焊缝表示方法
- 格式:doc
- 大小:538.53 KB
- 文档页数:4
最常用焊缝符号表示方法焊缝符号表示法是一种用于表示焊接接头的标准方法。
这些符号包括基本符号、辅助符号、补充符号和尺寸符号。
以下是一些最常用的焊缝符号及其表示方法:1.基本符号:基本符号是代表焊缝横截面形状的符号。
常用基本符号包括角焊缝(100)、点焊(110)、一类焊缝(101)、v形焊缝(102)、单面v形焊缝(103)、带钝边的v形焊缝(104)。
在图纸中标注焊缝基本符号时,应标明焊缝的类型及位置。
2.辅助符号:辅助符号是代表焊缝表面形状特征的符号。
常用辅助符号包括平面符号(200)、凹面符号(201)、凸符号(202)、带衬垫符号底面带有垫板的v形对接焊缝(203)等。
这些符号通常用于表示焊缝的表面形状特征,以帮助焊接工人更好地了解焊接要求。
3.补充符号:补充符号用于补充和解释焊缝的一些特征。
常用补充符号包括带衬垫符号底面带有垫板的v形对接焊缝(300)、三面焊接符号角焊缝应在工件的三面进行,焊接方法应为手工电弧焊(301)、焊接符号周围在工件周围应用角焊缝(302)等。
这些符号通常用于表示焊缝的一些特殊要求,如坡口形状、焊接方法等。
4.尺寸符号:尺寸符号是用于表示焊接尺寸的符号。
常用尺寸符号包括焊接尺寸K角焊缝焊脚尺寸为k(400)、焊缝宽度实际喉部cS一类焊缝焊缝宽度为c焊缝厚度为s(401)、内径d塞焊焊缝芯径d点焊焊点直径d(402)等。
这些符号通常用于标注焊接接头的大小和形状,以帮助焊接工人更好地了解焊接要求。
在实际应用中,这些焊缝符号通常会标注在焊接图纸上,以帮助焊接工人更好地了解焊接要求和操作方法。
同时,这些焊缝符号也可以用于焊接过程中的质量控制和检验,以确保焊接质量和安全性。
此外,在进行焊接操作时,需要根据焊接方法代号进行标注。
常用的焊接方法代号包括手工电弧焊(111)、气体保护电弧焊(121)、埋弧焊(131)、钨极氢弧焊(141)等。
在进行组合焊接时,可以使用“/”将不同焊接方法的代号分开,如V形坡口对接焊缝可以先采用钨极氢弧焊打底,后用手工电弧焊盖面,标注为141/111。
常用焊缝符号及其标注方法1.焊缝符号的种类:常用的焊缝符号包括长焊缝、短焊缝、T型焊缝、角焊缝、对接焊缝、对角焊缝、搭接焊缝、角胸焊缝等。
这些焊缝符号通常用于表示不同形状和位置的焊缝。
2.焊缝符号的标注方法:常用的标注方法包括使用箭头、线条和文字来表示焊缝的形状和位置。
具体标注方法如下:(1)长焊缝:使用一根带箭头的直线来表示。
箭头指向焊接的位置,并在箭头上注明焊缝的尺寸。
(2)短焊缝:使用一根带箭头的斜线来表示。
箭头指向焊缝的位置,并在箭头上注明焊缝的尺寸。
(3)T型焊缝:使用一根带箭头的直线和一根竖线组合来表示。
直线表示焊缝的位置和尺寸,竖线表示搭接部分的位置。
(4)角焊缝:使用两根带箭头的直线和一个竖线组合来表示。
两根直线分别表示焊缝的位置和尺寸,竖线表示角焊缝的位置。
(5)对接焊缝:使用两根带箭头的直线和一根横线来表示。
两根直线分别表示焊缝的位置和尺寸,横线表示对接面的位置。
