常用焊缝符号及其标注方法
- 格式:doc
- 大小:1.42 MB
- 文档页数:17
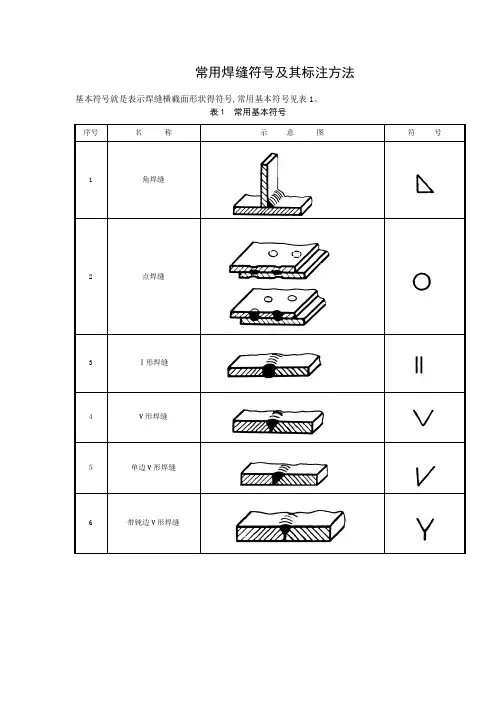
常用焊缝符号及其标注方法基本符号就是表示焊缝横截面形状得符号,常用基本符号见表1。
表1 常用基本符号序号名称示意图符号1 角焊缝2 点焊缝3 Ⅰ形焊缝4 V形焊缝5单边V形焊缝6 带钝边V形焊缝7 缝焊缝序号名称示意图符号8 塞焊缝或槽焊缝9 封底焊缝10 喇叭形焊缝11 单边喇叭形焊缝4、1、2在焊接标注时,焊缝得基本符号必须标注。
4、1、3 对于需要开坡口得焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口得断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工艺文件中予以明确。
4、2 辅助符号4、2、1 辅助符号就是表示焊缝表面形状特征得符号,见表2。
表2 辅助符号序号名称示意图符号标注示例说明1平面符号平面V形对接焊缝一般通过加工保证2 凹面符号凹面角焊缝3 凸面符号凸面V形对接焊缝4、2、2 对焊缝得表面无要求时,则不标注辅助符号。
4、3 补充符号4、3、1 补充符号就是为了补充说明焊缝得某些特征而采用得符号,见表3。
4、3、2 当焊缝具有表3所列特征时,则必须标注相应得补充符号。
表3 补充符号序号名称示意图符号标注示例说明1 带垫板符号V形对接焊缝,底面有垫板2三面焊缝符号工件三面施角焊缝,焊接方法为手工电弧焊3 周围焊缝符号沿工件周围施角焊缝4 尾部符号(同上述三面焊缝符号) 标注焊接方法及处数N等说明4、4 尺寸符号4、4、1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值。
表4 焊缝尺寸符号序号名称示意图符号标注示例说明1 焊脚尺寸K角焊缝焊脚尺寸为K2 焊缝宽度焊缝厚度cSⅠ形焊缝焊缝宽为c焊缝厚为S3 熔核直径 d 塞焊缝熔核直径d 点焊缝焊点直径d4焊缝间距 e角焊缝焊脚尺寸为K焊缝长度为l焊缝间距为e焊缝段(点)数n 5焊缝长度l6焊缝段(点)数n7 相同焊缝处数 d 角焊缝焊脚尺寸为K相同焊缝处数为N4、4、2 确定焊缝位置得尺寸不在焊缝符号中给出,而就是将其标注在图样上。
最常用-焊缝符号表示方法4 焊缝符号4.1 基本符号基本符号是表示焊缝横截面形状的符号,常用基本符号见表1。
表1 常用基本符号序名称示意图符号号1 角焊缝2 点焊缝3 Ⅰ形焊缝4 V形焊缝5 单边V 形焊缝6 带钝边V形焊缝表1(完)常用基本符号序号名称示意图符号7 缝焊缝8 塞焊缝或槽焊缝9 封底焊缝10 喇叭形焊缝11 单边喇叭形焊缝在焊接标注时,焊缝的基本符号必须标注。
对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口的断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工艺文件中予以明确。
4.2 辅助符号辅助符号是表示焊缝表面形状特征的符号,见表2。
表2 辅助符号序号名称示意图符号标注示例说明1 平面符号平面V形对接焊缝一般通过加工保证2 凹面符号凹面角焊缝3 凸面符号凸面V形对接焊缝4.2.2 对焊缝的表面无要求时,则不标注辅助符号。
4.3 补充符号补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3。
当焊缝具有表3所列特征时,则必须标注相应的补充符号。
表3 补充符号序号名称示意图符号标注示例说明1 带垫板符号V形对接焊缝,底面有垫板2 三面焊缝符号工件三面施角焊缝,焊接方法为手工电弧焊3 周围焊缝符号沿工件周围施角焊缝4 尾部符号(同上述三面焊缝符号)标注焊接方法及处数N等说明4.4 尺寸符号4.4.1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值。
表4 焊缝尺寸符号序号名称示意图符号标注示例说明1 焊脚尺寸K角焊缝焊脚尺寸为K2 焊缝宽度焊缝厚度cSⅠ形焊缝焊缝宽为c焊缝厚为S3 熔核直径d塞焊缝熔核直径d点焊缝焊点直径d4 焊缝间距e角焊缝焊脚尺寸为K焊缝长度为l焊缝间距为e焊缝段(点)数n5 焊缝长度l6 焊缝段(点)数n7 相同焊缝处数d角焊缝焊脚尺寸为K相同焊缝处数为N4.4.2 确定焊缝位置的尺寸不在焊缝符号中给出,而是将其标注在图样上。
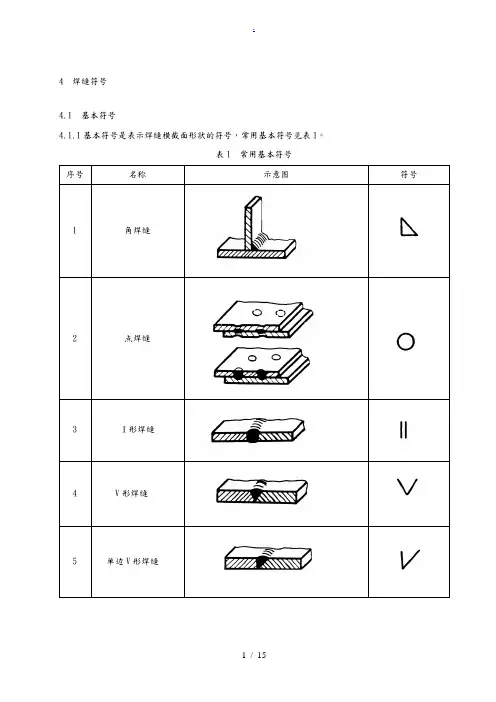
4 焊缝符号4.1 基本符号4.1.1基本符号是表示焊缝横截面形状的符号,常用基本符号见表1。
