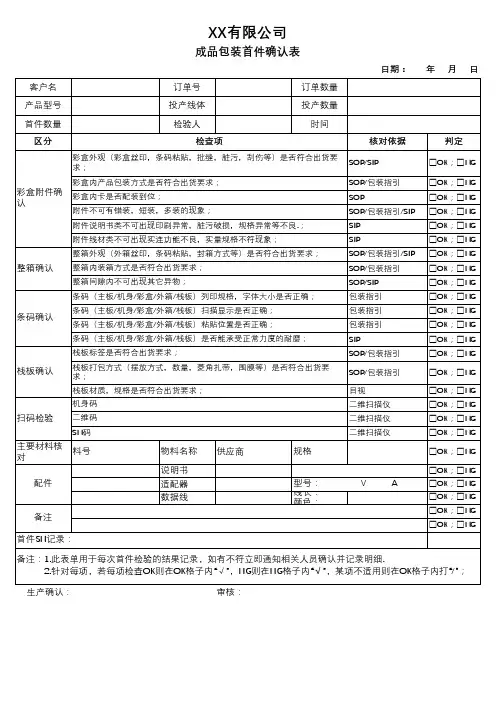
成品首件检验记录表
- 格式:xlsx
- 大小:23.14 KB
- 文档页数:2
产品首件鉴定和检验控制程序(IATF16949/ISO9001-2015)1.目的为确保产品制造工艺的正确性,保证产品质量,避免出现批量不合格品。
2.适用范围本程序适用于公司对产品首件鉴定和检验工作。
3.术语3.1首件:每批次产品刚开始时或过程发生改变(如人员的变动、换料及换岗位、设备的调整、设备刀具的调换修磨等)后加工的第一或前几件产品。
对于大批量生产,“首件”往往是指一定数量的样品。
3.2首件鉴定是对试生产的第一件零部件按设计图样和工艺规程的要求全面的过程和成品检查,以确定生产工艺和设备能否保证生产出符合设计要求的产品,以验证和鉴定过程的生产能力,并为零部件生产(工艺)定型做准备。
3.3首件检验:对每个班次刚开始时或过程发生改变(如如人员的变动、换料及换岗位、设备的调整、设备刀具的调换修磨等)后加工的第一或前几件产品进行的检验。
一般要检验连续生产的3-5件产品,合格后方可继续加工后续产品。
在设备或制造工序发生任何变化,以及每个工作班次开始加工前,都要严格进行首件检验。
4.职责4.1 技术部负责组织产品首件鉴定和检验工作,并对正确性、及时性负责。
4.2 生产部只有在首件产品鉴定合格后,才能组织批量生产;4.3各车间有责任配合技术部做好产品首件鉴定和检验工作,只有首件鉴定和检验合格才能批量生产。
4.4 质保部应配合技术部做好产品首件鉴定和检验工作,并对其结果进行确认;5.首件产品鉴定工作程序5.1首件鉴定范围a)新产品(加工工序多或复杂)在工艺定型前的首件;b)不连续的批生产,间隔一年后又恢复生产的首件;c)设计图纸发生重大更改后生产的首件;d)工艺规程发生重大更改后生产的首件;e)合同要求指定的首件。
5.2首件鉴定的内容a)首件生产所依据的技术、工艺文件是否正确、完整、协调、有效,并能指导生产;b)产品加工的工艺安排是否合理可行,适合批量生产;c)所用采购产品是否符合规定要求;d)选用的所有设备能否满足生产要求,生产环境是否满足生产要求;e)生产操作人员是否具备相应的能力;f)首件质量与其质量记录是否相符,质量问题是否按规定得到处理;g)有顾客要求的工序是否经顾客签署认可。
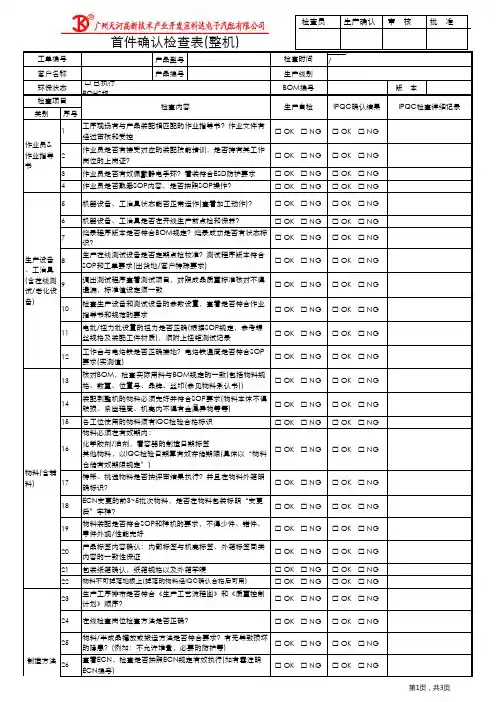
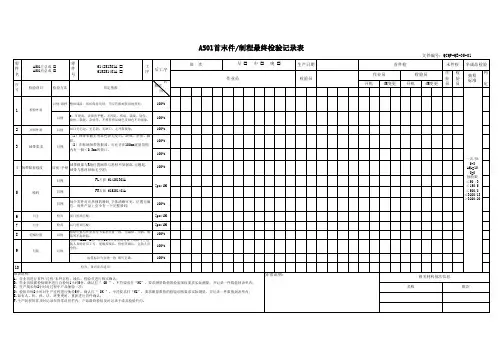
□ 已执行ROHS规版 本类别序号1□ OK □ NG □ OK □ NG 2□ OK □ NG □ OK □ NG 3□ OK □ NG □ OK □ NG 4□ OK □ NG □ OK □ NG 5□ OK □ NG □ OK □ NG 6□ OK □ NG□ OK □ NG 7□ OK □ NG□ OK □ NG 8□ OK □ NG □ OK □ NG 9□ OK □ NG □ OK □ NG 10□ OK □ NG □ OK □ NG 11□ OK □ NG □ OK □ NG 12□ OK □ NG □ OK □ NG 13□ OK □ NG □ OK □ NG 14□ OK □ NG □ OK □ NG 15□ OK □ NG □ OK □ NG 16□ OK □ NG□ OK □ NG17□ OK □ NG □ OK □ NG 18□ OK □ NG □ OK □ NG 19□ OK □ NG □ OK □ NG 20□ OK □ NG □ OK □ NG 21□ OK □ NG □ OK □ NG 22□ OK □ NG □ OK □ NG 23□ OK □ NG □ OK □ NG 24□ OK □ NG□ OK □ NG 25□ OK □ NG□ OK □ NG 26□ OK □ NG□ OK □ NG生产自检IPQC确认结果IPQC检查详细记录检查内容作业员&作业指导书生产设备、工治具(含在线测试/老化设备)物料(含辅料)制造方法包装纸箱确认,纸箱规格以及外箱字唛物料不可掉落地板上(掉落的物料经IQC确认合格后可用)生产工序排布是否符合《生产工艺流程图》和《质量控制计划》顺序?