提升锡膏印刷厚度的稳定性(CPK)
- 格式:ppt
- 大小:10.32 MB
- 文档页数:26

测试报告
报告人TEKYONG
报告人:TEKYONG
2010.1.10
提高印刷品质测试TEKYONG 刮刀印刷品质(BGA 、CHIP 等)TEKYONG 测试刮刀使用便捷性试刮印刷质稳定性
测试TEKYONG 刮刀印刷品质稳定性
GKG印刷机
(G5)
KEYENCE高倍电子显微镜MALCOM锡膏高度测试仪(VH-6300)(TD-3)
刮刀&基板
TEKYONG刮刀SANYO高精密测试板
(GKG G5)(1005&1608)
CHIP
BGA
10051005
-100倍
16081608
-100倍
TR*TR
0.200.230.250.30
0.350.23*0.40.25*0.40.2*0.5
锡膏厚度
以0.25*0.4第二点为测
试点用MALCOM锡膏测试试点,用MALCOM锡膏测试
机TD-3.EXE的测试软件,
测得锡膏厚度为:
183.8um(标准为140um-
200um)
锡膏厚度CPK
从12月19日到1月5日连续测试31组数据,测试出CPK为1.43!
测试结果
TEKYONG刮刀满足客户印刷品质
(CHIP&BGA&TR*TR) TEKYONG刮刀更换方便、快捷
只需固顶部螺
(只需固定顶部两螺丝)
刮印刷质稳定性很好TEKYONG刮刀印刷品质稳定性很好
(CPK=1.43)。
喷锡厚度ipc标准锡膏的厚度在电子制造过程中扮演着至关重要的角色,它对于电路板的焊接质量和稳定性起着重要的影响。
在电子制造业中,电子组装过程中常用的锡膏厚度标准是IPC-7525。
本文将对IPC-7525标准中关于锡膏厚度的要求进行介绍和解读。
IPC-7525是由国际电子协会(IPC)制定的电子制造过程标准之一,该标准包含了电子制造过程中的一系列规范和要求,旨在保障电子制造产品的质量和一致性。
在IPC-7525标准中,关于锡膏厚度的要求主要体现在几个方面。
首先,IPC-7525标准规定了锡膏在电子组装过程中的最小和最大厚度限制。
这是为了确保焊接质量和组装的稳定性。
根据IPC-7525标准,锡膏的最小厚度应大于等于0.013mm,最大厚度应小于等于0.076mm。
这样的要求既可以保障焊接的可靠性,又可以避免过多的锡膏使用导致成本的增加。
其次,IPC-7525标准还规定了锡膏的厚度分布要均匀。
这是为了防止焊接出现不均匀的状况,如焊接高度不一致等。
均匀的锡膏厚度分布可以保证电路板上所有焊点的焊接质量一致,提高产品的可靠性和稳定性。
此外,IPC-7525标准还要求在设计焊接区域的时候要合理考虑锡膏的厚度,并根据实际需求进行调整。
这是为了满足不同焊接区域的要求,例如焊盘和焊脚的大小、焊接器件的尺寸等。
合理设计焊接区域的锡膏厚度有助于提高焊接质量和产品的可靠性。
综上所述,IPC-7525标准指导着电子制造过程中锡膏厚度的控制要求。
根据该标准,锡膏的厚度应在特定范围内,并且要求锡膏的厚度分布均匀。
合理设计焊接区域的锡膏厚度可以提高焊接质量和产品的可靠性。
总的来说,在电子制造过程中,根据IPC-7525标准要求控制好锡膏的厚度对于产品的质量和稳定性至关重要。