表1 常用基本符号序号名称示意图符号1 角焊缝2 点焊缝3 Ⅰ形焊缝4 V形焊缝5 单边V形焊缝6 带钝边V 形焊缝序号名称示意图符号7 缝焊缝8 塞焊缝或槽焊缝9 封底焊缝10 喇叭形焊缝11 单边喇叭形焊缝4.1.2在焊接标注时,焊缝的基本符号必须标注。
4.1.3对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口的断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工艺文件中予以明确。
4.2 辅助符号4.2.1辅助符号是表示焊缝表面形状特征的符号,见表2。
表2 辅助符号序号名称示意图符号标注示例说明1 平面符号平面V形对接焊缝一般通过加工保证2 凹面符号凹面角焊缝3 凸面符号凸面V形对接焊缝4.2.2 对焊缝的表面无要求时,则不标注辅助符号。
4.3 补充符号4.3.1补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3。
4.3.2当焊缝具有表3所列特征时,则必须标注相应的补充符号。
表3 补充符号序号名称示意图符号标注示例说明1 带垫板符号 V形对接焊缝,底面有垫板2 三面焊缝符号工件三面施角焊缝,焊接方法为手工电弧焊3 周围焊缝符号沿工件周围施角焊缝4 尾部符号(同上述三面焊缝符号)标注焊接方法及处数N等说明4.4 尺寸符号4.4.1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值。
表4 焊缝尺寸符号序号名称示意图符号标注示例说明1 焊脚尺寸K角焊缝焊脚尺寸为K2焊缝宽度焊缝厚度cSⅠ形焊缝焊缝宽为c焊缝厚为S3 熔核直径 d 塞焊缝熔核直径d点焊缝焊点直径d4 焊缝间距 e角焊缝焊脚尺寸为K焊缝长度为l焊缝间距为e焊缝段(点)数n5 焊缝长度l6 焊缝段(点)数n7 相同焊缝处数 d 角焊缝焊脚尺寸为K 相同焊缝处数为N4.4.2 确定焊缝位置的尺寸不在焊缝符号中给出,而是将其标注在图样上。

常用焊缝符及其标注方法全焊缝符号是指对焊接过程中产生的焊缝进行标记和表示的一种方法,常用的焊缝符号主要有直缝、搭接缝、角焊缝、对焊缝和环焊缝等。
下面将对常用焊缝符号及其标注方法进行详细介绍。
1.直缝焊缝符号:直缝焊缝符号表示两个零件通过直缝焊接的连接方式。
标注时通常使用一条直线表示焊缝,并在焊缝上方加上符号"W"表示焊接方法,下方加上符号"XX"表示焊缝尺寸。
例如,一个直缝焊缝符号为直线上方加"W",下方加"6",表示使用焊接方法W,焊缝尺寸为6mm。
2.搭接焊缝符号:搭接焊缝符号表示通过将两个零件搭接在一起,然后进行焊接的连接方式。
标注时使用一条横线表示焊缝,而且焊缝上方和下方都需要进行标注。
上方标注加上符号"W"表示焊接方法,下方标注加上符号"XY"表示焊缝尺寸。
例如,一个搭接焊缝符号为横线上方加"W",下方加"8X10",表示使用焊接方法W,焊缝尺寸为8mm(横向)和10mm(纵向)。
3.角焊缝符号:角焊缝符号表示通过将两个零件以角度焊接在一起的连接方式。
标注时使用一个三角形表示焊缝,并在三角形上方加上符号"W"表示焊接方法,下方加上符号"ZZ"表示焊缝尺寸。
例如,一个角焊缝符号为三角形上方加"W",下方加"8",表示使用焊接方法W,焊缝尺寸为8mm。
4.对焊缝符号:对焊缝符号表示通过将两个零件对接在一起进行焊接的连接方式。
标注时使用两条平行线表示焊缝,并在焊缝上方加上符号"W"表示焊接方法,下方加上符号"AB"表示焊缝尺寸。
例如,一个对焊缝符号为两条平行线上方加"W",下方加"4X6",表示使用焊接方法W,焊缝尺寸为4mm(横向)和6mm(纵向)。
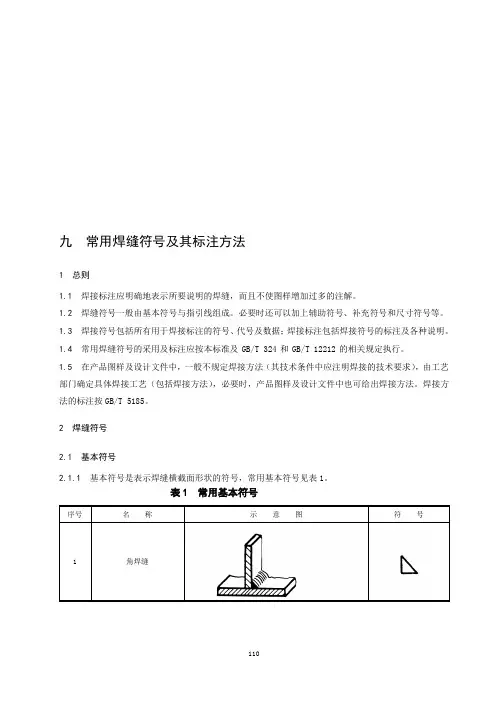
110九 常用焊缝符号及其标注方法1 总则1.1 焊接标注应明确地表示所要说明的焊缝,而且不使图样增加过多的注解。
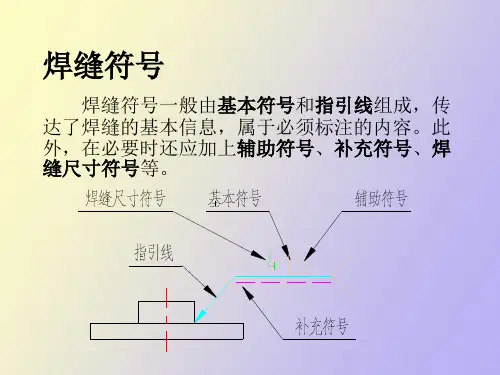
1.2 焊缝符号一般由基本符号与指引线组成。
必要时还可以加上辅助符号、补充符号和尺寸符号等。
1.3 焊接符号包括所有用于焊接标注的符号、代号及数据;焊接标注包括焊接符号的标注及各种说明。
1.4 常用焊缝符号的采用及标注应按本标准及GB/T 324和GB/T 12212的相关规定执行。
1.5 在产品图样及设计文件中,一般不规定焊接方法(其技术条件中应注明焊接的技术要求),由工艺部门确定具体焊接工艺(包括焊接方法),必要时,产品图样及设计文件中也可给出焊接方法。
焊接方法的标注按GB/T 5185。
2 焊缝符号2.1 基本符号2.1.1 基本符号是表示焊缝横截面形状的符号,常用基本符号见表1。
表1 常用基本符号表1(续)常用基本符号符号1112.1.2 在焊接标注时,焊缝的基本符号必须标注。
