钢丝拉拔生产(第四章)-钢丝热处理
- 格式:ppt
- 大小:1.69 MB
- 文档页数:46
70mn弹簧钢丝热处理
70Mn弹簧钢热处理主要包括淬火和回火两个步骤。
淬火是将钢丝加热至480度以上,保持一段时间后,立即放入水或油中快速冷却。
这一过程能使钢丝的组织结构发生变化,提高其强度和硬度。
回火是将淬火后的钢丝重新加热至480度左右,保持一段时间后,自然冷却。
这一过程可以消除淬火产生的内应力,提高钢丝的韧性和稳定性。
此外,对于70Mn钢材来说,常见的热处理方法还包括退火和正火。
退火是将材料加热到一定温度并保持一定时间,然后缓慢冷却至室温,有助于改善钢材的塑性和韧性,使其更容易加工和变形。
正火是将钢加热到一定温度,保持一定时间,然后空冷。
它是将经过加热处理的钢材在奥氏体化后进行快速冷却,以获得稳定的奥氏体组织,为进一步加工或热处理做准备。
钢丝的热处理东北特钢集团大连钢丝制品公司徐效谦摘要:本文以生产实践为基础,用全新观念,对钢丝热处理工艺进行了梳理;从分析热处理原理,组织结构与使用性能关系入手,介绍各类钢丝的热处理工艺制定原则,并提供了一些实用技术数据和经验公式。
关键词:钢丝、热处理、工艺、显微组织、临界点。
钢丝生产有3个环节;热处理、表面处理和冷加工,所有钢丝均以热轧盘条为原料,经过1个或几个循环,才生产出合格的成品,工艺流程如图1。
↓↓图1 钢丝生产流程图热处理是钢丝生产过程中的一个重要环节,热处理的目的有3个:获得均匀的成分和适于冷加工的组织;消除加工硬化和内应力,以便继续进行冷加工;获得需要的力学性能、工艺性能和物理性能。
钢丝热处理按工艺流程可分为:原料热处理、半成品热处理(又称中间热处理)和成品热处理;按热处理效果可分为:软化处理、球化处理和强韧化处理。
不同种类的钢丝为达到软化、球化和强韧化的效果,往往采用不同的热处理方法。
众所周知,钢铁材料的性能取决于内部组织结构,组织结构取决于成分、冶炼、热加工、冷加工,特别是热处理工艺。
要选择合理、高效、经济的热处理工艺,必须了解材料性能与组织结构、显微组织与热处理工艺之间的关系,以及显微组织的种类和热处理的基本原理。
1 热处理基本原理1钢铁材料可以通过热处理改变性能是基于材料的两项基础特性:所有金属材料都是结晶体,并且具有多种晶体结构。
以铁为例,铁的晶格有体心立方(δ铁和α铁)和面心立方(γ铁)两种结构,如图2。
图2 铁的晶格结构2(a) 体心立方晶格;(b) 面心立方晶格;在铁凝固(≤1538℃)过程中首先形成具有体心立方晶格的δ铁,在1394℃~912℃区间转变为具有面心立方晶格的γ铁,912℃以下又转变为体心立方晶格的α铁。
其次,所有的钢铁材料都是两种以上元素组成的合金,即所有的钢铁材料都可以看成是由溶质和溶剂组成的两类固溶体之一:间隙固溶体或置换固溶体,溶质原子挤进基体(溶剂)金属晶格中间形成的固溶体叫间隙固溶体;溶质原子取代基体(溶剂)金属晶格中的溶剂原子形成的固溶体叫置换固溶体。
冷拉弹簧钢丝制造与热处理引言:弹簧钢丝是一种广泛应用于工业领域的重要材料,具有优异的弹性和耐久性。
为了获得高品质的弹簧钢丝,制造过程中的冷拉和热处理是不可或缺的环节。
本文将详细介绍冷拉弹簧钢丝的制造过程以及热处理的重要性。
一、冷拉弹簧钢丝的制造过程1. 原材料选择冷拉弹簧钢丝的主要原材料是高碳钢,其含碳量一般在0.60%至1.00%之间。
高碳钢具有较高的强度和硬度,能够满足弹簧钢丝的要求。
2. 钢丝预处理在制造弹簧钢丝之前,需要对原材料进行预处理。
这包括脱脂、酸洗和表面清洁等步骤,以确保钢丝的表面干净,不受污染。