除了上述的基本标注方法外,还可以根据需要进行补充标注,如标明焊缝的深度、符号的大小和比例等。
3.焊缝符号的标尺:为了使焊缝符号能够清晰可见并符合设计要求,通常需要根据工程图纸的比例绘制符号标尺。
标尺可以使用标准尺寸或特定比例来表示焊缝的大小和尺寸。
4.焊缝符号的位置:焊缝符号应该清晰可见,并在工程图纸上与相关标注和尺寸配合使用。
通常,焊缝符号应该位于焊缝的起始端,并在焊缝附近的合适位置进行标注。
总结:在工程设计和制图中,焊缝符号的正确标注是确保焊接质量和工艺正确的重要保证。
通过使用合适的焊缝符号和标注方法,可以准确传达设计要求,指导焊接工作,并提高焊接质量。
因此,对于工程设计人员和焊接工人来说,熟悉常用的焊缝符号及其标注方法是非常重要的。
焊缝符号表示法
焊缝符号表示法是用来确定焊接过程中焊接部位、焊缝形状、用量及
焊接参数的一种标准化符号,是在图形图像不能容易表达出现焊接要
求时,用书写标准进行表达方式。
一、焊接部位:
1、圆弧头螺帽和宽字两种:用CF标注圆弧头螺帽,用WF标注宽字。
2、开口型式:用XX标注开口形式的焊接部位,其中XX的选择有常
见的V、U、Y等字母。
3、承台型式:用S,C,L等字母标注开口形式的焊接部位,其中X
的选择有交、突、圆拱等形状。
二、焊缝形状:
1、弯曲角度:用字母A标注焊缝的弯曲角度,A的取值范围是0°- 90°。
2、焊接角度:用字母B标注焊缝的焊接角度,B的取值范围是0°- 180°。
3、焊接宽度:用字母W标注焊接宽度,W的取值范围是——.
三、用量:
1、焊缝全长:用字母L标注焊缝的全长,L取值范围是——.
2、焊缝间距:用字母P标注焊缝的间距,P取值范围是——.
四、焊接工艺参数:
1、焊接电流:用字母I标注焊接电流值,I的取值范围——.
2、焊接时间:用字母T标注焊接时间,T的取值范围——.
3、焊接温度:用字母K标注焊接温度,K取值范围——.
4、倾斜角度:用字母D标注焊缝的倾斜角度,D的取值范围——.
以上是关于焊缝符号表示法的内容,它是一种标准化的符号,可以有效的表达出焊接要求,具体的还要根据实际的要求来确定。
希望我们在使用时能精炼此种符号表示法,以求更好的效果。
常用焊缝符及其标注方法全焊缝符号是指对焊接过程中产生的焊缝进行标记和表示的一种方法,常用的焊缝符号主要有直缝、搭接缝、角焊缝、对焊缝和环焊缝等。
下面将对常用焊缝符号及其标注方法进行详细介绍。
1.直缝焊缝符号:直缝焊缝符号表示两个零件通过直缝焊接的连接方式。
标注时通常使用一条直线表示焊缝,并在焊缝上方加上符号"W"表示焊接方法,下方加上符号"XX"表示焊缝尺寸。
例如,一个直缝焊缝符号为直线上方加"W",下方加"6",表示使用焊接方法W,焊缝尺寸为6mm。
2.搭接焊缝符号:搭接焊缝符号表示通过将两个零件搭接在一起,然后进行焊接的连接方式。
标注时使用一条横线表示焊缝,而且焊缝上方和下方都需要进行标注。
上方标注加上符号"W"表示焊接方法,下方标注加上符号"XY"表示焊缝尺寸。
例如,一个搭接焊缝符号为横线上方加"W",下方加"8X10",表示使用焊接方法W,焊缝尺寸为8mm(横向)和10mm(纵向)。