2.1.3对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口的断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工艺文件中予以明确。
2.2 辅助符号2.2.1辅助符号是表示焊缝表面形状特征的符号,见表2。
说明平面V形对接焊缝一般通过加工保证2.2.2 对焊缝的表面无要求时,则不标注辅助符号。
2.3 补充符号2.3.1 补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3。
2.3.2 当焊缝具有表3所列特征时,则必须标注相应的补充符号。
表3 补充符号112113 (同上述三面焊缝符号)2.4 尺寸符号2.4.1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值。
表4 焊缝尺寸符号示意图符号标注示例KcSde2.4.2 确定焊缝位置的尺寸不在焊缝符号中给出,而是将其标注在图样上。
2.4.3 塞焊缝、槽焊缝带有斜边时,应该标注孔底部的尺寸。
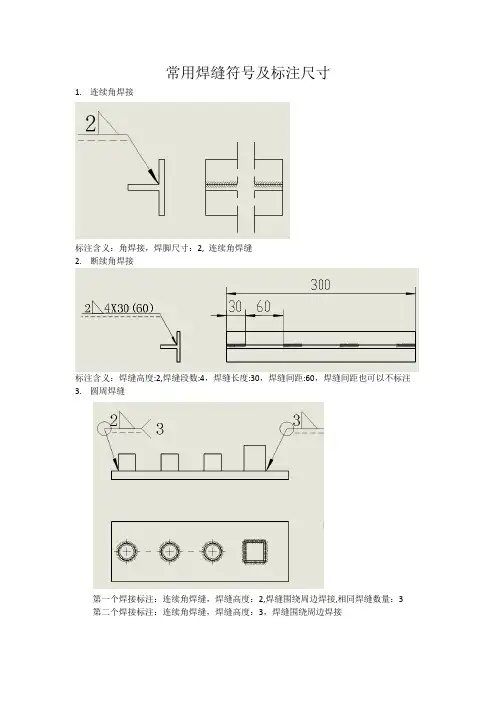
常用焊缝符号及标注尺寸
1.连续角焊接
标注含义:角焊接,焊脚尺寸:2,连续角焊缝
2.断续角焊接
标注含义:焊缝高度:2,焊缝段数:4,焊缝长度:30,焊缝间距:60,焊缝间距也可以不标注3.圆周焊缝
第一个焊接标注:连续角焊缝,焊缝高度:2,焊缝围绕周边焊接,相同焊缝数量:3 第二个焊接标注:连续角焊缝,焊缝高度:3,焊缝围绕周边焊接
4.双面交错断续焊接
焊接标注:焊接符号箭头所指箭头侧焊缝为断续角焊缝,焊缝高度:2,焊缝段数:4,焊缝长度:30,焊缝间距:60,非箭头侧焊缝为断续角焊缝,与箭头侧焊缝交错,焊缝高度:2,焊缝段数:3,焊缝长度:30,焊缝间距:60
5.双面焊接
焊接标注:焊接符号箭头所指一侧焊缝为连续角焊缝,焊缝高度:2,非箭头侧焊缝为连续角焊缝,焊缝高度:3
6.焊接标注的箭头侧与非箭头侧
焊接标注:非箭头侧焊缝为连续角焊缝,焊缝高度:3
注:基本符号标注在虚线侧,指的是非箭头侧,基本符号标注在实线侧,指的是箭头侧7.点焊缝、塞焊缝及缝焊缝。
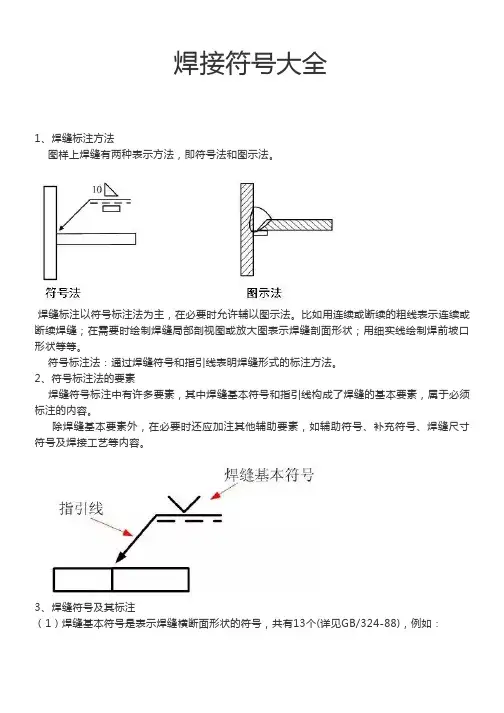
焊接符号大全1、焊缝标注方法图样上焊缝有两种表示方法,即符号法和图示法。
焊缝标注以符号标注法为主,在必要时允许辅以图示法。
比如用连续或断续的粗线表示连续或断续焊缝;在需要时绘制焊缝局部剖视图或放大图表示焊缝剖面形状;用细实线绘制焊前坡口形状等等。
符号标注法:通过焊缝符号和指引线表明焊缝形式的标注方法。
2、符号标注法的要素焊缝符号标注中有许多要素,其中焊缝基本符号和指引线构成了焊缝的基本要素,属于必须标注的内容。
除焊缝基本要素外,在必要时还应加注其他辅助要素,如辅助符号、补充符号、焊缝尺寸符号及焊接工艺等内容。
3、焊缝符号及其标注(1)焊缝基本符号是表示焊缝横断面形状的符号,共有13个(详见GB/324-88),例如:(2)辅助符号是表示焊缝表面形状特征的符号。
不需要确切地说明焊缝的表面形状时可以不加注辅助符号。
辅助符号配置在基本符号固定位置。
辅助符号有3个。
(3)补充符号是为了补充说明焊缝的某些特征而采用的符号,一共有5个。
(4)特殊符号是为了满足某些特殊情况而规定的焊缝符号,共有4个。
4、指引线及其标注指引线由箭头线和基准线组成。
(1)箭头线:箭头可指向接头侧和非接头侧;箭头线相对焊缝的位置一般没有特殊要求; 允许箭头线弯折一次。
(2)基准线基准线含有实线基准线和虚线基准线。
虚线基准线可画在实线基准线的上方或下方;焊缝符号标注在实线基准线上说明焊缝在箭头侧,标注在虚线基准线上说明焊缝在非箭头侧;标注双面或对称焊缝时可不加虚线。
5、焊缝尺寸符号及其标注(1)焊缝标注有必要时可附带有焊缝尺寸符号及数据。
焊缝尺寸符号共有16个(详见GB/324-88),例如:(2)焊缝尺寸符号及数据的标注原则(如图):焊缝横截面上的尺寸标注在基本符号的左侧;长度方向的尺寸标在右侧;坡口角度、坡口面角度、根部间隙等尺寸标在基本符号的上侧或下侧。
相同焊缝数量的符号标在尾部。
在基本符号的右侧无任何标注且又无其他说明时,意味着焊缝在工件的整个长度上是连续的; 在基本符号的左侧无任何标注且又无其他说明时,表示对接焊缝要完全焊透。
九常用焊缝符号及其标注方法1 总则1.1焊接标注应明确地表示所要说明的焊缝,而且不使图样增加过多的注解。
1.2焊缝符号一般由基本符号与指引线组成。
必要时还可以加上辅助符号、补充符号和尺寸符号等。
1.3 焊接符号包括所有用于焊接标注的符号、代号及数据;焊接标注包括焊接符号的标注及各种说明。