3. 冷拉工艺冷拉是制造弹簧钢丝的关键步骤。
该工艺通过连续拉拔钢丝,使其逐渐减小截面积,同时增加其强度和硬度。
冷拉过程中,钢丝经过多次拉拔,直到达到所需的直径和性能要求。
4. 淬火处理冷拉完成后,为了进一步提高弹簧钢丝的强度和硬度,需要进行淬火处理。
淬火是将钢丝加热至临界温度,然后迅速冷却,以形成马氏体组织。
这种组织具有良好的强度和硬度,能够满足弹簧钢丝的使用要求。
5. 温调处理淬火后的弹簧钢丝通常会出现一定的脆性,为了消除这种脆性并提高其韧性,需要进行温调处理。
温调是将钢丝加热至适当温度,然后保温一段时间,最后缓慢冷却。
这样可以使钢丝组织发生一定的变化,从而提高其韧性和可塑性。
二、热处理的重要性1. 提高材料的力学性能冷拉弹簧钢丝通过热处理可以获得更高的强度和硬度,使其能够承受更大的载荷和变形,提高弹簧的使用寿命和稳定性。
2. 改善材料的韧性和可塑性热处理可以改变钢丝的晶体结构,使其具有更好的韧性和可塑性。
这样可以减少材料的脆性,提高其抗断裂能力,使弹簧钢丝在使用过程中不易断裂或变形。
3. 优化材料的内部应力分布冷拉过程中,钢丝会产生内部应力,而热处理可以消除或缓解这些应力,使材料的内部结构更加稳定。
这有助于降低弹簧钢丝的变形和断裂风险,提高其使用安全性和可靠性。
4. 提高材料的耐腐蚀性能热处理可以改变钢丝的化学成分和表面状态,形成一层致密的氧化膜或保护层,从而提高材料的耐腐蚀性能。
钢丝热处理钢丝热处理热处理是钢丝绳生产过程中很重要的一道工序,但是很少有商家或者厂家会对客户解释热处理的工艺特点及热处理对钢丝绳质量的影响。
首先我们要了解钢丝热处理的目的,钢丝经过热处理会重新获得利于冷拉的条件。
简单的说就是盘条或者钢丝经过冷拉后,分子结构有所变化,强度虽然增加,但是更容易脆断,达到一定程度时即无法顺利拉拔而会拉断。
通过热处理再次还原钢丝内部的结构。
以便于再次拉丝,这样不易断裂,而且能达到所需的强度。
钢丝热处理的目的:(1)消除前一道冷拉工序中钢丝的加工硬化,以利于继续进行冷拉。
(2)使热轧盘条具有适宜于拉拔的组织,能正常地进行拉拔。
(3)使钢丝具有特殊的组织,冷拉后钢丝具有良好的性能。
(4)使成品钢丝具有用户要求的组织和性能。
钢丝热处理的种类(1)铅淬火(索氏体化处理)。
就是平时所说的铅淬火,又叫钢丝韧化处理,目前仍是国内外普遍采用的生产高强韧钢丝的一种热处理方法,经过铅浴后的钢丝,其强度和硬度均可增加约10%。
(2)退火。
退火一般指以较慢速度冷却的热处理方法。
目的主要为均匀盘条的组织,消除加工硬化和脆性,软化钢丝成品,改变材料的韧性、延展性、抗拉强度、屈服点、延伸率及其他物理性能,形成特定的显微组织。
退火可分为如下几种。
完全退火:加热至临界点以上温度,保温一定时间后缓慢冷却。
再结晶退火(中间退火):通常用于消除冷拉钢丝的加工硬化,其实质是将钢丝加热至再结晶温度以上而低于临界点,然后冷却下来。
球化退火:球化退火可使碳化物形成球状或粒状均匀分布于铁素体基体上,因而有利于加工。
正火:加热至上临界点以上约30℃的温度,然后钢丝尽快地在空气或保护性气氛中冷却,这一方法通常用于中间处理。
(3)淬火回火。
也称为油回火(oil tempering)。
这种热处理是在钢丝冷拉至成品尺寸后进行的。
通常用于处理中、高碳钢丝,产品主要用于制造弹簧及梳棉毛机的针布。
处理的方法是:加热至上临界点以上30~50℃,保温一定时间,然后在油中淬冷,在熔融铅中重新加热。