3.角焊缝符号:角焊缝符号表示通过将两个零件以角度焊接在一起的连接方式。
标注时使用一个三角形表示焊缝,并在三角形上方加上符号"W"表示焊接方法,下方加上符号"ZZ"表示焊缝尺寸。
例如,一个角焊缝符号为三角形上方加"W",下方加"8",表示使用焊接方法W,焊缝尺寸为8mm。
4.对焊缝符号:对焊缝符号表示通过将两个零件对接在一起进行焊接的连接方式。
标注时使用两条平行线表示焊缝,并在焊缝上方加上符号"W"表示焊接方法,下方加上符号"AB"表示焊缝尺寸。
例如,一个对焊缝符号为两条平行线上方加"W",下方加"4X6",表示使用焊接方法W,焊缝尺寸为4mm(横向)和6mm(纵向)。
常用焊缝的表示方法焊缝是指在焊接过程中,将两个或多个金属材料连接在一起的部位。
焊缝的表示方法可以根据焊接的要求和具体情况进行选择。
下面将介绍几种常用的焊缝表示方法。
1. 直线焊缝:直线焊缝是指焊接过程中焊条或电弧沿直线方向进行焊接,形成的焊缝。
直线焊缝通常用“l”或“—”表示,表示焊缝的长度和方向。
2. 焊接角焊缝:焊接角焊缝是指焊接过程中焊条或电弧沿角度方向进行焊接,形成的焊缝。
焊接角焊缝通常用“└”或“┘”表示,表示焊缝的方向和角度。
3. 焊接横焊缝:焊接横焊缝是指焊接过程中焊条或电弧沿水平方向进行焊接,形成的焊缝。
焊接横焊缝通常用“—”表示,表示焊缝的长度和方向。
4. 焊接纵焊缝:焊接纵焊缝是指焊接过程中焊条或电弧沿垂直方向进行焊接,形成的焊缝。
焊接纵焊缝通常用“|”表示,表示焊缝的长度和方向。
5. 焊接环焊缝:焊接环焊缝是指焊接过程中焊条或电弧沿环形方向进行焊接,形成的焊缝。
焊接环焊缝通常用“O”表示,表示焊缝的形状和方向。
6. 焊接双面焊缝:焊接双面焊缝是指焊接过程中两面同时进行焊接,形成的焊缝。
焊接双面焊缝通常用“=”表示,表示焊缝的形状和位置。
7. 焊接斜焊缝:焊接斜焊缝是指焊接过程中焊条或电弧沿斜向进行焊接,形成的焊缝。
焊接斜焊缝通常用“/”或“\”表示,表示焊缝的方向和角度。
8. 焊接坡口焊缝:焊接坡口焊缝是指焊接过程中在金属材料的接合面上开设坡口,通过填充金属进行焊接,形成的焊缝。
焊接坡口焊缝通常用“V”或“∧”表示,表示焊缝的形状和方向。
以上是几种常用的焊缝表示方法,根据具体的焊接需求和工艺要求,可以选择合适的表示方法。
在焊接过程中,正确的焊缝表示对于焊工的操作和焊接质量有着重要的影响,因此了解和掌握各种焊缝表示方法是非常重要的。
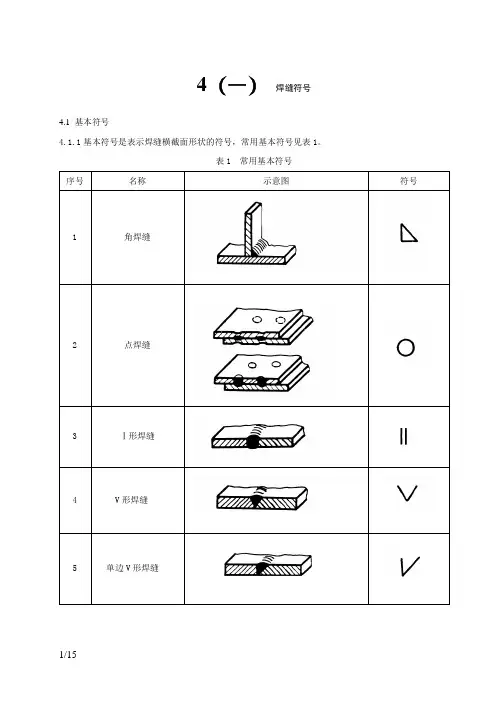
4(一)焊缝符号4.1 基本符号4.1.1基本符号是表示焊缝横截面形状的符号,常用基本符号见表1。
表1 常用基本符号序号名称示意图符号1 角焊缝2 点焊缝3 Ⅰ形焊缝4 V形焊缝5 单边V形焊缝6 带钝边V 形焊缝表1(完)常用基本符号序号名称示意图符号7 缝焊缝8 塞焊缝或槽焊缝9 封底焊缝10 喇叭形焊缝11 单边喇叭形焊缝4.1.2在焊接标注时,焊缝的基本符号必须标注。