1.4常用焊缝符号的采用及标注应按本标准及GB/T 324和GB/T 12212的相关规定执行。
1.5 在产品图样及设计文件中,一般不规定焊接方法(其技术条件中应注明焊接的技术要求),由工艺部门确定具体焊接工艺(包括焊接方法),必要时,产品图样及设计文件中也可给出焊接方法。
焊接方法的标注按GB/T 5185。
2 焊缝符号2.1基本符号2.1.1 基本符号是表示焊缝横截面形状的符号,常用基本符号见表1。
表1 常用基本符号序号名称示意图符号1 角焊缝1102 点焊缝3 Ⅰ形焊缝4 V形焊缝表1(续)常用基本符号序号名称示意图符号5 单边V形焊缝6 带钝边V形焊缝7 缝焊缝8 塞焊缝或槽焊缝1119 封底焊缝10 喇叭形焊缝11 单边喇叭形焊缝2.1.2 在焊接标注时,焊缝的基本符号必须标注。
2.1.3对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口的断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工艺文件中予以明确。
2.2 辅助符号2.2.1辅助符号是表示焊缝表面形状特征的符号,见表2。
序号名称示意图符号标注示例说明1 平面符号平面V形对接焊缝一般通过加工保证2 凹面符号凹面角焊缝3 凸面符号凸面V形对接焊缝2.2.2 对焊缝的表面无要求时,则不标注辅助符号。
2.3 补充符号2.3.1 补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3。
2.3.2 当焊缝具有表3所列特征时,则必须标注相应的补充符号。
表3 补充符号112序号名称示意图符号标注示例说明1 带垫板符号 V形对接焊缝,底面有垫板2 三面焊缝符号工件三面施角焊缝,焊接方法为手工电弧焊3 周围焊缝符号沿工件周围施角焊缝4 尾部符号(同上述三面焊缝符号)标注焊接方法及处数N等说明2.4 尺寸符号2.4.1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值。
4 焊缝符号4.1 基本符号4.1.1 基本符号是表示焊缝横截面形状的符号,常用基本符号见表1。
表1 常用基本符号序号名称示意图符号1 角焊缝2 点焊缝3 Ⅰ形焊缝4 V形焊缝5 单边V形焊缝6 带钝边V形焊缝表1(完)常用基本符号序号名称示意图符号7 缝焊缝8 塞焊缝或槽焊缝9 封底焊缝10 喇叭形焊缝11 单边喇叭形焊缝4.1.2 在焊接标注时,焊缝的基本符号必须标注。
4.1.3 对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口的断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工艺文件中予以明确。
4.2 辅助符号4.2.1 辅助符号是表示焊缝表面形状特征的符号,见表2。
表2 辅助符号序号名称示意图符号标注示例说明1 平面符号平面V形对接焊缝一般通过加工保证2 凹面符号凹面角焊缝3 凸面符号凸面V形对接焊缝4.2.2 对焊缝的表面无要求时,则不标注辅助符号。
4.3 补充符号4.3.1 补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3。
4.3.2 当焊缝具有表3所列特征时,则必须标注相应的补充符号。
表3 补充符号序号名称示意图符号标注示例说明1 带垫板符号 V形对接焊缝,底面有垫板2 三面焊缝符号工件三面施角焊缝,焊接方法为手工电弧焊3 周围焊缝符号沿工件周围施角焊缝4 尾部符号(同上述三面焊缝符号)标注焊接方法及处数N等说明4.4 尺寸符号4.4.1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值。
表4 焊缝尺寸符号序号名称示意图符号标注示例说明1 焊脚尺寸K角焊缝焊脚尺寸为K2焊缝宽度焊缝厚度cSⅠ形焊缝焊缝宽为c焊缝厚为S3 熔核直径 d 塞焊缝熔核直径d点焊缝焊点直径d4 焊缝间距 e角焊缝焊脚尺寸为K焊缝长度为l焊缝间距为e焊缝段(点)数n5 焊缝长度l6 焊缝段(点)数n7 相同焊缝处数 d 角焊缝焊脚尺寸为K 相同焊缝处数为N4.4.2 确定焊缝位置的尺寸不在焊缝符号中给出,而是将其标注在图样上。
