“OK”表示,不合格用“NG”表示)
生产现场确认:签名:
专业资料整理。