4.1.3对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口的断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工艺文件中予以明确。
4.2 辅助符号4.2.1辅助符号是表示焊缝表面形状特征的符号,见表2。
表2 辅助符号序号名称示意图符号标注示例说明1 平面符号平面V形对接焊缝一般通过加工保证2 凹面符号凹面角焊缝3 凸面符号凸面V形对接焊缝4.2.2 对焊缝的表面无要求时,则不标注辅助符号。
4.3 补充符号4.3.1补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3。
4.3.2当焊缝具有表3所列特征时,则必须标注相应的补充符号。
表3 补充符号序号名称示意图符号标注示例说明1 带垫板符号 V形对接焊缝,底面有垫板2 三面焊缝符号工件三面施角焊缝,焊接方法为手工电弧焊3 周围焊缝符号沿工件周围施角焊缝4 尾部符号(同上述三面焊缝符号)标注焊接方法及处数N等说明4.4 尺寸符号4.4.1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值。
表4 焊缝尺寸符号序号名称示意图符号标注示例说明1 焊脚尺寸K 角焊缝焊脚尺寸为K2焊缝宽度焊缝厚度cSⅠ形焊缝焊缝宽为c焊缝厚为S3 熔核直径 d 塞焊缝熔核直径d点焊缝焊点直径d4 焊缝间距 e角焊缝焊脚尺寸为K焊缝长度为l焊缝间距为e焊缝段(点)数n5 焊缝长度l6 焊缝段(点)数n7 相同焊缝处数 d 角焊缝焊脚尺寸为K 相同焊缝处数为N4.4.2 确定焊缝位置的尺寸不在焊缝符号中给出,而是将其标注在图样上。
焊缝表示方法
焊缝的表示方法主要包括如下方式:
一、图形表示
1、焊缝连接方式:图示焊缝的位置,焊缝的形状以及两种材料的连接
方式;
2、焊缝尺寸:焊缝的宽度、深度以及焊缝突出长度等。
二、代码表示
1、焊缝种类:由字母和数字代码表示;
2、焊缝结构:由字母表示焊缝的形状及位置;
3、焊缝宽度及深度:由英文缩写数字来表示,按照单位来表示。
三、文字表示
1、焊缝形状:用文字描述焊缝的形状及位置;
2、焊缝尺寸:以数字表示出焊缝的宽度、深度以及焊缝突出长度等。
四、其它
1、电弧焊缝的排列形式:排列成一定的形状,用模具工具或辅助工具
进行设计;
2、复合焊缝:用文字或图示表示复合焊缝的种类,以及位置、宽度等;
3、其他材料夹杂:用文字或图示描述其他材料夹杂物的位置及数量等。
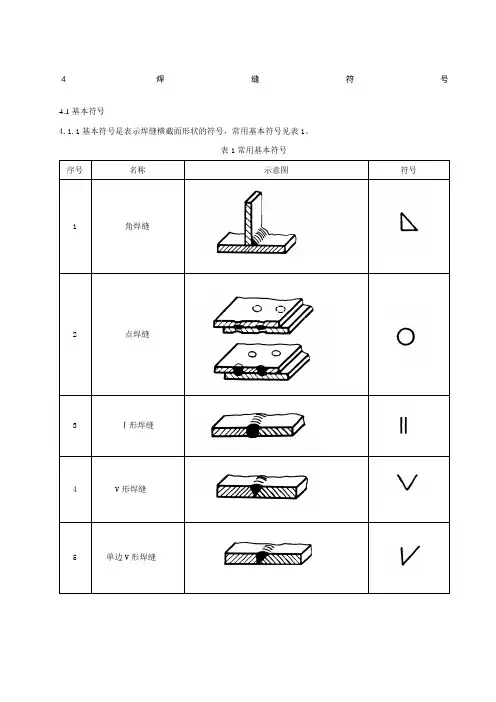
4焊缝符号4.1基本符号4.1.1基本符号是表示焊缝横截面形状的符号,常用基本符号见表1。
表1常用基本符号序号名称示意图符号1 角焊缝2 点焊缝3 Ⅰ形焊缝4 V形焊缝5 单边V形焊缝6 带钝边V形焊缝表1(完)常用基本符号序号名称示意图符号7 缝焊缝8 塞焊缝或槽焊缝9 封底焊缝10 喇叭形焊缝11 单边喇叭形焊缝4.1.2在焊接标注时,焊缝的基本符号必须标注。
4.1.3对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口的断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工艺文件中予以明确。