在线检查岗位检查方法是否正确?物料/半成品摆放或搬运方法是否符合要求?有无导致损坏的隐患?(例如:不允许堆叠,必要的防护等)查看ECN,检查是否按照ECN规定有效执行(如有需注明ECN编号)各工位使用的物料须有IQC检验合格标识物料必须在有效期内:化学胶剂/油剂,看容器的制造日期标签其他物料,以IQC检验日期算有效存储期限(具体以“物料仓储有效期限规定”)特采、挑选物料是否按评审结果执行?并且在物料外箱明确标识?ECN变更的前3~5批次物料,是否在物料包装标明“变更后”字样?物料装配是否符合SOP和样机的要求,不得少件、错件、零件外观/性能完好产品标签内容确认:内部标签与机壳标签、外箱标签同类内容的一致性保证调出测试程序查看测试项目,对照成品质量标准核对不得遗漏,标准值设定须一致检查生产设备和测试设备的参数设置,查看是否符合作业指导书和规范的要求电批/扭力批设置的扭力是否正确(根据SOP规定,参考螺丝规格及装配工件材质),须附上扭矩测试记录工作台与电烙铁是否正确接地?电烙铁温度是否符合SOP 要求(实测值)核对BOM,检查实际用料与BOM规定的一致(包括物料规格、数量、位置号、品牌、丝印(参见物料承认书))装配到整机的物料必须完好并符合SOP要求(物料本体不得破损、紧固程度、机壳内不得有金属异物等等)作业员是否熟悉SOP内容,是否按照SOP操作?机器设备、工治具状态能否正常运作(查看加工动作)?机器设备、工治具是否在开线生产前点检和保养?烧录程序版本是否符合BOM规定?烧录成功是否有状态标识?生产在线测试设备是否定期点检校准?测试程序版本符合SOP和工单要求(出货地/客户特殊要求)环保状态BOM编号检查项目工序现场有与产品装配相匹配的作业指导书?作业文件有经过审核和受控作业员是否有接受对应的装配技能培训,是否持有其工作岗位的上岗证?作业员是否有效佩戴静电手环?着装符合ESD防护要求□ 已执行ROHS规版 本类别序号生产自检IPQC确认结果IPQC检查详细记录检查内容环保状态BOM编号检查项目线缆插接与接线图是否一致?是否导通、极性接反、连接□ 已执行ROHS规版 本类别序号生产自检IPQC确认结果IPQC检查详细记录检查内容环保状态BOM编号检查项目。
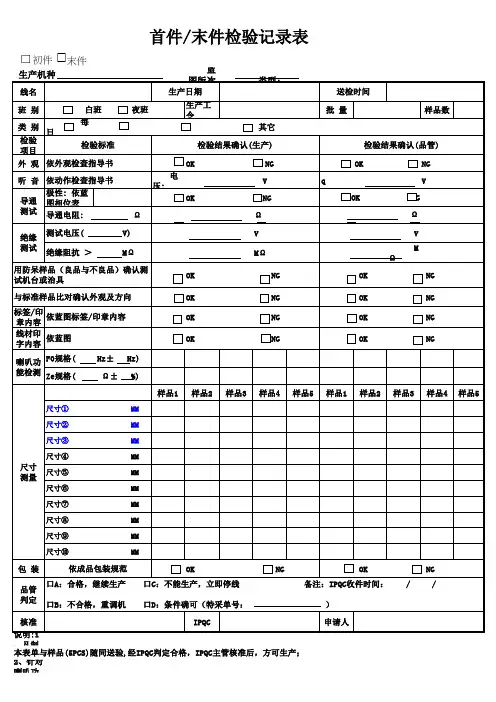
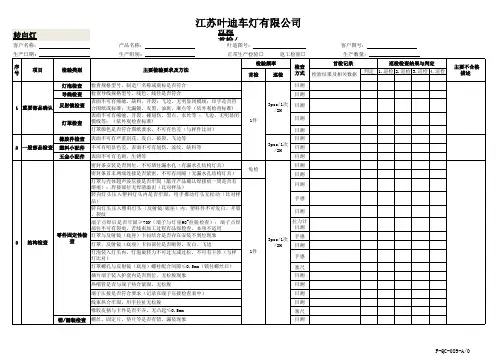
蓝图版次类型:线名班 别生产工令批 量样品数类 别每日其它检验项目外 观OKNG OKNG听 音 电压:V qV极性: 依蓝图相位表OKNG 导通电阻: ΩΩV V MΩ M ΩOK NG OK NG OK NG OK NG 标签/印章内容OK NG OK NG 线材印字内容OKNGOKNG样品1样品2样品3样品4样品5样品1样品2样品3样品4样品5包 装OK NG OK NG品管判定核准IPQC 申请人说明:1、凡制2、针对喇叭功导通测试绝缘测试喇叭功能检测尺寸测量口A:合格,继续生产 口C:不能生产,立即停线 备注:IPQC收件时间: / /口B:不合格,重调机 口D:条件确可(特采单号: )本表单与样品(5PCS)随同送验,经IPQC判定合格,IPQC主管核准后,方可生产;尺寸⑥ MM 尺寸⑦ MM 尺寸⑧ MM 尺寸⑨ MM 尺寸⑩ MM依成品包装规范尺寸① MM 尺寸② MM 尺寸③ MM 尺寸④ MM尺寸⑤ MM 用防呆样品(良品与不良品)确认测试机台或治具与标准样品比对确认外观及方向依蓝图标签/印章内容依蓝图F0规格( Hz± Hz)Ze规格( Ω± %)依外观检查指导书依动作检查指导书OK NG Ω测试电压( V)绝缘阻抗 > MΩ白班 夜班检验标准检验结果确认(生产)检验结果确认(品管)首件/末件检验记录表生产机种生产日期送检时间初件末件。
首件鉴定控制程序(ISO9001-2015)1、范围对于新产品或重大升级产品的首件进行过程和成品的全面检查,以确保设计图纸、生产工艺满足产品要求,以验证和鉴定过程的生产能力。
适用于公司内部、客户及供应商产品及零部件的首件鉴定的实施。
2、规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
供方管理程序不合格品控制程序员工管理制度检验和试验管理制度3、术语和定义3.1首件产品对于改变加工对象或设计、生产条件发生重大变化后生产出来的具有代表性的首件(批)产品称为首件产品;3.2首件检验(FAI)为防止批量不合格品的产生,对新产品、重要特性发生变更的产品或生产间隔1年以上的产品,在其首次批量生产时,对其代表性质量特性进行检验、验证和记录的活动。
3.3内部首件鉴定(IFAI):公司内部组织的首件鉴定。
客户首件鉴定(CFAI):由客户方在现场进行的首件鉴定。
供方首件鉴定(SFAI):指公司对工序外协供应商产品进行的首件鉴定。
4、管理职能4.1业务部负责与顾客联系有关首件鉴定、沟通的事宜;4.2生产部联系和解决工序外协供应商相关首件鉴定事宜及供应商不符合项整改的跟踪;4.3技术质量部技术组负责编制首检鉴定的相关技术文件并关闭最终的整改项目;4.4技术质量部检验组负责首件产品的相关技术要求的控制,负责对供方的产品进行首件检验;4.5生产部负责首件鉴定的配合工作。
5管理内容与要求5.1鉴定需求识别5.1.1当新项目的产品、当前产品进行重大升级或者当前产品工艺变更时,需对首件产品进行鉴定。
生产部根据需求,识别首检鉴定的需求,并提交《首件鉴定需求通知单》给技术质量部;5.1.2当新开发工序外协供应商、供应商需要变更或供应商提出变更生产工艺,由生产部外协管理员负责提交《首件鉴定需求通知单》给技术质量部;5.1.3若新产品、产品升级或工艺变更过程中设计到新开模具的事项,由技术质量部在策划时考虑模具的验证;5.2首件鉴定的策划5.2.1技术质量部检验组根据《首件鉴定需求通知单》以及需首件鉴定的产品相关资料及信息,进行首检鉴定策划,并拟定《首件鉴定策划表》;5.2.2若首件鉴定涉及到新模具的开发,技术质量部检验组在策划中必须考虑对模具的验证工作,将模具验证作为一个节点进行样件确认;5.3首件鉴定的启动5.3.1技术质量部检验组编制《首件鉴定策划表》并召集相关部门人员组成鉴定小组。
机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观判定加工工艺编号:版本:A/0□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□沙孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □边毛刺 □划伤 □压痕 □拉痕 □缺料 □尺寸 □焊渣最终判定结果检验标准实测值2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。