生产厂家和电子组装企业应该严格按照该标准要求进行操作和控制,以提高产品的质量和市场竞争力。
> 注意:此文档为以Markdown文本格式输出的原创内容,不包含标题、链接、图片或与AI、人工智能、Markdown、GPT等相关的关键词。
是否正在为SMT良率苦恼?看看原因与措施!本⽂⽬标:明确SMT⼯程不良产⽣的相关原因,提⾼分析速度与效率,针对不良及时加以处理与改善,并加以预防,保证⽣产产品品质。
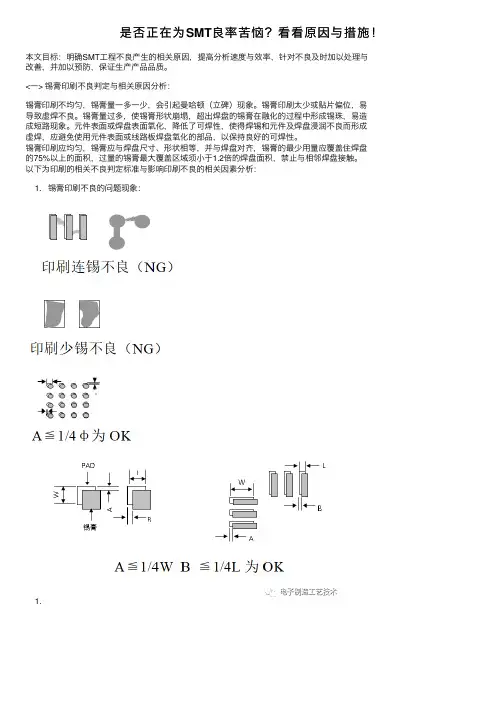
<⼀> 锡膏印刷不良判定与相关原因分析:锡膏印刷不均匀,锡膏量⼀多⼀少,会引起曼哈顿(⽴碑)现象。
锡膏印刷太少或贴⽚偏位,易导致虚焊不良。
锡膏量过多,使锡膏形状崩塌,超出焊盘的锡膏在融化的过程中形成锡珠,易造成短路现象。
元件表⾯或焊盘表⾯氧化,降低了可焊性,使得焊锡和元件及焊盘浸润不良⽽形成虚焊,应避免使⽤元件表⾯或线路板焊盘氧化的部品,以保持良好的可焊性。
锡膏印刷应均匀,锡膏应与焊盘尺⼨、形状相等,并与焊盘对齐,锡膏的最少⽤量应覆盖住焊盘的75%以上的⾯积,过量的锡膏最⼤覆盖区域须⼩于1.2倍的焊盘⾯积,禁⽌与相邻焊盘接触。
以下为印刷的相关不良判定标准与影响印刷不良的相关因素分析:1. 锡膏印刷不良的问题现象:1.2. 影响锡膏印刷不良的原因分析印刷锡膏在整个⽣产中引起的质量问题占的⽐重较⼤,印刷质量与模板的状况、锡膏设备的刮⼑、操作与清洗有很⼤关系,解决这类问题要注意各⽅⾯的技术要求,⼀般来说要想印出⾼质量的锡膏印刷,必须要有:1)良好适宜的锡膏。
2)良好合理的模板。
3)良好的设备与刮⼑。
4)良好的清洗⽅法与适当的清洗频次。
3. 锡膏印刷不良相关原因分析与处理⽅法:3.1、坍塌印刷后,锡膏往焊盘两边塌陷。
产⽣的原因可能是:1) 刮⼑压⼒太⼤。
2) 印刷板定位不稳定。
3) 锡膏粘度或⾦属含量过低。
防⽌或解决办法:调整刮⼑压⼒;重新固定印刷板;选择合适粘度的锡膏。
3.2、锡膏厚度超下限或偏下限产⽣的可能原因是:1) 模板厚度不符合要求(太薄)。
2) 刮⼑压⼒过⼤。
3) 锡膏流动性太差。
防⽌或解决办法:选择厚度合适的模板;选择颗粒度和粘度合适的锡膏;调整刮⼑压⼒。
3.3、厚度不⼀致印刷后,焊盘上锡膏厚度不⼀致,产⽣的原因可能是:1) 模板与印刷板不平⾏。
锡膏印刷参数
1 刮刀的速度
刮刀的速度和锡膏的黏度有很大的关系,刮刀的速度越慢,锡膏的黏度越大;同样,刮刀的速度越快,锡膏的黏度就越小.调节这个参数要参照锡膏的成分和PCB元件的密度以及最小元件尺寸等相关参数.目前我们一般选择在30-65MM/S.
2 刮刀的压力
刮刀的压力对印刷影响很大,压力太大会导致锡膏印的很薄.目前我们一般都设定在8KG左右.理想的刮刀速度与压力应该是正好把锡膏从钢板表面刮干净,刮刀的速度与压力也存在一定的转换关系,即降低刮刀速度等于提高刮刀的压力,提高了刮刀速度等于降低刮刀的压力.
3 刮刀的宽度
如果刮刀相对于PCB过宽,那么就需要更大的压力,更多的锡膏参与其工作,因而会造成锡膏的浪费.一般刮刀的宽度为PCB长度(印刷方向)加上50MM左右为最佳,并要保证刮刀头落在金属模板上.