4.2辅助符号4.2.1辅助符号是表示焊缝表面形状特征的符号,见表2。
表2辅助符号序号名称示意图符号标注示例说明1 平面符号平面V形对接焊缝一般通过加工保证2 凹面符号凹面角焊缝3 凸面符号凸面V形对接焊缝4.2.2对焊缝的表面无要求时,则不标注辅助符号。
4.3补充符号4.3.1补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3。
4.3.2当焊缝具有表3所列特征时,则必须标注相应的补充符号。
表3补充符号序号名称示意图符号标注示例说明1带垫板符号V形对接焊缝,底面有垫板2 三面焊缝符号工件三面施角焊缝,焊接方法为手工电弧焊3 周围焊缝符号沿工件周围施角焊缝4 尾部符号(同上述三面焊缝符号)标注焊接方法及处数N等说明4.4尺寸符号4.4.1常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值。
表4焊缝尺寸符号序号名称示意图符号标注示例说明1 焊脚尺寸K角焊缝焊脚尺寸为K2 焊缝宽度焊缝厚度cSⅠ形焊缝焊缝宽为c焊缝厚为S3 熔核直径 d 塞焊缝熔核直径d 点焊缝焊点直径d4 焊缝间距 e角焊缝焊脚尺寸为K焊缝长度为l焊缝间距为e焊缝段(点)数n5 焊缝长度l6 焊缝段(点)数n7 相同焊缝处数 d 角焊缝焊脚尺寸为K 相同焊缝处数为N4.4.2确定焊缝位置的尺寸不在焊缝符号中给出,而是将其标注在图样上。
4 焊缝符号4.1 基本符号4.1.1 基本符号是表示焊缝横截面形状的符号,常用基本符号见表1。
表1 常用基本符号序号名称示意图符号1 角焊缝2 点焊缝3 Ⅰ形焊缝4 V形焊缝5 单边V形焊缝6 带钝边V形焊缝表1(完)常用基本符号序号名称示意图符号7 缝焊缝8 塞焊缝或槽焊缝9 封底焊缝10 喇叭形焊缝11 单边喇叭形焊缝4.1.2 在焊接标注时,焊缝的基本符号必须标注。
4.1.3 对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口的断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工艺文件中予以明确。
4.2 辅助符号4.2.1 辅助符号是表示焊缝表面形状特征的符号,见表2。
表2 辅助符号序号名称示意图符号标注示例说明1 平面符号平面V形对接焊缝一般通过加工保证2 凹面符号凹面角焊缝3 凸面符号凸面V形对接焊缝4.2.2 对焊缝的表面无要求时,则不标注辅助符号。
4.3 补充符号4.3.1 补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3。
4.3.2 当焊缝具有表3所列特征时,则必须标注相应的补充符号。
表3 补充符号序号名称示意图符号标注示例说明1 带垫板符号 V形对接焊缝,底面有垫板2 三面焊缝符号工件三面施角焊缝,焊接方法为手工电弧焊3 周围焊缝符号沿工件周围施角焊缝4 尾部符号(同上述三面焊缝符号)标注焊接方法及处数N等说明4.4 尺寸符号4.4.1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值。