常用焊缝符号及其标注方法基本符号是表示焊缝横截面形状的符号,常用基本符号见表1;表1 常用基本符号序号名称示意图符号1 角焊缝2 点焊缝3 Ⅰ形焊缝4 V形焊缝5 单边V形焊缝6 带钝边V形焊缝7 缝焊缝表1完常用基本符号序号名称示意图符号8 塞焊缝或槽焊缝9 封底焊缝10 喇叭形焊缝11 单边喇叭形焊缝在焊接标注时,焊缝的基本符号必须标注;对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口的断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工艺文件中予以明确;辅助符号辅助符号是表示焊缝表面形状特征的符号,见表2;表2 辅助符号序号名称示意图符号标注示例说明1 平面符号平面V形对接焊缝一般通过加工保证2 凹面符号凹面角焊缝3 凸面符号凸面V形对接焊缝对焊缝的表面无要求时,则不标注辅助符号;补充符号补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3;当焊缝具有表3所列特征时,则必须标注相应的补充符号;表3 补充符号序号名称示意图符号标注示例说明1 带垫板符号 V形对接焊缝,底面有垫板2 三面焊缝符号工件三面施角焊缝,焊接方法为手工电弧焊3 周围焊缝符号沿工件周围施角焊缝4 尾部符号同上述三面焊缝符号标注焊接方法及处数N等说明尺寸符号常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值;表4 焊缝尺寸符号序号名称示意图符号标注示例说明1 焊脚尺寸K角焊缝焊脚尺寸为K2焊缝宽度焊缝厚度cSⅠ形焊缝焊缝宽为c焊缝厚为S3 熔核直径 d 塞焊缝熔核直径d点焊缝焊点直径d4 焊缝间距 e角焊缝焊脚尺寸为K焊缝长度为l焊缝间距为e焊缝段点数n5 焊缝长度l6 焊缝段点数n7 相同焊缝处数 d 角焊缝焊脚尺寸为K 相同焊缝处数为N确定焊缝位置的尺寸不在焊缝符号中给出,而是将其标注在图样上;4.4.3塞焊缝、槽焊缝带有斜边时,应该标注孔底部的尺寸;5 焊接符号在图样上的表示及其标注完整的焊接标注除了上述基本符号、辅助符号、补充符号、尺寸符号及数据以外,还包括指引线及必要的说明;指引线指引线一般由带有箭头的指引线箭头线和两条基准线一条为细实线,另一条为虚线组成,两条基准线间隔为2bb为视图轮廓线宽度,见图1;基准线一般应与图样的底边相平行,但在特殊条件下亦可与底边相垂直;细实线基准线虚线基准线可省略箭头线细实线图1 指引线箭头线和焊缝的关系a 焊缝在箭头侧:如图2a所示,即箭头线指在焊缝上;b 焊缝在非箭头侧:如图2b所示,即箭头线指在焊缝的背面;图2 带单角焊缝的T型接头5.1.2箭头线的位置a 箭头线相对焊缝的位置一般无特殊要求,但是在标注形焊缝时,箭头线应指向带有坡口一侧的工件,见图3;b 必要时,允许箭头线弯折一次,见图4;a b图3 箭头线的位置图4 弯折的箭头焊缝在图样上的表示除点焊缝、缝焊缝、塞焊缝和槽焊缝以外的各种焊缝,在图样上表示时,应符合下述规定:a 可见焊缝纵向可用2b~等粗的实线表示可使用区别于黑色的颜色见图5a;b 不可见焊缝纵向可用2b~等粗的粗虚线表示,见图5b;c 焊缝的横截面应按焊缝实际截面形状绘制并涂黑,见图5c;必要时,可用细实线画出焊接前的坡口形状等,见图5d;a b c d图5 焊缝图示法点焊缝、缝焊缝、塞焊缝和槽焊缝,在其径向位置应用粗实线的“+”表示,在其长度方向位置应用细点划线表示,见附录B提示的附录表B1序号15示例;如果焊缝在一个视图上已表达清楚,允许在其它视图上省略;基本符号在基准线上的表示常用基本符号的画法及比例,见表5;表5 常用基本符号的画法及比例名称符号名称 符号角焊缝 缝焊缝点焊缝 塞焊缝Ⅰ形焊缝 封底焊缝单边V 形焊缝 V 形焊缝45°喇叭形焊缝钝边V 形焊缝 单边喇叭形焊缝注:1 表中尺寸b 为视图轮廓线的宽度,一般为,下同;2 辅助符号和补充符号的大小尺寸,可参照本表和GB/T 12212执行;3 各种焊缝符号的画法及比例一般不随技术图样的绘图比例变化而变化;基本符号在基准线上的表示a 如果焊缝在箭头侧,则将基本符号标在基准线的细实线侧,见图6a ;b ) 如果焊缝在接头的非箭头侧即不可见焊缝,则将基本符号标在基准线的虚线侧,见图6b ;c ) 标对称焊缝及双面焊缝时,可省略虚线基准线,见图6c;焊缝标注原则当在图样上已采用图示法绘出焊缝时,应同时标注焊缝符号,见图6;各种符号相对于基准线的位置见图7;图7 符号相对于基准线的位置尾部符号标于箭头线的尾部,并且以90°开口对称于基准线;基准线上所标注各种焊缝符号的位置和方向不随箭头线方向的变化而变化;尾部符号处标注的内容也不随尾部方向的变化而改变上下左右的书写顺序;当基本符号辅助符号、补充符号标注在基准线下方时,其方向应与标注在基准线上方时相对称;5.4.6双面符号只能标注基础件一侧的焊接,在基础件两侧的焊接不能用双面符号,见图8;基础件正确图8 