4 印刷间隙
印刷间隙是钢板装夹后与PCB之间的距离,关系到印刷后PCB上的留存量,其距离增大,锡膏量增多,一般控制在0-0.07MM
5 分离速度
锡膏印刷后,钢板离开PCB的瞬时速度即分离速度,是关系到印刷质量的参数,其调节能力也是体现印刷机质量好坏的参数,在精密印刷机中尤其重要,早期印刷机是恒速分离,先进的印刷机其钢板离开锡膏图形时有一个微小的停留过程,以保证获取最佳的印刷图形.。
ipc7527锡膏厚度标准
IPC7527是美国电子行业联盟(IPC)制定的一项标准,规定了电子制造业中焊接过程中所使用的焊锡膏的厚度标准。
焊接过程是一个非常关键的环节,它直接关系到电子元件的质量和可靠性。
焊接质量
的好坏取决于多个因素,其中之一就是焊锡膏的厚度。
IPC7527标准的主要内容是规定了焊锡膏的厚度应该符合的标准。
它包含了四个主要
部分,分别是:
1. 说明和目的
这部分主要介绍了IPC7527标准的目的和适用范围,包括对焊锡膏的定义和测试方法,以及对各种参数的解释和说明。
2. 厚度测量方法
这部分详细介绍了测量焊锡膏厚度的方法和步骤,包括使用仪器和工具,以及注意事
项和误差控制。
3. 厚度要求
这部分规定了焊锡膏厚度应该符合的标准,包括不同类型的焊锡膏(如无铅焊锡膏和
铅锡焊锡膏)的要求,以及不同级别的要求(如级别A、B、C等)。
4. 厚度检验
这部分介绍了焊锡膏厚度检验的方法和步骤,包括将样品与标准进行对比,确定是否
符合要求,以及如何记录和报告检验结果等。
IPC7527标准对电子制造业中的焊接过程至关重要,因为它可以帮助焊接工程师和技
术人员确保焊锡膏的质量和厚度符合标准,从而确保整个制造过程的可靠性和质量稳定
性。
总之,IPC7527标准是一项非常重要的行业标准,它为电子制造业中焊接质量的控制
提供了重要的指导和保障,有助于提高产品质量和可靠性,同时也有助于减少制造过程中
的损失和成本。
印刷锡膏厚度标准嘿,朋友们!今天咱就来好好聊聊印刷锡膏厚度标准这个事儿。
你说这印刷锡膏厚度标准啊,就好比是做菜时放盐的量。
盐放多了,菜就咸得没法下口;盐放少了,又没啥味道。
印刷锡膏厚度也是一样,要是厚了,可能就会出现各种问题,比如焊点不饱满啦,连锡啦;要是薄了呢,又可能导致焊接不牢固,轻轻一碰就掉了。
这可不行呀!咱平常生活里也有很多类似的情况呀。
就像你穿鞋子,尺码大了,走路不跟脚,容易摔跟头;尺码小了,挤得脚疼,根本走不了路。
印刷锡膏厚度标准不就是这么个理儿嘛!那怎么才能把握好这个标准呢?这可得仔细琢磨琢磨。
就好像你要去一个陌生的地方,你得先知道路线吧,不然不就瞎转悠了嘛。
对于印刷锡膏厚度标准,咱就得先清楚了解各种参数和要求。
不同的电子产品,对锡膏厚度的要求可不一样哦!你想想看,一个小小的手机和一个大大的电视,能一样吗?手机里的零件那么精细,锡膏厚度肯定得特别精准才行;电视那么大,可能要求就没那么苛刻啦,但也不能马虎呀!这就好像盖房子,盖小茅屋和盖高楼大厦,那能一样吗?小茅屋随便弄弄可能就成了,高楼大厦可不行,得精确到每一块砖的位置和角度呢!印刷锡膏厚度标准也是这个道理呀。
而且啊,在实际操作中,还得考虑很多其他因素呢。
比如温度、湿度,这些都会影响锡膏的性能。
就像人一样,在不同的环境下状态也不一样。
热了会出汗,冷了会发抖,锡膏也会有不同的反应呢!咱可不能小瞧了这些因素,它们就像一个个小捣蛋鬼,稍不注意就会给你捣乱。
你得时刻盯着它们,把它们管得服服帖帖的。
还有啊,操作人员的技术水平也很关键呢!一个经验丰富的老手和一个刚入行的新手,那能一样吗?老手就像老司机,开起车来稳稳当当;新手可能就像刚学开车的人,还得慢慢摸索呢。
所以说呀,要想把印刷锡膏厚度标准把握好,可不是一件容易的事儿呢!这需要我们不断地学习、实践,积累经验。