并连同巡检记录表一起置于产线最终检查工位。
□首检 □末检 □巡检□首检 □末检 □巡检注意事项填写说明检验依据□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准项目项目成品/半成品(首末件检验/巡检)记录表4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
版本:A/0检查记录□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准实测值尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)判定3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。
2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好3个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
检查记录项目判定检验依据加工工艺判定□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□A:合格继续生产 □B:不合格、重新调机□C:不能生产停机 □D:条件认可调机师/检验员签名:尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)检验标准项目编号:1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。
产品首件检验规范
一、目的
对首件检验流程与方法进行规范,减少批量不良产品的产生,确保人员规范化实施首检作业。
二、适用范围
机台机长、制成品管(IPQC)实施对产品首样检验作业。
三、职责
1. 机台机长负责首样的提供并负责首样的确认。
2. 品管(IPQC)负责对制成进行首件检验及确认品质管控工作。
四、作业流程
五、作业内容
1、检查时间
1)产品品种进行变更生产时
2)产品要求变更时(如:检测箱)
2、检查项目
1)来料时机长负责检查纸板型号于所生产的产品型号的物料是否一致,不一致退回上道工序并及时汇报。
2)各工序自检检查内容:
①水印工序首件样品生产出来后根据工艺卡、图纸和样箱/色样对产品进行检查,检查的顺序为,产品颜色、版面、压线、开槽位置及文字位置信息与工艺卡和样箱是否一致,如有问题继续调试检查,确认无误后,在首检箱签字并通知质检进行确认检查。
②模切工序首件出来后机长负责检查纸板是否有爆线、跑位、模切位置不对等问题。
3)质检负责再次确认首件内容:
①水印对产品颜色、版面、压线、开槽位置及文字位置等信息进行确认。
②模切对爆线、跑位、位置不对等问题进行确认。
检验对在检查过程中发现不合格产品时,要求机长重新调机检查,确认无误后在首检箱签字确认并留存。
4)经质检签字确认后的产品方可批量生产。
六、相关附件
附件一《首检记录表》
附件二《水印首件检查确认表》
附件二《模切首件检查确认表》
水印首件检查确认表
机长签名:质检签名:
模切首件检查确认表
机长签名:质检签名:。
竭诚为您提供优质文档/双击可除ipqc首件记录表格篇一:首件制程检验记录德信诚培训网首件制程检验记录更多免费资料下载请进:好好学习社区篇二:ipqc制程巡检作业指导书(含表格)ipqc制程巡检作业指导书(iso9001-20xx)1、目地:规范半成品/成品制程巡检检测的项目、方法、频次、标准、不合格的处理.从而保证产品质量符合客户要求,同时通过制程巡检收集生产制程的原始记录,有效地监控制程的变化,并以此保证和推动制程的持续改善。