优质碳素钢丝基本釆用GB/T699—1999(优质碳素结构钢》规定的35 ~ 85辗热轧线材为原料,经过热处理、拉拔(冷拉或冷轧),加工成钢丝C优质碳素钢丝的化学成分为:C 0, 32 7. 90,Si 0.17 ~0・ 37,Mn 0. 30 -0. 6O,SwO. 035,P^O. 035,NiwO・ 15, Cr^ 0.10,Cu^0.20o 一般要根据钢丝品种用途、性能和标准要求来确定其化学成分。
械剥离作用■以加速酸洗效果的氧化铁皮层。
而盐酸适用铁皮层较薄,易于酸洗的氧化铁皮层。
例如各种热处理一酸洗一磷化连续作业线,或热处理一酸洗一镀锌连续作业线是本选用盐酸。
为了防止线材及钢丝在酸洗时的“氢脆”现象,减少金属腐蚀,应在酸洗液中?^少蜀的缓蚀剂(抑制剂)。
在硫酸液中可添加LK-45型缓蚀剂或苦丁.衽盐酸液中可添加LK・46型缓蚀剂或乌洛托品。
«7.2盐KK洗工荃參数酸洗型式及规ft/inin盐《浓度(氮化亚铁懺« I酸SfiZt J «洗时间化注{A中连纹式K洗肘间,是指立接挣电加热炉或明火加热炉的钢盘。
7・3・4确酸盐涂层钢丝磷酸盐涂层化学稳定性较好,原先被用作金属制品的防锈或增划I金属与漆结合牢度的媒介层。
直到近30年来,才被大a 用来作为拉丝中的润滑涂层。
由于«酸盐是钢丝与磷化液间的化学反应产物•故磷化膜与钢基结合得十分牢固。
由于磷化膜具有微孔结构及富有延展性等轄点,润滑剂容易嵌人微几而被带进拉243丝模,起到良好润滑作用。
因此在现代拉丝中■特别是拉拔碳含fi 较嵩的钢丝,为提高拉拔速度及产品质fi,广泛采用确酸盐涂层07. 3. 4. 1 基本原理磷化液是以磷酸二氢锌、硝酸锌和磷酸为主剂的弱酸性溶液。
经磷化处理后钢丝表面形成以Fe2(HPQ )3、F£iq 及如(叫)2、 ZnHPO,为结品层的磷化膜。
磷化膜生成机理为;按电化学观点,在磷化溶液中,右如下离 子存在;H* + HjPO ;时 + HPO 「 + POj* Zn(NO3)2^=^ Zn^* +2N0;由于钢丝化学成分(夹杂)不均匀■存在一定量的电势差,酸 洗后表面粗糙,在电解质作用下,钢丝表面产生无数的微电池。
第四章 钢丝的拉拔钢帘线的单丝,从Ф5.5mm 的盘条经过干式的粗拉、中拉和湿式的细拉,一直拉到ФO.15~ФO.38mm ,所以钢丝的拉拔是钢帘线生产最基本的工艺。
自1880年制成了“纵列式拉丝机”实现了拉丝生产连续化,到本世纪20年代发明了硬质合金拉丝模以及润滑剂的改善,拉拔工艺日趋成熟,实现了稳定的连续化拉丝生产。
近一、二十年,国内外拉丝技术又有很大发展。
出线速度已高达25M /s 和30M /s 。
随着微机技术的普及应用,拉丝机的自动化水平大为提高,例如KOCH 公司的直线式拉丝机配备的电脑专家系统中,可储存100套拉丝工艺参数,随时可以调用,实现了监控,故障诊断,在线调整一体化。
由于线材的质量和性能不断提高,可将Ф5.5线材一次拉拔为Ф1.3mm 的半成品钢丝,总压缩率达94.41%,并可减少一次热处理。
另外在拉丝模和润滑剂方面也相应地有了很大发展。
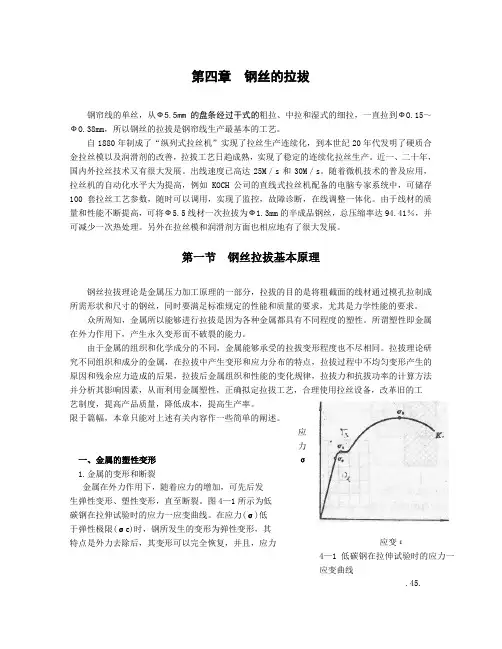
第一节 钢丝拉拔基本原理钢丝拉拔理论是金属压力加工原理的一部分,拉拔的目的是将粗截面的线材通过模孔拉制成所需形状和尺寸的钢丝,同时要满足标准规定的性能和质量的要求,尤其是力学性能的要求。
众所周知,金属所以能够进行拉拔是因为各种金属都具有不同程度的塑性。
所谓塑性即金属在外力作用下,产生永久变形而不破裂的能力。
由于金属的组织和化学成分的不同,金属能够承受的拉拔变形程度也不尽相同。