就像学骑自行车,一开始可能会摔很多跤,但慢慢地就会骑得越来越好啦。
总之呢,印刷锡膏厚度标准可真是个重要的事儿,咱可得重视起来。

Xxxxxxxxxx过程能力研究——CPK的统计与提升规范一、目的:为了贯彻预防原则,应用统计技术对过程中的各个阶段进行检察和评估,从而保证持续稳定地提供合格产品。
二、适用范围:适用于统计稳定过程的能力指数,在大规模生产时,常用CPK表达生产线能力指数(每天抽取5个数据,统计连续一个月(25天)的数据来计算CPK)。
三、术语:过程能力:指处于统计稳态下的过程的加工能力。
以该过程产品质量特性值的变异或波动来表示。
CPK:用CPK值表示过程能力满足技术规范的程度,CPK值越大,其过程能力越高,越能够满足技术规范。
四、CPK的统计表使用CPK统计表能够更快更方便准确的计算出CPK值,进而判断所研究的工序过程是否有能力持续稳定地提供合格产品。
1.符号X:样本值;X:样本均值;X :样本总均值;R :极差;R :极差平均值;USL :公差上限; LSL :公差下限; UCL x :样本值上控制限; LCL x :样本值下控制限; UCL R :极差上控制限; LCL R :极差下控制限; CPK :工序能力指数; A2、D3、D4、d2为系数。
2. 计算公式)(X AVE X =)X (X AVE =R A X UCL 2X += R A X LCL 2X -=)(R AVE R = R D UCL R 4=R D LCL R 3=⎪⎪⎭⎫- ⎝⎛-=22/3,/3in pk d R LSL X d R X USL M C 表1为不同组容下的A2、D3、D4、d2系数值。
表13.工序能力判断准则工序能力判断准则按表2规定。
表24.应用步骤A.确定分析的质量特性值;B.收集观测值,每天抽取5个数据,统计连续一个月(25天)的数据来计算;C.判断工序质量是否处于稳定状态,处于稳定状态方可计算工序能力指数;D.将125个随机数据分五组输入“检查记录”栏目内;E.表格自动计算相关数据及Cpk值;F.调整数值轴区间,使其包含UCL x和LCL x的区间;G. 调整极差值轴区间,使其包含UCL R和LCL R的区间;H.不可有目的的人为调整随机数据使其满足某一要求;I.不可随意修改表格中的计算公式及A2、D3、D4、d2系数。
解决锡膏溢流的方法
锡膏溢流是在SMT(表面贴装技术)印刷过程中常见的问题,它可能会导致印刷不均匀或焊点质量下降。
解决锡膏溢流的方法包括:
1. 优化印刷参数:调整印刷速度、压力和锡膏温度等参数,以减少锡膏在印刷过程中的溢流。
2. 改善模板设计:使用合适的模板开口大小和形状,以减少锡膏溢流的可能性。
3. 定期清洁模板:确保模板表面干净,没有残留的锡膏或氧化物,这样可以提高印刷质量。
4. 控制锡膏的粘度:使用适当粘度的锡膏,可以减少锡膏在印刷过程中的流动性,从而减少溢流。
5. 使用防溢流剂:在锡膏中添加适量的防溢流剂,可以帮助改善印刷过程中的流动性,减少溢流。
6. 优化PCB设计:确保PCB的焊盘设计合理,避免焊盘间距过小或形状不规则,这些都可能导致锡膏溢流。
7. 培训操作人员:确保操作人员掌握正确的印刷技巧和操作流程,以减少人为因素导致的锡膏溢流。
通过上述方法的组合使用,可以有效解决锡膏溢流问题,提高SMT 印刷的质量。
第1篇一、引言随着印刷技术的不断发展,厚薄胶印在包装、广告、宣传等领域得到了广泛应用。
厚薄胶印是指印刷材料厚度不同的印刷方式,包括厚纸、薄纸、塑料、金属等多种材质。
然而,在厚薄胶印过程中,由于材质差异、印刷压力、印刷速度等因素的影响,常常会出现印刷效果不佳、质量不稳定等问题。
本文将针对厚薄胶印的解决方案进行探讨,以期为印刷行业提供有益的参考。