双面符号的标注焊接标注的焊缝符号按的规定,其数字和字符与图样中的相应数字和字符的型式、字体宽度和字体高度相一致;在CAD绘图中,属软件锁定的焊接符号与字符大小允许存在;当需要标注的尺寸数据较多又不易分辨时,应在数据前面增加相应的尺寸符号;焊缝符号的标注尽可能简化;在基本符号的右侧无任何标注且又无其他说明时,意味着焊缝在工件的整个长度上是连续的;在基本符号的左侧无任何标注且又无其他说明时,表示对接焊缝要完全焊透;当对焊缝段点数无严格要求时,允许省略;在不致引起误解的情况下可省略虚线基准线及“N”的括号;在焊缝符号中标注交错对称焊缝的尺寸时,允许在基准线上只标注一次,见附录B表B1序号6示例;当同一图样中全部焊缝相同且已用图示法明确表示其位置时,可统一在技术要求中用符号表示或用文字说明,如“全部焊缝为5 ”;当部分焊缝相同时,也可采用同样的方法表示,但剩余焊缝应在图样中明确标注;焊缝段点的特殊分布要求如:左右对称,焊点均布,可在尾部符号处用文字简明注出;必要时,可给出焊条或焊丝的牌号并标注在基准线的上方或下方、与基本符号相反的一侧,见附录B表B1序号23示例;在同一图样中,当若干条焊缝的坡口尺寸和焊缝符号均相同时,可采用在焊缝符号的尾部加注相同焊缝数量的方法简化标注,其他形式的焊缝,仍需分别标注,见附录B表B1序号24示例;附录A规范性附录常用焊接方法代号焊接方法代号按GB/T 5185,常用焊接方法及其代号见表A1;表A1 常用焊接方法及其代号附录B资料性附录标注示例常用焊接标注示例见表B1;表B1 焊接标注示例序号焊接标注示例说明111为无气体保护的电弧焊;焊缝截面形状为Ⅰ形;焊缝填满,整个工件长度连续施焊,外表面凸起,内表面为圆面;2111为手工电弧焊、角焊缝;沿工件圆周施焊,焊脚尺寸为2;注:虚线基准线可以省略;3角焊缝,三面有焊缝,共12处;111为手工电弧焊,整个工件接触长度连续施焊;注:焊脚尺寸未做要求;4上:角焊缝,焊脚尺寸为2,共2处,沿工件接触长度共5段连续施焊;下:角焊缝,焊脚尺寸为2,共2处,沿工件长度共1段连续施焊;表B1续焊接标注示例序号焊接标注示例说明5上:焊缝截面形状为单边喇叭形,焊脚尺寸为8,整个工件长度连续施焊;下:角焊缝,焊脚尺寸为3,三面有焊缝,整个工件长度连续施焊;6 5 35×50 30 双面角焊缝,对称交错,焊脚尺寸为5,焊缝段数为35,焊缝长度为50,焊缝间隔为30;7135为CO2气体保护焊MAG焊;焊缝截面形状为单边喇叭形,焊缝对称,焊脚尺寸为10,整个工件长度连续施焊,外表面为平面;8135为CO2气体保护焊MAG焊;焊缝截面形状为V形,焊缝厚度为3,外表面为凸形,沿工件圆周施焊;9111为手工电弧焊,焊缝截面形状为V形,整个工件长度连续施焊;注:焊缝在非箭头侧表B1续焊接标注示例10焊缝截面形状为圆柱形塞焊,塞焊直径为5,沿Фd圆周均布4个;1121为电阻点焊,焊点中心在两工件的接触面上,焊点直径为6,每排12个焊点,共4排左右各两排,左右对称沿汽车前进方向,焊点均布;12点焊缝,焊点中心偏离两工件接触面位置基本符号位置与偏离方向一致;点焊直径为5,共8点,点距、行距均为35;注:点焊缝符号已明确焊接方法,可不标注焊接方法代号;1321为电阻点焊在不至于引起误解时,可省略尾部标注;焊点中心在两工件的接触面上;焊点直径为5,共4点,沿Фd圆周均布;表B1续焊接标注示例14点焊缝,焊点直径为8,共5点,点距40、行距20;注:点距、行距尺寸,在图中若标注明确就不必在焊接标注中给出;15电阻点焊,焊点直径6,每处2个焊点,共3处;16缝焊缝,221为搭接缝焊即滚焊,焊缝中心在搭接接触面上,焊缝宽为6,在整个工件长度上连续施焊;17缝焊缝,焊缝中心向搭接面外偏离,焊缝宽为6,在整个工件长度上连续施焊;注:虚线基准线可以省略;1823为凸焊,焊缝横截面形状为Ⅰ形,对称焊缝,沿圆周施焊、焊透,共2处;表B1完焊接标注示例序号焊接标注示例说明1924为闪光对焊 ,焊缝截面形状为Ⅰ形,对称焊缝,外表面为圆柱面,共2处;2042为摩擦缝,焊缝截面形状为Ⅰ形,对称焊缝,外表面为圆柱面;21781为螺柱电弧焊,焊缝截面形状为直角三角形,焊脚尺寸为4,表面为凹形,沿工件圆周施焊;22782为螺柱电阻焊,焊缝截面形状为Ⅰ形;23角焊缝,焊脚尺寸为2,沿工件圆周施焊;钎焊方法由工艺决定;注:基准线下方标注是焊料牌号;24左:角焊缝,焊脚尺寸为5,焊缝长250,共4处;注:虚线基准线可以省略;右:单边V形焊缝,两面对称,焊缝厚度为5,焊缝长250;。
常用焊缝符号及其标注方法基本符号是表示焊缝横截面形状的符号,常用基本符号见表1。
表1 常用基本符号序号名称示意图符号1 角焊缝2 点焊缝3 Ⅰ形焊缝4 V形焊缝5 单边V形焊缝6 带钝边V形焊缝7 缝焊缝序号名称示意图符号8 塞焊缝或槽焊缝9 封底焊缝10 喇叭形焊缝11 单边喇叭形焊缝4.1.2 在焊接标注时,焊缝的基本符号必须标注。