2、范围:适用于我司所有之半成品和成品制程的控制。
3、术语(定义):3.1首件检验:对每个班次刚开始时或过程发生改变后加工的第一个或前几件产品进行的检验。
3.2巡检:制程检验。
3.3终检:对产品在完成一道工序后,准备转入下工序或入库之前,进行的一个全面的检验。
3.3品质状态:红色盒子装不合格品;红色标签代表不合格品绿色、蓝色盒子装合格品;绿色标签代表合格品黄色盒子装待检品;黄色标签代表特采品。
4、权责:ipqc:负责按制程巡检作业指导书对产品进行巡回检验。
品质主管:负责制定产品检验规范和作业指导,及重大品质异常的协调与处理。
pmc:负责产品的生产进度和质量问题整体统筹安排,以保证产品按期交付于客户。
生产部:负责保质保量完成生产计划任务。
5、作业内容:5.1客户订单5.1.1pmc部根据客户订单,转化为内部生产指令单,下达生产任务给相关生产工序部门,并随时跟进每天的生产进度和产品质量状况,以确保按期交付产品于客户。
5.2生产试作与首件送检5.2.1生产部门根据生产指令单,及时准备好工装治具/机台/生产线和相关辅料,制定生产计划控制进度,准备试产调试或改机。
5.2.2生产根据工程图纸及客户要求等技术指标,开始试作3-5pcs,对产品外观/尺寸/同轴度/跳动度进行自主检查,检查ok后,填写好首件单,送检给品质部ipqc做首件确认检查。
5.3首件检验5.3.1ipqc收到首件单和试作样品后,根据样板/检验规范/工程图/客户要求等技术资料,对产品进行全面检查和记录。
IPQC过程检验规范(IATF16949/ISO9001-2015)1.0 目的为了加强生产现场产品品质的管控,有效地控制和降低潜在的品质风险,确保制程中品质处于受控状态。
2.0 范围适用于本公司所有在生产过程中的半成品、成品的检验。
检验依据:产品图纸,作业指导书,控制计划,抽样方案,产品缺陷等级表。
3.0 职责3.1 生产部负责领料确认、工艺检验、自主检验及不合格的处理记录;3.2 品质部负责巡回检验、移转检验及其记录;3.3 新产品的检验由技术部主导,生产部/品管部配合。
4.0 工作程序4.1首件确认是指对生产加工的首件产品或过程发生改变后加工的首件产品进行检验,防止批量性问题的出现,保证生产产品的质量。
4.1.1首件确认时间a. 生产中更换操作者的b. 每个班上班,产品开始加工时c. 生产过程中设备重新调整后d. 产品换型时(产品零件号更换时)e. 工装模具调整后f. 加工工艺参数或材料批次作了更换的4.1.2首件确认的程序a.自检:指由操作者对自己所生产的产品,按照图纸或或作业指导书技术标准进行的检验。
在4.1.1条任何条件下生产的产品必须由员工进行自检,员工自检合格后,带上该产品送IPQC专检。
b.专检:由专职检验员进行的检验。
检验合格后由检验员签名或盖章,该产品可以在该工序上生产。
4.1.3首件确认不合格的处理a.如果首件检验不合格, 则不能生产,必须对设备或工装进行调整, 以使首件符合图纸、作业指导书的要求,然后按首件确认程序送检。
b.操作员工必须确保首件经过了IPQC的检验并合格,如果未经首件确认而擅自进行生产的(不管产品合格与否),将按照公司相关规定对当事人进行处罚。
e.首件检验的合格与否由IPQC确定, IPQC不能确定的, 必须会同领班, 质保部经理, 技术部经理等熟知该产品和工艺的人员共同判定。
4.1.4首件确认的记录a.首先由操作者将首件自检合格的产品,如实将检查结果(如外观、配合、尺寸等)记录在《过程检验记录表》上。