拉拔理论研究不同组织和成分的金属,在拉拔中产生变形和应力分布的特点,拉拔过程中不均匀变形产生的原因和残余应力造成的后果,拉拔后金属组织和性能的变化规律,拉拔力和抗拔功率的计算方法并分析其影响因素,从而利用金属塑性,正确拟定拉拔工艺,合理使用拉丝设备,改革旧的工 艺制度,提高产品质量,降低成本,提高生产率。
限于篇幅,本章只能对上述有关内容作一些简单的阐述。
应力一、金属的塑性变形 σ1.金属的变形和断裂金属在外力作用下,随着应力的增加,可先后发生弹性变形、塑性变形,直至断裂。
钢绳的生产工艺流程
钢绳的生产工艺流程通常包括以下几个主要步骤:
1. 选材:选择适合生产钢绳的钢材,一般采用高强度、耐磨损的合金钢。
2. 热处理:将选材后的钢材进行热处理,包括加热、保温和冷却,以改善钢材的机械性能和强度。
3. 钢丝拔丝:通过拉拔工艺将热处理后的钢材制成细丝,即钢丝。
这一过程可以通过连续拉拔机或单线拉拔机完成。
4. 钢丝成绳:将多根钢丝按照特定的编制方式进行组合,通过绞线机将它们编制成绳。
5. 预绷强化:对编制成绳的钢丝绳进行预绷,以改善其强度和韧性。
6. 表面处理:对钢绳进行防腐、防锈处理,常常采用镀锌或镀层等方法。
7. 检测和质量控制:对成品钢绳进行拉力、外观和尺寸等方面的检测,确保产品质量符合标准。
8. 包装和出厂:将合格的钢绳进行包装,并按照客户订单要求进行出厂。
钢丝热处理工艺钢丝热处理工艺是一种将钢丝加热至一定温度,然后进行冷却处理的工艺。
通过热处理,可以改变钢丝的组织结构和性能,使其具有更好的力学性能和耐磨性。
钢丝热处理工艺主要包括加热、保温和冷却三个过程。
首先是加热过程,将钢丝放入加热炉中进行加热。
加热温度一般根据钢丝的材质和要求来确定,通常在800℃到1100℃之间。
加热时间一般根据钢丝的直径和长度来确定,一般为几分钟到几十分钟。
在加热过程中,钢丝的温度逐渐升高,同时也发生了一些物理和化学变化。
钢丝的晶粒逐渐长大,原子之间的结合力也得到了增强。
这些变化使得钢丝的力学性能得到了改善。
接下来是保温过程,将加热后的钢丝放置在保温炉中进行保温。
保温时间一般根据钢丝的直径和要求来确定,一般在几分钟到几小时之间。
在保温过程中,钢丝的温度保持在一个较高的水平,使得钢丝的组织结构得到进一步改善。
最后是冷却过程,将保温后的钢丝迅速冷却。
冷却方式有多种,可以是水冷、油冷或者空气冷却等。
冷却速度一般根据钢丝的材质和要求来确定,通常在几秒钟到几分钟之间。
通过快速冷却,可以使得钢丝的组织结构更加致密,并且增加钢丝的硬度和耐磨性。
钢丝热处理工艺的应用非常广泛。
在机械制造、汽车制造、航空航天等领域都有着重要的应用。
通过热处理,可以改善钢丝的力学性能和耐磨性,提高其使用寿命和可靠性。
然而,钢丝热处理工艺也存在一些问题。
首先是设备投资较大,需要购买加热炉、保温炉、冷却设备等设备。
其次是工艺参数的选择较为复杂,需要根据具体情况进行调整。
此外,还需要对工艺过程进行严格控制,以确保产品质量。
总之,钢丝热处理工艺是一种重要的工艺方法,通过加热、保温和冷却等过程,可以改善钢丝的力学性能和耐磨性。
在实际应用中,需要根据具体情况选择适当的工艺参数,并进行严格控制,以确保产品质量。
高碳钢丝生产工艺
高碳钢丝是一种强度高、耐磨损的钢丝,广泛应用于制造机械、电子设备、建筑等领域。
其生产工艺主要包括原料选择、炉水处理、精炼处理、拉拔和热处理等步骤。
首先,原料选择是高碳钢丝生产的第一步。
选择含碳量在0.6%以上的优质钢材作为原料,通常选择含碳量较高的钢坯,以保证最终产品的碳含量符合要求。
第二步是炉水处理。
将选好的钢坯放入炉中进行加热,以提高其塑性和可塑性。