4.1.3 对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口的断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工艺文件中予以明确。
4.2 辅助符号4.2.1 辅助符号是表示焊缝表面形状特征的符号,见表2。
表2 辅助符号序号名称示意图符号标注示例说明1 平面符号平面V形对接焊缝一般通过加工保证2 凹面符号凹面角焊缝3 凸面符号凸面V形对接焊缝4.2.2 对焊缝的表面无要求时,则不标注辅助符号。
4.3 补充符号4.3.1 补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3。
4.3.2 当焊缝具有表3所列特征时,则必须标注相应的补充符号。
表3 补充符号序号名称示意图符号标注示例说明1 带垫板符号 V形对接焊缝,底面有垫板2 三面焊缝符号工件三面施角焊缝,焊接方法为手工电弧焊3 周围焊缝符号沿工件周围施角焊缝4 尾部符号(同上述三面焊缝符号)标注焊接方法及处数N等说明4.4 尺寸符号4.4.1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值。
表4 焊缝尺寸符号序号名称示意图符号标注示例说明1 焊脚尺寸K角焊缝焊脚尺寸为K2焊缝宽度焊缝厚度cSⅠ形焊缝焊缝宽为c焊缝厚为S3 熔核直径 d 塞焊缝熔核直径d点焊缝焊点直径d4 焊缝间距 e角焊缝焊脚尺寸为K焊缝长度为l焊缝间距为e焊缝段(点)数n5 焊缝长度l6 焊缝段(点)数n7 相同焊缝处数d角焊缝焊脚尺寸为K相同焊缝处数为N4.4.2 确定焊缝位置的尺寸不在焊缝符号中给出,而是将其标注在图样上。
4.4.3塞焊缝、槽焊缝带有斜边时,应该标注孔底部的尺寸。
5 焊接符号在图样上的表示及其标注完整的焊接标注除了上述基本符号、辅助符号、补充符号、尺寸符号及数据以外,还包括指引线及必要的说明。
5.1 指引线指引线一般由带有箭头的指引线(箭头线)和两条基准线(一条为细实线,另一条为虚线)组成,两条基准线间隔为2b(b为视图轮廓线宽度),见图1。
基准线一般应与图样的底边相平行,但在特殊条件下亦可与底边相垂直。
细实线基准线虚线基准线(可省略)箭头线(细实线)图1 指引线5.1.1 箭头线和焊缝的关系a)焊缝在箭头侧:如图2(a)所示,即箭头线指在焊缝上;b)焊缝在非箭头侧:如图2(b)所示,即箭头线指在焊缝的背面。
图2 带单角焊缝的T型接头5.1.2箭头线的位置a)箭头线相对焊缝的位置一般无特殊要求,但是在标注形焊缝时,箭头线应指向带有坡口一侧的工件,见图3。
b)必要时,允许箭头线弯折一次,见图4。
(a)(b)图3 箭头线的位置图4 弯折的箭头5.2 焊缝在图样上的表示5.2.1 除点焊缝、缝焊缝、塞焊缝和槽焊缝以外的各种焊缝,在图样上表示时,应符合下述规定:a)可见焊缝纵向可用2b~2.5b等粗的实线表示(可使用区别于黑色的颜色)见图5(a); b)不可见焊缝纵向可用2b~2.5b等粗的粗虚线表示,见图5(b);c)焊缝的横截面应按焊缝实际截面形状绘制并涂黑,见图5(c)。
必要时,可用细实线画出焊接前的坡口形状等,见图5(d)。
a)(b)(c)(d)图5 焊缝图示法5.2.2 点焊缝、缝焊缝、塞焊缝和槽焊缝,在其径向位置应用粗实线的“+”表示,在其长度方向位置应用细点划线表示,见附录B(提示的附录)表B1序号15示例。
5.2.3 如果焊缝在一个视图上已表达清楚,允许在其它视图上省略。
5.3 基本符号在基准线上的表示5.3.1 常用基本符号的画法及比例,见表5。
表5 常用基本符号的画法及比例名称符号名称符号角焊缝缝焊缝点焊缝塞焊缝Ⅰ形焊缝封底焊缝单边V形焊缝V形焊缝 45°喇叭形焊缝钝边V形焊缝单边喇叭形焊缝注:1 表中尺寸b为视图轮廓线的宽度,一般为0.5mm,下同;2 辅助符号和补充符号的大小尺寸,可参照本表和GB/T 12212执行;3 各种焊缝符号的画法及比例一般不随技术图样的绘图比例变化而变化。
5.3.2 基本符号在基准线上的表示a ) 如果焊缝在箭头侧,则将基本符号标在基准线的细实线侧,见图6(a );b ) 如果焊缝在接头的非箭头侧(即不可见焊缝),则将基本符号标在基准线的虚线侧,见图6(b );c ) 标对称焊缝及双面焊缝时,可省略虚线基准线,见图6(c )。
5.4 焊缝标注原则5.4.1 当在图样上已采用图示法绘出焊缝时,应同时标注焊缝符号,见图6。
5.4.2 各种符号相对于基准线的位置见图7。
图7 符号相对于基准线的位置5.4.3 尾部符号标于箭头线的尾部,并且以90°开口对称于基准线。
5.4.4 基准线上所标注各种焊缝符号的位置和方向不随箭头线方向的变化而变化;尾部符号处标注的内容也不随尾部方向的变化而改变上下左右的书写顺序。
5.4.5 当基本符号(辅助符号、补充符号)标注在基准线下方时,其方向应与标注在基准线上方时相对称。