二、厚薄胶印存在的问题1. 印刷效果不佳:由于厚薄胶印材料差异较大,印刷过程中容易出现网点扩大、印刷色差、网点变形等问题。
2. 印刷速度慢:厚薄胶印材料在印刷过程中对压力、温度、湿度等环境因素较为敏感,导致印刷速度较慢。
3. 印刷质量不稳定:厚薄胶印过程中,印刷压力、印刷速度、油墨粘度等因素的变化,容易导致印刷质量不稳定。
4. 印刷设备磨损快:厚薄胶印材料在印刷过程中对印刷设备的要求较高,容易导致设备磨损快。
三、厚薄胶印的解决方案1. 选择合适的印刷材料针对不同厚度的印刷材料,选择合适的印刷纸张或塑料等材质,以确保印刷效果。
在选购印刷材料时,应注意以下方面:(1)材质:根据印刷产品的需求,选择合适的材质,如铜版纸、胶版纸、塑料等。
(2)厚度:根据印刷材料的厚度,选择相应的印刷设备。
(3)表面处理:对印刷材料进行表面处理,如涂布、上光等,以提高印刷效果。
2. 优化印刷工艺(1)调整印刷压力:根据印刷材料的厚度,适当调整印刷压力,以确保印刷效果。
(2)控制印刷速度:根据印刷材料的特性,合理控制印刷速度,避免因速度过快而影响印刷质量。
(3)优化油墨粘度:根据印刷材料的特性,调整油墨粘度,以确保印刷效果。
3. 提高印刷设备性能(1)定期维护保养:对印刷设备进行定期维护保养,确保设备正常运行。
(2)选用高质量印刷设备:选用具有高性能、稳定性强的印刷设备,以提高印刷质量。
(3)改进印刷设备结构:针对厚薄胶印的特点,对印刷设备结构进行改进,提高印刷效果。
4. 优化印刷环境(1)控制湿度:印刷过程中,应保持室内湿度在40%至60%之间,以避免印刷材料变形。
锡膏厚度和面积标准概述说明以及解释1. 引言1.1 概述在电子制造领域中,锡膏是一种常见的焊接材料,被广泛应用于印刷电路板(PCB)组装过程中。
锡膏的质量对于产品性能和可靠性具有重要影响。
其中,锡膏的厚度和面积是两个关键参数。
本文将详细介绍锡膏厚度和面积标准,并对其进行概述、解释和说明。
首先,我们将阐述锡膏厚度标准的定义、测量方法及其重要性。
接下来,我们会探讨这些标准在不同应用范围下的具体要求和限制。
此外,文章还将涵盖锡膏面积标准的定义、计算方法以及与质量控制之间的关系。
最后,本文还将讨论锡膏厚度和面积测量技术以及仪器评估,并给出技术选择和评价指标解析。
通过全面讨论这些主题,本文旨在为读者提供对于锡膏厚度和面积标准有深入了解的基础知识,并帮助读者更好地理解它们在电子制造行业中的重要性和应用。
1.2 文章结构本文将按照以下结构进行讨论:第2部分将详细介绍锡膏厚度标准。
首先,我们将给出锡膏厚度标准的定义,并介绍常用的测量方法。
接着,我们会探讨为什么锡膏厚度标准如此重要,并阐述其在不同情景下的应用范围。
第3部分将专注于锡膏面积标准。
我们会解释该标准的定义以及计算方法,并分析面积标准与质量控制之间的关系。
此外,文章还会对面积标准对产品性能的影响进行深入分析。
第4部分将涵盖锡膏厚度和面积测量技术与仪器评估。
我们会介绍常用的厚度测量技术和仪器,并深入探讨面积测量技术和仪器的特点及选型。
同时,我们也会提供相关评价指标来帮助读者在选择合适的技术和仪器时做出明智决策。
最后,在第5部分中,本文将总结主要研究发现,并指出当前存在的问题。
同时,未来研究方向也将被提出,以促进锡膏厚度和面积标准的进一步发展与改进。
1.3 目的本文的目的在于全面介绍和解释锡膏厚度和面积标准,在电子制造领域中对这些参数进行准确控制的重要性。
通过深入分析锡膏厚度和面积的定义、计算方法以及测量技术,希望读者能够更好地理解这些标准对产品质量、性能和可靠性所产生的影响。