在加热过程中,通过添加合适的合金元素,如硅、锰等,以增加钢材硬度和耐磨性。
第三步是精炼处理。
将加热后的钢坯进行调温和精炼处理,通过控制温度和时间来消除钢坯中的气体、杂质等有害成分,提高产品的质量。
第四步是拉拔。
将经过精炼处理的钢坯送入拉拔机进行拉拔处理。
拉拔是通过连续拉伸,使钢坯逐渐变细,并提高其强度和硬度。
拉拔过程中,通常会进行多次拉拔,逐渐降低钢丝的直径,以得到符合要求的高碳钢丝。
最后一步是热处理。
将拉拔后的钢丝经过热处理,以改变其组织结构和性能。
通常采用淬火和回火的方式进行热处理,通过快速冷却和重新加热来增加钢丝的硬度和韧性。
以上就是高碳钢丝的生产工艺的主要步骤。
通过合理的原料选
择、炉水处理、精炼处理、拉拔和热处理等步骤,可以得到优质的高碳钢丝产品。
这些产品具有高强度、耐磨损的特点,在各个领域都具有广泛的应用前景。
/C-TG162.85~1.html钢丝热处理发表评论(0)编辑词条钢丝热处理(heat—treatment of steel wire)钢丝生产中为利于拉丝过程的进行和成品获得要求的性能而进行的热处理。
钢丝热处理的目的(1)消除前一道冷拉工序中钢丝的加工硬化,以利于继续进行冷拉。
盘条或钢丝在冷拉时,由于加工硬化,抗拉强度不断增高,脆性也不断增高,达到一定程度时即无法顺利拉拔而会拉断。
此时钢丝应经过热处理使之重新获得利于冷拉的条件。
(2)使热轧盘条具有适宜于拉拔的组织,能正常地进行拉拔。
例如,过共析钢盘条热轧后存在游离渗碳体,性脆而无法正常拉拔,球化退火使渗碳体球化而适宜于拉拔。
(3)使钢丝具有特殊的组织,冷拉后钢丝具有良好的性能。
(4)使成品钢丝具有用户要求的组织和性能。
钢丝热处理时的组织转变钢丝热处理大多数是将钢丝加热到共析温度以上使珠光体向奥氏体转变,然后以不同的方式冷却而获得各种不同的组织和性能。
有些热处理(如再结晶退火或球化退火)则只将钢丝加热至共析温度附近或以下的温度。
钢在缓慢加热和冷却时,组织的变化可由Fe—Fe3C状态图(图1)看出。
其中“相为碳在体心立方晶格的铁中的固溶体,通称为奥氏体。
碳素钢的奥氏体在共析温度以下时不稳定,会分解成珠光体与铁素体或珠光体与渗碳体。
珠光体为铁素体与渗碳体的共析组织,其碳含量约为0.765%。
对热处理有意义的临界温度是A1和A3。
缓慢加热时温度刚超过A-,即开始转变为奥氏体,超过A1即完成这一转变;缓慢冷却时温度刚低于A3奥氏体即开始分解,低于A1时奥氏体即完全分解。
快速冷却时奥氏体处于过冷状态。
过冷奥氏体转变的温度不同,其转变机理、转变动力学、转变产物及其性能也均不同。
过冷奥氏体等温转变动力学曲线(简称c曲线或TTT曲线),就是表示将奥氏体急速冷却到临界点以下各不同温度的保温过程中,过冷奥氏体的转变量与转变时间的关系曲线。
图2示出共析钢的c曲线。
钢丝热处理
冯雅观;殷祥华
【期刊名称】《湘钢译丛》
【年(卷),期】1990(000)002
【总页数】7页(P39-45)
【作者】冯雅观;殷祥华
【作者单位】不详;不详
【正文语种】中文
【中图分类】TG162.85
【相关文献】
1.钢丝绳用钢丝最佳热处理工艺方案的研究 [J], 罗跃勇;徐孝辉
2.真空热处理,可控气氛热处理在钢丝生产中的应用 [J], 邢镇宁
3.钢丝盘条和钢丝线轴退火用热处理设备 [J], God,Chr;吕桂清
4.胎圈钢丝热处理过程数值模拟与工艺分析 [J], 杜海清;储少军;曾国镇
5.大型钢丝滚道轴承钢丝的热处理 [J], 杨光华
因版权原因,仅展示原文概要,查看原文内容请购买。