5.4.6双面符号只能标注基础件一侧的焊接,在基础件两侧的焊接不能用双面符号,见图8。
基础件正确图8 双面符号的标注5.4.7 焊接标注的焊缝符号按 5.3.1的规定,其数字和字符与图样中的相应数字和字符的型式、字体宽度和字体高度相一致。
在CAD绘图中,属软件锁定的焊接符号与字符大小允许存在。
5.4.8 当需要标注的尺寸数据较多又不易分辨时,应在数据前面增加相应的尺寸符号。
5.4.9 焊缝符号的标注尽可能简化。
5.4.10 在基本符号的右侧无任何标注且又无其他说明时,意味着焊缝在工件的整个长度上是连续的。
5.4.11 在基本符号的左侧无任何标注且又无其他说明时,表示对接焊缝要完全焊透。
5.4.12 当对焊缝段(点)数无严格要求时,允许省略。
5.4.13 在不致引起误解的情况下可省略虚线基准线及“(N)”的括号。
5.4.14 在焊缝符号中标注交错对称焊缝的尺寸时,允许在基准线上只标注一次,见附录B 表B1序号6示例。
5.4.15 当同一图样中全部焊缝相同且已用图示法明确表示其位置时,可统一在技术要求中用符号表示或用文字说明,如“全部焊缝为5 ”;当部分焊缝相同时,也可采用同样的方法表示,但剩余焊缝应在图样中明确标注。
5.4.16 焊缝段(点)的特殊分布要求(如:左右对称,焊点均布),可在尾部符号处用文字简明注出。
5.4.17 必要时,可给出焊条或焊丝的牌号并标注在基准线的上方或下方、与基本符号相反的一侧,见附录B表B1序号23示例。
5.4.18 在同一图样中,当若干条焊缝的坡口尺寸和焊缝符号均相同时,可采用在焊缝符号的尾部加注相同焊缝数量的方法简化标注,其他形式的焊缝,仍需分别标注,见附录B表B1序号24示例。
附录A(规范性附录)常用焊接方法代号焊接方法代号按GB/T 5185,常用焊接方法及其代号见表A1。
表A1 常用焊接方法及其代号附录B(资料性附录)标注示例常用焊接标注示例见表B1。
表B1 焊接标注示例序号焊接标注示例说明111为无气体保护的电弧焊;焊缝截面形状为Ⅰ形;焊缝填满,整个工件长度连续施焊,外表面凸起,内表面为圆面。
2111为手工电弧焊、角焊缝;沿工件圆周施焊,焊脚尺寸为2。
注:虚线基准线可以省略。
3角焊缝,三面有焊缝,共12处;111为手工电弧焊,整个工件(接触)长度连续施焊。
注:焊脚尺寸未做要求。
4上:角焊缝,焊脚尺寸为2,共2处,沿工件接触长度(共5段)连续施焊。
下:角焊缝,焊脚尺寸为2,共2处,沿工件长度(共1段)连续施焊。
表B1(续) 焊接标注示例序号焊接标注示例说明5上:焊缝截面形状为单边喇叭形,焊脚尺寸为8,整个工件长度连续施焊。
下:角焊缝,焊脚尺寸为3,三面有焊缝,整个工件长度连续施焊。
6 5 35×50 (30)双面角焊缝,对称交错,焊脚尺寸为5,焊缝段数为35,焊缝长度为50,焊缝间隔为30。
7135为CO2气体保护焊(MAG焊)。
焊缝截面形状为单边喇叭形,焊缝对称,焊脚尺寸为10,整个工件长度连续施焊,外表面为平面。
8135为CO2气体保护焊(MAG焊)。
焊缝截面形状为V形,焊缝厚度为3,外表面为凸形,沿工件圆周施焊。
9111为手工电弧焊,焊缝截面形状为V形,整个工件长度连续施焊。
注:焊缝在非箭头侧表B1(续) 焊接标注示例序号焊接标注示例说明10焊缝截面形状为圆柱形塞焊,塞焊直径为5,沿Фd圆周均布4个。
1121为电阻点焊,焊点中心在两工件的接触面上,焊点直径为6,每排12个焊点,共4排(左右各两排),左右对称(沿汽车前进方向),焊点均布。
12点焊缝,焊点中心偏离两工件接触面位置(基本符号位置与偏离方向一致)。
点焊直径为5,共8点,点距、行距均为35。
注:点焊缝符号已明确焊接方法,可不标注焊接方法代号。
1321为电阻点焊(在不至于引起误解时,可省略尾部标注);焊点中心在两工件的接触面上;焊点直径为5,共4点,沿Фd圆周均布。
表B1(续) 焊接标注示例序号焊接标注示例说明14点焊缝,焊点直径为8,共5点,点距40、行距20。
注:点距、行距尺寸,在图中若标注明确就不必在焊接标注中给出。
15电阻点焊,焊点直径6,每处2个焊点,共3处。
16缝焊缝,221为搭接缝焊(即滚焊),焊缝中心在搭接接触面上,焊缝宽为6,在整个工件长度上连续施焊。
17缝焊缝,焊缝中心向搭接面外偏离,焊缝宽为6,在整个工件长度上连续施焊。
注:虚线基准线可以省略。
1823为凸焊,焊缝横截面形状为Ⅰ形,对称焊缝,沿圆周施焊、焊透,共2处。
表B1(完) 焊接标注示例序号焊接标注示例说明1924为闪光对焊,焊缝截面形状为Ⅰ形,对称焊缝,外表面为圆柱面,共2处。
2042为摩擦缝,焊缝截面形状为Ⅰ形,对称焊缝,外表面为圆柱面。
21781为螺柱电弧焊,焊缝截面形状为直角三角形,焊脚尺寸为4,表面为凹形,沿工件圆周施焊。