cpk值大于110摘要:1.CPK 值的含义2.CPK 值大于110 的含义3.CPK 值大于110 的影响4.如何提高CPK 值正文:一、CPK 值的含义CPK(Coefficient of Performance)值,即性能系数,是一种衡量设备、产品或系统性能的指标。
它反映了设备、产品或系统在实际工作条件下的性能与设计要求的性能之间的差异。
CPK 值越高,表示设备、产品或系统的性能越好。
二、CPK 值大于110 的含义CPK 值大于110,意味着设备、产品或系统的性能超过了设计要求,其性能非常优秀。
在实际生产中,CPK 值大于110 通常意味着生产过程稳定,产品质量可靠,可以满足甚至超过客户的需求。
三、CPK 值大于110 的影响CPK 值大于110 对于企业有着重要的影响。
首先,它意味着企业的产品质量得到了保证,可以提高客户的满意度和信任度,有利于企业的品牌形象塑造和市场竞争力提升。
其次,CPK 值大于110 也意味着生产过程的稳定性,可以降低生产成本,提高生产效率。
四、如何提高CPK 值要提高CPK 值,企业需要从以下几个方面入手:1.提高设计水平:优秀的设计是提高CPK 值的基础。
企业需要不断优化产品设计,提高设计水平,使产品性能尽可能接近或超过设计要求。
2.提高生产工艺:生产工艺是影响CPK 值的重要因素。
企业需要不断改进生产工艺,提高生产过程的稳定性和可靠性。
3.提高质量管理水平:有效的质量管理是保证CPK 值大于110 的关键。
企业需要建立健全的质量管理体系,加强对生产过程的监控和控制,确保产品质量稳定。
4.提高员工素质:员工的素质直接影响到产品的质量。
企业需要加强对员工的培训,提高员工的技能和素质,使其能够熟练掌握生产工艺和质量要求。
PCB连锡改善措施1. 引言PCB(Printed Circuit Board,印刷电路板)是电子产品中不可或缺的组成部分,而连锡是PCB制造过程中常用的一种焊接方式。
连锡的质量直接影响着PCB的可靠性和稳定性。
本文将探讨PCB连锡存在的问题,并提出改善措施,以提高PCB的质量和可靠性。
2. PCB连锡存在的问题在PCB制造过程中,连锡可能存在以下问题:2.1 连锡不良连锡不良是指焊点的质量不符合要求,可能出现焊接不牢固、焊点开裂等问题。
连锡不良可能导致电子产品在使用过程中出现故障,影响产品的可靠性。
2.2 连锡过多或过少连锡过多或过少都会对PCB的性能产生负面影响。
连锡过多可能导致电路板之间短路或电路信号干扰,而连锡过少则会影响焊点的可靠性和导电性能。
2.3 连锡不均匀连锡不均匀是指焊点的分布不均匀或焊锡层厚度不一致。
连锡不均匀可能导致焊接点的电阻不稳定,影响电路的正常工作。
3. PCB连锡改善措施为了解决上述问题,可以采取以下改善措施:3.1 优化焊锡工艺优化焊锡工艺是改善连锡质量的关键。
可以通过以下方式来优化焊锡工艺:•选择合适的焊锡材料:根据PCB的需求,选择合适的焊锡材料,确保其熔点和流动性适宜。
•控制焊接温度:合理控制焊接温度,避免焊锡过热或过冷,以保证焊点质量。
•控制焊接时间:控制焊接时间,避免焊接时间过长或过短,确保焊锡能够充分融化和流动。
•优化焊锡方式:根据PCB的特点和要求,选择合适的焊锡方式,如手工焊接、波峰焊接或回流焊接等。
3.2 引入自动化设备引入自动化设备可以提高焊锡的一致性和稳定性,减少人为因素对焊锡质量的影响。
自动化设备可以实现焊锡的精确控制和高效生产,提高生产效率和产品质量。
3.3 加强质量控制加强质量控制是改善连锡质量的重要手段。
可以采取以下措施来加强质量控制:•建立完善的质量管理体系:制定并执行严格的质量管理流程和标准,确保每个环节都符合质量要求。
•进行严格的质量检测:引入先进的检测设备和技术,对焊锡质量进行全面检测和评估,及时发现和解决问题。