表4 焊缝尺寸符号序号名称示意图符号标注示例说明1 焊脚尺寸K角焊缝焊脚尺寸为K2焊缝宽度焊缝厚度cSⅠ形焊缝焊缝宽为c焊缝厚为S3 熔核直径 d 塞焊缝熔核直径d点焊缝焊点直径d4 焊缝间距 e角焊缝焊脚尺寸为K焊缝长度为l焊缝间距为e焊缝段(点)数n5 焊缝长度l6 焊缝段(点)数n7 相同焊缝处数 d 角焊缝焊脚尺寸为K 相同焊缝处数为N4.4.2 确定焊缝位置的尺寸不在焊缝符号中给出,而是将其标注在图样上。
焊缝的表示方法
(1)、焊缝的结构形式用焊缝代号来表示,焊缝代号主要由:基本符号、辅助符号、补充符号、指引线和焊缝尺寸等组成。
常见焊缝的基本符号如表1-1所示,它用来说明焊缝横截面的形状,线宽为标注字符高度的1/10,如字高为3.5mm ,则符号线宽为0.35mm 。
辅助符号见表1-2所示,它是表示焊缝表面形状的符号,如凸起或凹下等; 补充符号见表1-3所示,它是用来表示焊缝的范围等特征的符号。
表1-2 焊缝的辅助符号
(2)、指引线采用细实线绘制,一般由带箭头的指引线(称为箭头线)和两条基准线(其中一条为实线,另一条为虚线,基准线一般与图纸标题栏的长边平行)必要时可以加上尾部(90°夹角的两条细实线),如图1-31所示。
(3)、箭头线对于焊缝的位置一般没有特殊的要求。
当箭头线直接指向焊缝时,可以指向焊缝的正面或反面。
但当标注单边V 形焊缝、带钝边的单边V 形焊缝、带钝边的单边J 形焊缝时,箭头线应当指向有坡口一侧的工件。
如图1-32a 、b 所示。
(4)、基准线的虚线也可以画在基准线实线的上方,如图1-32c 所示。
(5)、当箭头线直接指向焊缝时,基本符号应标注在实线侧,如图1-33中的角焊缝符号。
当箭头线指向焊缝的另一侧时,基本符号应标注在基准线的虚线侧,如图1-32c 中的V 形焊缝的标注以及1-33中下方的角焊缝。
图1-31 焊缝的指引线
图1-32 基本符号相对基准线的位置(U 、V 形组合焊缝)
(a) (b)
(c) 图1-33 基本符号相对基准线的位置(双角焊缝)
(6)、标注对称焊缝和双面焊缝时,基准线中的虚线可省略。
如图1-34、1-35所示。
(7)、在不致引起误解的情况下,当箭头线指向焊缝,而另一侧又无焊缝要求时,允许省略基准线的虚线。
(8)焊缝的尺寸符号为:
图1-34 双面焊缝(单边V 形焊缝)
图1-35 对称焊缝(角焊缝)标注
高度方向 长度方向
在焊缝基本符号的左侧标注焊缝横截面上的尺寸,如钝边高度P、坡口深度H,焊角高度K等。
如果焊缝的左侧没有任何标注又无其它说明时,说明对接焊缝要完全焊透。
在焊缝基本符号的右侧,标注焊缝长度方向的尺寸,如焊缝段数n、焊缝长度l、焊缝间隙e。
如果基本符号右侧无任何标注又无其它说明时,表明焊缝在整个工件长度方向上是连续的。
在焊缝基本符号的上侧或下侧,标注坡口角度α;坡口面角度β和根部间隙b。
在指引线的尾部表注相同焊缝的数量N和焊接方法。
焊缝标注与说明见表1-4。
表1-4 常见焊缝标注及说明。